

Beim Spritzgießen geht es nicht nur darum, eine Form zu füllen; es geht darum, inmitten unvorhergesehener Herausforderungen Perfektion zu schaffen.
Innere Spannungen in spritzgegossenen Produkten entstehen durch ungleichmäßiges Fließen, Abkühlen und Schrumpfung während des Formprozesses. Diese Spannungen können zu Maßänderungen, mechanischen Ausfällen und ästhetischen Mängeln führen und somit die Produktqualität und -leistung beeinträchtigen.
Das Verständnis der Grundlagen innerer Spannungen ist zwar entscheidend, doch eine tiefergehende Untersuchung ihrer Ursachen und Auswirkungen kann wertvolle Erkenntnisse zur Minderung potenzieller Probleme liefern. Lassen Sie uns diese Aspekte genauer betrachten, um die Produktzuverlässigkeit und die Fertigungseffizienz zu verbessern.
Fließungleichgewicht verursacht innere Spannungen beim Spritzgießen.WAHR
Strömungsungleichgewicht führt zu ungleichmäßiger Geschwindigkeit und ungleichmäßigem Druck, was Spannungen verursacht.
- 1. Was sind die Hauptursachen für innere Spannungen beim Spritzgießen?
- 2. Wie beeinflussen innere Spannungen die mechanischen Eigenschaften von Produkten?
- 3. Welche optischen Mängel können durch innere Spannungen entstehen?
- 4. Wie lassen sich innere Spannungen beim Spritzgießen minimieren?
- 5. Abschluss
Was sind die Hauptursachen für innere Spannungen beim Spritzgießen?
Innere Spannungen beim Spritzgießen entstehen durch Faktoren wie Fließungleichgewicht, ungleichmäßige Abkühlung und Molekülausrichtung.
Zu den Hauptursachen für innere Spannungen beim Spritzgießen zählen Fließungleichgewicht, ungleichmäßige Kühlung und Molekülorientierung, die durch Prozess- und Konstruktionsungenauigkeiten entstehen. Diese Spannungen können die strukturelle Integrität und das Aussehen der Formteile beeinträchtigen.
Durchflussungleichgewicht
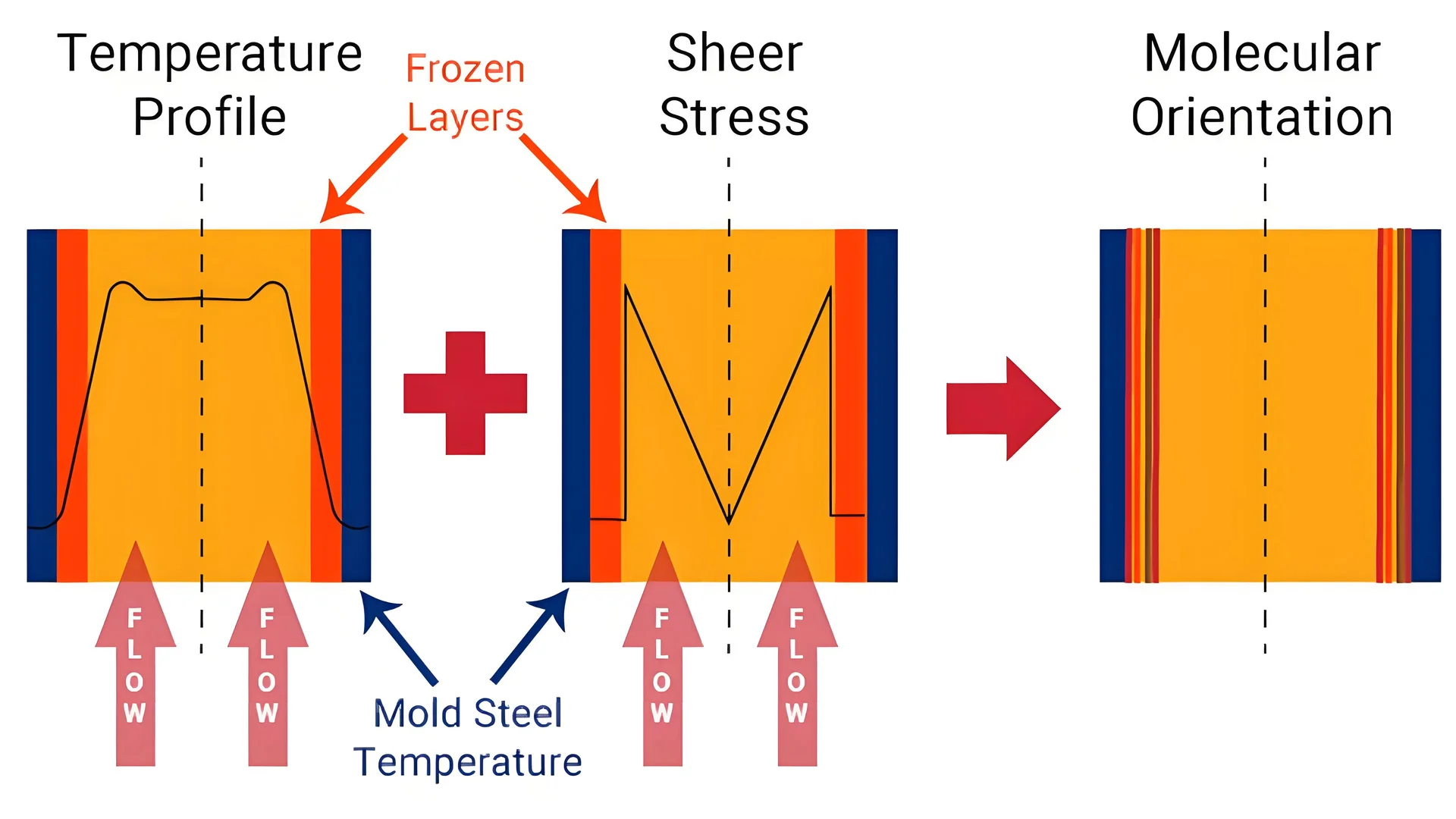
Beim Spritzgießen fließt die Kunststoffschmelze nicht immer gleichmäßig im Formhohlraum. Diese Ungleichmäßigkeit ist hauptsächlich auf Schwankungen in der Fließgeschwindigkeit und der Druckverteilung zurückzuführen. Beispielsweise fließt die Schmelze in der Nähe des Angusses, wo der Kunststoff eintritt, schneller als in weiter entfernten Bereichen. Dieses Ungleichgewicht erzeugt Scherspannungen im Produkt.
Unangemessene Werkzeugkonstruktionen, wie beispielsweise ungünstig positionierte Angüsse oder zu klein dimensionierte Verteilerkanäle, verschärfen dieses Ungleichgewicht. Durch die Optimierung dieser Konstruktionselemente lässt sich die durch Fließabweichungen verursachte Spannung deutlich reduzieren.
Ungleichmäßige Kühlung
Die Abkühlphase ist entscheidend für die endgültigen Eigenschaften eines Spritzgussteils. Kühlen bestimmte Bereiche schneller ab als andere, entstehen thermische Spannungen. Faktoren wie ungleichmäßige Werkzeugtemperaturen und schlecht konstruierte Kühlkanäle tragen dazu bei.
Auch ungleichmäßige Wandstärken spielen eine Rolle. Dickere Bereiche kühlen langsamer ab als dünnere, wodurch innere Spannungen entstehen. Ein strategischer Konstruktionsansatz, der auf gleichmäßige Wandstärken abzielt, kann dieses Problem mindern.
Molekulare Orientierung
Beim Durchfließen der Kunststoffschmelze durch die Form richten sich deren Moleküle in Fließrichtung aus. Diese Ausrichtung kann zu Orientierungsspannungen führen, die überwiegend in Fließrichtung und weniger senkrecht dazu auftreten.
Prozessparameter wie Einspritzgeschwindigkeit und Nachdruck beeinflussen die Molekülorientierung direkt. Beispielsweise kann eine zu hohe Einspritzgeschwindigkeit oder ein zu hoher Nachdruck die Orientierungsspannung verstärken. Durch die Anpassung dieser Parameter lässt sich der Grad der Molekülorientierung effektiv steuern.
Vergleichende Analyse: Ursachen von innerem Stress
| Ursache | Beschreibung | Minderungsstrategie |
|---|---|---|
| Durchflussungleichgewicht | Ungleichmäßige Geschwindigkeits- und Druckverteilung im Formhohlraum. | Optimieren Sie die Position des Tores und die Größe der Lauffläche. |
| Ungleichmäßige Kühlung | Unterschiedliche Abkühlungsraten führen zu thermischer Spannung. | Gleichmäßige Formtemperatur; bessere Kanalanordnung. |
| Molekulare Orientierung | Ausrichtung der Moleküle, die Spannungen in Strömungsrichtung verursachen. | Einspritzgeschwindigkeit und Haltedruck steuern. |
Das Verständnis dieser grundlegenden Ursachen ist für jeden, der sich mit der Optimierung des Spritzgießens 1 . Durch die Identifizierung und Behebung dieser Faktoren können Hersteller die Produktqualität verbessern und den Lebenszyklus ihrer Produkte verlängern.
Durch Strömungsungleichgewicht entstehen Scherspannungen in Formteilen.WAHR
Durch ein Ungleichgewicht der Strömung entsteht ungleichmäßiger Druck, was zu Scherspannungen führt.
Eine gleichmäßige Wandstärke erhöht die inneren Spannungen im Formteil.FALSCH
Eine gleichmäßige Wandstärke verringert die thermische Spannung, anstatt sie zu erhöhen.
Wie beeinflussen innere Spannungen die mechanischen Eigenschaften von Produkten?
Innere Spannungen in Produkten können deren mechanische Eigenschaften stark beeinträchtigen und somit Festigkeit und Haltbarkeit negativ beeinflussen.
Innere Spannungen können die mechanischen Eigenschaften von Produkten beeinträchtigen, indem sie Dimensionsänderungen verursachen, die Festigkeit verringern und ein Versagen unter Belastung begünstigen.

Die Rolle innerer Spannungen verstehen
Innere Spannungen in spritzgegossenen Produkten entstehen durch Fließungleichgewichte, ungleichmäßige Abkühlung und Molekülausrichtung während des Herstellungsprozesses. Diese Spannungen können sich in verschiedenen Formen äußern, darunter Scherspannungen, thermische Spannungen und Orientierungsspannungen. Jede dieser Arten trägt auf spezifische Weise zur Veränderung der mechanischen Eigenschaften eines Produkts bei.
Herausforderungen hinsichtlich der Dimensionsstabilität
Interne Spannungen führen häufig nach der Fertigung zu Maßänderungen. Mit der Zeit bauen sich diese Spannungen ab, wodurch Produkte sich verziehen oder schrumpfen können, was nicht nur das Aussehen, sondern auch die Funktionalität beeinträchtigt. Beispielsweise kann bereits eine Maßabweichung fehlerhaften Passung bei Montagevorgängen führen.
| Faktor | Auswirkungen auf die Dimensionen |
|---|---|
| Durchflussungleichgewicht | Ungleichmäßige Schrumpfung, Verformung |
| Ungleichmäßige Kühlung | Lokale Ausdehnung oder Kontraktion |
| Molekulare Orientierung | Differenzielle Schrumpfung in Fließrichtung |
Verschlechterung der mechanischen Eigenschaften
Innere Spannungen beeinflussen direkt mechanische Eigenschaften wie Festigkeit, Zähigkeit und Dauerfestigkeit. Konzentrieren sich diese Spannungen auf bestimmte Bereiche, können sie zu Schwachstellen werden. Infolgedessen können Produkte unter mechanischer Belastung vorzeitig versagen, insbesondere bei wiederholter oder dynamischer Einwirkung von Kräften.
Beispielsweise müssen im Spritzgussverfahren hergestellte Automobilbauteile über einen längeren Zeitraum erheblichen Belastungen standhalten. Interne Spannungskonzentrationen können unter Last zu Rissen oder Brüchen führen und somit Sicherheit und Leistung beeinträchtigen.
Faktoren, die die mechanischen Eigenschaften beeinflussen
- Materialeigenschaften : Verschiedene Kunststoffe weisen unterschiedliche Empfindlichkeiten gegenüber inneren Spannungen auf. Beispielsweise können amorphe Kunststoffe im Vergleich zu kristallinen Kunststoffen bei Einwirkung innerer Spannungen anders reagieren.
- Fertigungsparameter : Die Wahl der Einspritzgeschwindigkeit, der Druckeinstellungen und der Abkühlraten beeinflusst maßgeblich das Ausmaß der inneren Spannungsbildung. Durch die Optimierung dieser Parameter lassen sich negative Auswirkungen minimieren.
Minderungsstrategien
Um die mechanischen Eigenschaften von Spritzgussprodukten zu erhalten, können Hersteller Folgendes tun:
- Optimierung des Werkzeugdesigns : Dies umfasst die strategische Platzierung von Angüssen und Kühlkanälen, um einen gleichmäßigen Materialfluss und eine gleichmäßige Kühlung zu gewährleisten.
- Prozessoptimierungen : Durch Feinabstimmung von Injektionsgeschwindigkeit und -druck lässt sich die molekulare Orientierungsspannung reduzieren. Auch die mehrstufige Injektion kann strömungsbedingte Spannungen verringern.
- Nachbearbeitungstechniken : Techniken wie das Glühen können innere Spannungen abbauen und so die mechanische Stabilität im Laufe der Zeit verbessern.
Das Verständnis dieser Strategien ist entscheidend für die Steigerung der Langlebigkeit und Zuverlässigkeit des Produkts bei gleichzeitiger Minimierung potenzieller Ausfälle aufgrund interner Belastungen.
Innere Spannungen verursachen mit der Zeit Verformungen des Produkts.WAHR
Innere Spannungen bauen sich ab, was zu Dimensionsänderungen wie Verformungen führt.
Alle Kunststoffe sind gleichermaßen von inneren Spannungen betroffen.FALSCH
Unterschiedliche Kunststoffe weisen eine unterschiedliche Anfälligkeit gegenüber inneren Spannungen auf.
Welche optischen Mängel können durch innere Spannungen entstehen?
Innere Spannungen in spritzgegossenen Produkten können zu unansehnlichen Defekten führen, die sowohl die Ästhetik als auch die Funktionalität beeinträchtigen.
Innere Spannungen können bei Spritzgussteilen verschiedene optische Mängel wie Risse, Silberstreifen und Blasen verursachen. Diese Mängel beeinträchtigen nicht nur das Erscheinungsbild des Produkts, sondern können auch dessen strukturelle Integrität gefährden.
Innerer Stress verstehen
Beim Spritzgießen entstehen innere Spannungen, wenn die Kunststoffschmelze ungleichmäßig fließt, abkühlt und schrumpft. Diese Spannungen äußern sich in Form von Fehlern, die die optische Qualität des Produkts beeinträchtigen.
Häufige optische Mängel
-
Risse:
- Risse entstehen häufig aufgrund hoher innerer Spannungen, die sich in bestimmten Bereichen konzentrieren. Sie können während oder nach dem Entformen auftreten.
- Faktoren wie eine ungeeignete Formkonstruktion oder eine zu schnelle Abkühlung verstärken die Rissbildung.
-
Silberstreifen:
- Hierbei handelt es sich um wellenförmige, silbrige Linien an der Oberfläche, die durch Feuchtigkeit oder Luft verursacht werden, die während des Formgebungsprozesses im Material eingeschlossen wurden.
- Silberne Streifen sind besonders bei transparenten Produkten auffällig und beeinträchtigen die Klarheit und die ästhetische Wirkung.
-
Blasen:
- Sie treten auf, wenn sich im Inneren des Produkts Gas- oder Lufteinschlüsse bilden, in der Regel aufgrund einer schnellen Abkühlung oder eines hohen Feuchtigkeitsgehalts im Kunststoff.
- Blasen beeinträchtigen sowohl das Aussehen als auch möglicherweise die mechanischen Eigenschaften des Produkts.
Faktoren, die zu ästhetischen Mängeln beitragen
Werkzeugkonstruktion und Prozessparameter
- Ungleichmäßige Verteilung der Kunststoffschmelze kann zu Defekten wie Rissen und Blasen 4 .
- Abkühlgeschwindigkeit: Ungleichmäßige Abkühlung verursacht thermische Spannungen, die zu Defekten wie Verformungen und Silberstreifen beitragen.
- Molekulare Orientierung: Hohe Orientierungsgrade bei schnellen Injektionsgeschwindigkeiten erhöhen die Wahrscheinlichkeit von Silberstreifen.
Lösungen zur Minderung von optischen Mängeln
- Optimieren Sie die Werkzeugkonstruktion durch Anpassen der Angusspositionen und Sicherstellen eines gleichmäßigen Materialflusses.
- Durch den Einsatz mehrstufiger Injektionsverfahren lassen sich die Molekülausrichtung steuern und Spannungen reduzieren.
- Implementieren Sie geeignete Kühlkanalanordnungen, um eine gleichmäßige Kühlung des gesamten Produkts zu gewährleisten.
Durch die Berücksichtigung dieser Faktoren können Hersteller optische Mängel bei spritzgegossenen Produkten deutlich reduzieren und so sowohl die ästhetische Qualität als auch die Leistung verbessern.
Durch schnelles Abkühlen entstehen Risse in den Produkten.WAHR
Schnelle Abkühlung führt zu ungleichmäßiger Spannungsverteilung und damit zu Rissen.
Silberne Streifen entstehen durch übermäßige Hitze.FALSCH
Silberne Streifen entstehen durch eingeschlossene Feuchtigkeit oder Luft, nicht durch Hitze.
Wie lassen sich innere Spannungen beim Spritzgießen minimieren?
Die Minimierung von Eigenspannungen beim Spritzgießen ist entscheidend für die Langlebigkeit und das ansprechende Aussehen des Produkts. Effektive Strategien umfassen die Optimierung des Werkzeugdesigns, die Anpassung der Prozessparameter und den Einsatz von Nachbearbeitungstechniken.
Um die inneren Spannungen beim Spritzgießen zu minimieren, optimieren Sie die Werkzeugkonstruktion, passen Sie Prozessparameter wie Einspritzgeschwindigkeit und -druck an und nutzen Sie Nachbearbeitungsverfahren wie das Glühen. Diese Schritte tragen dazu bei, Fließverhalten, Kühlung und Molekülausrichtung auszubalancieren, potenzielle Defekte zu reduzieren und die Produktqualität zu verbessern.

Werkzeugkonstruktion optimieren
Eine der wichtigsten Methoden zur Reduzierung von inneren Spannungen ist die sorgfältige Konstruktion des Werkzeugs. Durch die strategische Platzierung der Angüsse und den Einsatz mehrerer Anguss-Systeme können Hersteller einen gleichmäßigeren Fluss der Kunststoffschmelze erreichen und so die Ansammlung von Scherspannungen verhindern. Eine durchdachte Konstruktion umfasst auch die Optimierung von Größe und Form der Angusskanäle, um den Widerstand zu minimieren und einen gleichmäßigen Materialfluss im gesamten Werkzeug zu gewährleisten.
Darüber hinaus ist die Anordnung der Kühlkanäle zur Gewährleistung einer gleichmäßigen Kühlung von entscheidender Bedeutung. Beispielsweise kann ein Produkt mit variierender Wandstärke von einer Konstruktion mit stufenweiser Wandstärkenabnahme profitieren⁵ , da dies zu einer gleichbleibenden Kühlrate beiträgt und thermische Spannungen minimiert.
Anpassung der Spritzgießprozessparameter
Prozessparameter haben einen signifikanten Einfluss auf die inneren Spannungen in einem spritzgegossenen Produkt. Durch Reduzierung der Einspritzgeschwindigkeit und des Nachdrucks lässt sich der Grad der Molekülorientierung verringern, was zu geringeren inneren Spannungen führt. Eine Verlängerung der Nachdruckzeit ermöglicht geringere Schwindungsraten und reduziert somit die Spannungen.
Die Kontrolle der Temperaturen – sowohl der Form- als auch der Schmelztemperatur – ist ebenfalls entscheidend. Hohe Schmelztemperaturen können die Molekülausrichtung erhöhen, daher ist die Wahl geeigneter Temperaturen je nach Materialart unerlässlich. Ein mehrstufiges Spritzgießverfahren kann zusätzlich zur Spannungsreduzierung beitragen, indem Geschwindigkeit und Druck während des gesamten Formgebungsprozesses schrittweise angepasst werden.
| Parameter | Vorgeschlagene Anpassung |
|---|---|
| Einspritzgeschwindigkeit | Absenken, um die Orientierungsspannung zu reduzieren |
| Druck halten | Absenken, um das Schrumpfen zu minimieren |
| Formtemperatur | Optimieren für gleichmäßige Kühlung |
| Schmelztemperatur | Anpassung je nach Materialbedarf |
Nachbearbeitungstechniken
Nachbearbeitungstechniken wie das Glühen können innere Spannungen in spritzgegossenen Produkten deutlich reduzieren. Beim Glühen wird das Produkt auf eine bestimmte Temperatur erhitzt, für eine festgelegte Zeit gehalten und anschließend langsam abgekühlt. Dieser Prozess entspannt die Molekularstruktur und verringert so effektiv die Spannungen.
Bei Produkten, die eine hohe Maßgenauigkeit erfordern, kann eine Klimatisierung eingesetzt werden. Durch die Lagerung des Produkts in einer Umgebung mit kontrollierter Luftfeuchtigkeit nimmt es Feuchtigkeit auf, wodurch die Schrumpfung reduziert und Spannungen abgebaut werden.
Diese Techniken gewährleisten gemeinsam, dass das Endprodukt die Qualitätsstandards erfüllt und in seiner vorgesehenen Anwendung zuverlässig funktioniert. Die Anwendung solcher Maßnahmen erhöht nicht nur die Haltbarkeit, sondern verlängert auch die Lebensdauer des Produkts.
Durch die Optimierung des Werkzeugdesigns werden innere Spannungen reduziert.WAHR
Strategische Platzierung der Tore und Gestaltung der Kühlkanäle sorgen für ein optimales Verhältnis zwischen Durchfluss und Kühlung.
Eine höhere Einspritzgeschwindigkeit verringert die inneren Spannungen.FALSCH
Höhere Geschwindigkeiten erhöhen die Molekülausrichtung und damit die innere Spannung.
Abschluss
Durch die gezielte Reduzierung interner Spannungen mittels strategischer Werkzeugkonstruktion und Prozessanpassungen können Hersteller die Produktqualität deutlich verbessern. Nutzen Sie diese Strategien, um Fehler zu minimieren und die Leistung zu optimieren.
-
Strategien zur Verbesserung der Produktqualität durch Prozessoptimierung: Bewährte Verfahren zur Optimierung Ihres Spritzgießprozesses: 1. Regelmäßige Überwachung und Anpassung der Parameter; 2. Einsatz fortschrittlicher Steuerungssysteme; 3. Gründliche … ↩
-
Erfahren Sie, wie sich geringfügige spannungsbedingte Änderungen auf die Montagegenauigkeit auswirken: Eine lokale Änderung der Dehnung während der Kaltumformung kann einen anderen Spannungszustand und eine andere Steifigkeit im Produkt verursachen. Dies kann die Genauigkeit verbessern oder verringern … ↩
-
Erfahren Sie, warum innere Spannungen unter Belastung zu Rissen führen: (1) Das Vorhandensein innerer Spannungen im Produkt beeinträchtigt dessen mechanische Eigenschaften und Leistungsfähigkeit erheblich; aufgrund der … ↩
-
Lernen Sie Techniken kennen, um häufige Fehler bei Formteilen zu vermeiden: Wenn herkömmliche Entlüftungsmethoden versagen, kann die Vakuumentlüftung Probleme im Zusammenhang mit Ausgasung und Lufteinschluss in Spritzgussformen effektiv lösen. ↩
-
Erfahren Sie, wie eine abgestufte Wandstärkengestaltung die Kühlgleichmäßigkeit verbessert. Teilequalität: Die Konstruktion von Spritzgussteilen mit Wandstärkenproblemen kann zu Fehlern wie Einfallstellen, Verzug und unvollständiger Füllung führen. Diese Probleme … ↩






