

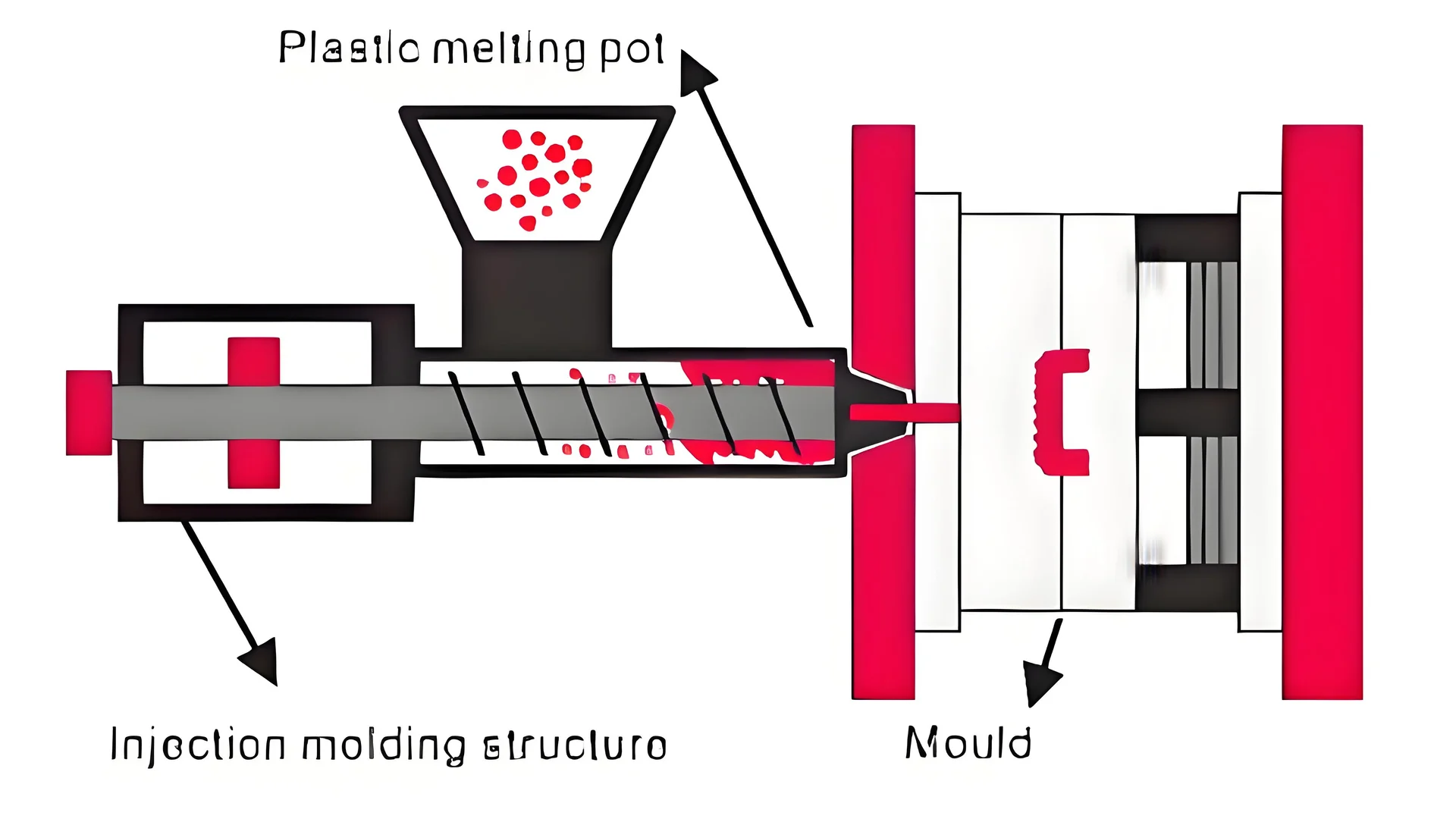
In der komplexen Welt des Spritzgießens verursacht eine Form, die nicht richtig gefüllt wird, große Frustration. Jeder hat dieses Problem wahrscheinlich schon einmal erlebt.
Analysieren Sie die Einspritzgeschwindigkeits-, Druck- und Volumeneinstellungen, um zu verstehen, ob eine Unterfüllung der Form auf Einspritzparameter oder Formdesign zurückzuführen ist. Untersuchen Sie die Torposition, das Läuferdesign und die Entlüftungsbedingungen. Diese Methode findet die wahre Ursache. Es identifiziert gezielte Verbesserungen.
Ich erinnere mich, dass ich einmal an einer kniffligen Plastikabdeckung gearbeitet habe. Die Einspritzgeschwindigkeit stieg von 30 cm/s auf 60 cm/s. Plötzlich füllten sich dünne Wände perfekt! Es kam zu einem Durchbruch. Geschwindigkeit war sehr wichtig.
Aber Geschwindigkeit allein löst nicht alles. Manchmal erforderte der Druck mehr Aufmerksamkeit. Durch die Erhöhung des Einspritzdrucks von 80 MPa auf 100 MPa wurde ein kompliziertes Problem behoben. Tatsächlich hat es auch geholfen, die Torposition anzupassen. Es fühlte sich jedes Mal an, als würde man ein Rätsel lösen.
Herauszufinden, warum sich eine Form nicht füllt, ist nicht nur eine technische Angelegenheit. Es ist sowohl Wissenschaft als auch Intuition. Jede Form erzählt ihre eigene Geschichte. Konkrete Tests und Beobachtungen lehren uns. Diese Geschichten bieten Lektionen. Hören wir sie.
Eine Erhöhung der Einspritzgeschwindigkeit verbessert die Füllung.WAHR
Erhöhung der Geschwindigkeit von 30 cm/s auf 60 cm/s gefüllte dünne Wände.
Die Angussgröße hat keinen Einfluss auf die Formfüllung.FALSCH
Eine größere Torgröße verbesserte das Füllen in freitragenden Strukturen.
- 1. Wie wirkt sich die Einspritzgeschwindigkeit auf die Unterfüllung der Form aus?
- 2. Wie wirkt sich der Einspritzdruck auf die Formfüllung aus?
- 3. Warum ist das Injektionsvolumen entscheidend, um eine Unterfüllung zu vermeiden?
- 4. Wie wirkt sich das Angussdesign auf die Formfüllung aus?
- 5. Was sind die wichtigsten Überlegungen für die Gestaltung von Angusssystemen?
- 6. Abschluss
Wie wirkt sich die Einspritzgeschwindigkeit auf die Unterfüllung der Form aus?
Die Einspritzgeschwindigkeit ist nicht nur eine Zahl; Es ist der Schlüssel zum erfolgreichen Formenfüllen. Das habe ich aus erster Hand erfahren und oft entscheidet es darüber, ob ein Produkt perfekt oder unzureichend gefüllt ist.
Beim Füllen einer Form mit geschmolzenem Material spielt die Einspritzgeschwindigkeit eine entscheidende Rolle. Eine langsame Geschwindigkeit kann dazu führen, dass das Material zu früh abkühlt. Dies könnte zu einer Unterfüllung führen. Die Anpassung der Geschwindigkeit trägt dazu bei, die Form vollständig zu füllen und so die Qualität des Produkts zu verbessern. Die richtige Geschwindigkeit bringt wirklich gute Ergebnisse. Wichtig ist eine vollständige Füllung.

Den Einfluss der Einspritzgeschwindigkeit verstehen
Die Einspritzgeschwindigkeit bestimmt, wie schnell geschmolzenes Material in die Form gelangt. Es beeinflusst, wie gut das Material die komplizierten Räume innerhalb des Formhohlraums ausfüllt. Durch die Optimierung der Einspritzgeschwindigkeit 1 wird sichergestellt, dass das Material jeden Teil der Form erreicht, bevor es abkühlt und erstarrt.
Am Anfang habe ich übersehen, wie wichtig die Einspritzgeschwindigkeit ist. Dabei kommt es nicht nur darauf an, wie schnell das heiße Material in die Form gelangt; Es geht darum, jeden kleinen Raum zu füllen, bevor er abkühlt. Ich erinnere mich an ein Projekt, bei dem eine Änderung der Geschwindigkeit alles löste. Es fühlte sich magisch an, als die Teile perfekt waren. Diese Lektion hat mir gezeigt, dass die richtige Einspritzgeschwindigkeit wirklich das Geheimnis eines großartigen Spritzgusses ist.
Methoden zur Bewertung von Injektionsparametern
Einspritzgeschwindigkeitstest
Bei der Durchführung eines Einspritzgeschwindigkeitstests muss die Geschwindigkeit schrittweise angepasst werden. Wenn beispielsweise durch Erhöhen der Geschwindigkeit von 30 cm/s auf 60 cm/s eine Unterfüllung in dünnwandigen Bereichen behoben wird, deutet dies darauf hin, dass die Anfangsgeschwindigkeit zu niedrig war. Mit dieser Methode lässt sich ermitteln, ob Geschwindigkeitsanpassungen Probleme mit der Unterfüllung lösen können.
Als ich einmal an Kunststoffabdeckungen arbeitete, sah ich, dass eine Erhöhung der Einspritzgeschwindigkeit von 30 cm/s auf 60 cm/s diese schwierigen dünnen Bereiche perfekt ausfüllte. Das zeigte mir, dass Geschwindigkeit tatsächlich das Problem war.
Überwachung des Einspritzdrucks
Die Überwachung des Drucks während der Injektion liefert Einblicke in mögliche Ursachen für eine Unterfüllung. Wenn der Druck nicht sein Maximum erreicht und es zu einer Unterfüllung kommt, kann dies eher auf einen unzureichenden Druck als auf eine unzureichende Geschwindigkeit hinweisen. Allmähliche Druckerhöhungen können klären, ob der Druck und nicht die Geschwindigkeit der Auslöser ist.
Ich erinnere mich, dass ich für ein komplexes Teil den Druck von 80 MPa auf 100 MPa geändert habe, was die Füllung erheblich verbessert hat. Es war eine große Erkenntnis, die mich lehrte, den Druckpegel sehr sorgfältig zu prüfen.
| Parameter | Testmethode | Indikator |
|---|---|---|
| Geschwindigkeit | Allmählicher Anstieg | Verbessertes Füllen dünner Bereiche |
| Druck | Füllstände überwachen | Hört auf zu steigen, bevor max |
Überprüfung des Injektionsvolumens
Durch den Vergleich des eingestellten Injektionsvolumens mit den tatsächlich benötigten Mengen lässt sich feststellen, ob das Volumen zur Unterfüllung beiträgt. Wenn das tatsächliche Volumen unter dem theoretischen Bedarf liegt, kann dies auf Probleme hinweisen, die über die reine Geschwindigkeit hinausgehen, wie etwa eine unzureichende Lautstärke.
Die Überprüfung des Injektionsvolumens fühlt sich an, als würde ich meine Arbeit noch einmal überprüfen. Wenn ich einen Unterschied zwischen der eingestellten und der benötigten Menge bemerke, weiß ich, dass es noch mehr zu erkunden gibt. Das ist zu einer Methode geworden, auf die ich mich verlassen kann.
Formendesignfaktoren, die die Unterfüllung beeinflussen
Bewertung der Torposition und -größe
Die Position des Tors im Verhältnis zu unbefüllten Bereichen kann den Füllerfolg beeinflussen. Ein zu weit von dünnwandigen Abschnitten entfernter Anschnitt kann zu einer Unterfüllung führen. Die Anpassung der Anschnittgröße oder -position kann die Fülleffizienz verbessern.
Einmal habe ich an einer langen Struktur gearbeitet und festgestellt, dass das Verschieben des Tors die Füllprobleme behebt. Durch die Änderung der Torgröße und -position habe ich gelernt, diese Aspekte genau zu untersuchen.
Überprüfung des Läufersystems
Ein zu langer oder schmaler Angusskanal erhöht den Schmelzflusswiderstand. Der Vergleich von Läuferdesigns mit erfolgreichen Designs hilft bei der Identifizierung potenzieller Probleme.
Zu Beginn meiner Karriere habe ich herausgefunden, dass die Länge und der Zustand eines Läufers den Flow stoppen können. Durch den Vergleich mit erfolgreichen Designs habe ich herausgefunden, dass Angusskontrollen entscheidend sind, um Unterfüllungen zu verhindern.
Analyse der Entlüftungsbedingungen
Eine ordnungsgemäße Entlüftung ist entscheidend, um Unterfüllungen zu vermeiden, insbesondere in tiefen Hohlräumen oder toten Winkeln. Das Hinzufügen von Abluftschlitzen kann Füllprobleme lindern, die durch unzureichende Entlüftung verursacht werden.
Das Entlüften war schwierig, bis ich vor einer großen Hohlraumform stand, die sich nicht gut füllen ließ. Das Problem wurde durch das Hinzufügen von Abluftschlitzen gelöst, was zeigt, wie wichtig eine ordnungsgemäße Entlüftung ist.
Weitere Informationen zu Formenkonstruktionsprüfungen 2 finden Sie in den Ressourcen, die detailliertere Einblicke in die Optimierung Ihres Spritzgussprozesses bieten.
Eine Erhöhung der Einspritzgeschwindigkeit verringert die Unterfüllung.WAHR
Höhere Einspritzgeschwindigkeiten verbessern die Füllung, was sich zeigt, wenn dünnwandige Bereiche vollständig gefüllt werden.
Die Angussgröße hat keinen Einfluss auf die Formfüllung.FALSCH
Eine falsche Anschnittgröße kann zu einer Unterfüllung führen; Mit zunehmender Größe wird die Füllung verbessert.
Wie wirkt sich der Einspritzdruck auf die Formfüllung aus?
Stellen Sie sich vor, Sie versuchen, mit einem Strohhalm Farbe in einen kleinen Spalt zu füllen. Der Einspritzdruck funktioniert bei der Formfüllung genauso.
Einspritzdruck ist die Kraft, die geschmolzenes Material in jede Ecke einer Form drückt. Der richtige Druck füllt die Form vollständig aus. Dies führt zu sehr hochwertigen Produkten ohne Mängel.
Die Rolle des Einspritzdrucks bei der Formfüllung
Als ich anfing, im Formenbau zu arbeiten, stellte ich fest, dass sich die Wahl des richtigen Einspritzdrucks wie das Kochen eines perfekten Steaks anfühlte. Zu geringer Druck führt dazu, dass die Produkte nicht ausreichend gefüllt sind 3 . Zu viel Druck führt zu Fehlern wie Gratbildung oder Überfüllung. Die richtige Menge hängt vom Material und der Komplexität der Form ab.
Beurteilung von Injektionsparametern
Einspritzgeschwindigkeitstest:
In meinen frühen Projekten füllten sich dünnwandige Bereiche nicht richtig. Durch Erhöhen der Injektionsgeschwindigkeit von 30 cm/s auf 60 cm/s wurde das Problem behoben. Es war, als würde man die Geschwindigkeit eines Autos anpassen, um das perfekte Tempo für die Autobahnfahrt zu finden.
Überwachung des Einspritzdrucks:
Ich habe die Druckwerte immer sorgfältig beobachtet. Wenn der Druck nicht mehr anstieg, bevor das Maximum erreicht war und es zu einer Unterfüllung kam, half eine Erhöhung des Drucks. Ich hatte einen robusten Koffer mit einem komplexen Kunststoffteil. Eine Druckerhöhung von 80 MPa auf 100 MPa löste das Problem vollständig.
Überprüfung des Einspritzvolumens:
Manchmal lag das Problem nicht am Druck oder an der Geschwindigkeit, sondern am Volumen. Es gab ein Projekt, bei dem das Injektionsvolumen nur 80 % des Bedarfs betrug. Das richtige Volumen ist so, als hätte man genug Farbe, um eine ganze Wand zu bedecken. Es ist für ein makelloses Finish unerlässlich.
| Parameter | Anpassungsbeispiel | Ergebnis |
|---|---|---|
| Einspritzgeschwindigkeit | Erhöhung von 30 cm/s auf 60 cm/s | Verbessertes Füllen dünner Bereiche |
| Einspritzdruck | Erhöhung von 80 MPa auf 100 MPa | Komplexe Teile besser ausfüllen |
Einfluss des Formendesigns auf das Füllen
Torposition und -größe:
Einmal hatten wir ein Problem mit der Unterfüllung einer langen Struktur. Das Problem wurde durch eine Annäherung der Torposition und eine Vergrößerung gelöst. Es ist, als würde man eine Schlauchdüse so einstellen, dass ein Garten gleichmäßig bewässert wird.
Überprüfung des Angusssystems:
Lange oder dünne Angusskanäle erhöhten den Schmelzflusswiderstand. Es ähnelt dem Entwirren eines Schlauchs, um den Wasserfluss zu verbessern. Der Vergleich mit erfolgreichen Designs zeigte notwendige Änderungen am Läufer.
Analyse der Entlüftungsbedingungen:
Eine schlechte Entlüftung ist heimtückisch und führt zu einer Unterfüllung in tiefen Bereichen. Das Hinzufügen von Abluftschlitzen hat sehr geholfen, beispielsweise das Öffnen eines Fensters für den Frischluftstrom.
Das Verständnis der Rolle des Einspritzdrucks beim Füllen der Form ist wahrscheinlich entscheidend für gute Herstellungsprozesse 4 . Dieses Wissen ist mein Werkzeugkasten zur Fixierung und Verbesserung der Produktqualität bei Spritzgussaufgaben.
Eine Erhöhung der Einspritzgeschwindigkeit kann die Formfüllung verbessern.WAHR
Höhere Einspritzgeschwindigkeiten tragen dazu bei, dünnwandige Bereiche effektiv zu füllen.
Die Anschnittgröße hat keinen Einfluss auf das Füllen komplexer Formen.FALSCH
Eine falsche Anschnittgröße kann den Durchfluss behindern und zu einer Unterfüllung führen.
Warum ist das Injektionsvolumen entscheidend, um eine Unterfüllung zu vermeiden?
Die kleinsten Details in der Herstellung entscheiden über den Erfolg oder Misserfolg eines Produkts. Beim Spritzgießen ist die Kontrolle des Einspritzvolumens von entscheidender Bedeutung, um eine Unterfüllung der Teile zu verhindern.
Das Injektionsvolumen ist sehr wichtig. Es füllt die Form vollständig aus und stoppt eventuelle Defekte. Durch Ändern der Injektionseinstellungen können Unterfüllungsprobleme behoben werden. Dies führt wirklich zu einer besseren Produktqualität.

Die Rolle des Injektionsvolumens
Stellen Sie sich vor, Sie kochen und gießen die perfekte Menge Pfannkuchenteig in die Pfanne. Jede Kante lässt sich gut ausfüllen, ohne dass etwas verschüttet wird. Beim Spritzgießen funktioniert es ähnlich. Wenn das Volumen nicht genau ist, werden die Teile unterfüllt, was unerwünscht ist.
Überprüfung des Injektionsvolumens
Betrachten Sie dies als eine schnelle Überprüfung. Durch den Vergleich der eingestellten Lautstärke der Maschine mit der benötigten Lautstärke können Probleme frühzeitig erkannt und behoben werden. Es ist, als würden Sie Ihre Einkaufsliste noch einmal durchgehen, bevor Sie in den Laden gehen.
| Parameter | Beobachtung |
|---|---|
| Injektionsvolumen einstellen | Überprüfen Sie, ob es 100 % des theoretischen Wertes beträgt |
| Tatsächliches Injektionsvolumen | Muss mit dem berechneten Bedarf übereinstimmen |
Injektionsparameter und ihr Einfluss
Einspritzgeschwindigkeit testen
Bei einem Projekt ging es um Kunststoffgehäuse. Die Erhöhung der Einspritzgeschwindigkeit von 30 cm/s auf 60 cm/s änderte alles. Dünnwandige Abschnitte füllten sich perfekt, als würde man vom Spaziergang zum schnellen Laufen wechseln.
Beobachten Sie den Einspritzdruck
Ebenso erinnere ich mich, dass ich den Druck für eine schwierige Form von 80 MPa auf 100 MPa angepasst habe. Es war, als würde man dem Teig die richtige Menge Hefe hinzufügen – er ging wunderbar auf.
Überlegungen zum Formendesign
Position und Größe des Tores
Eines Tages sorgte eine hartnäckige Auslegerkonstruktion für Frustration. Das Näherrücken des Tors machte einen großen Unterschied. Manchmal hilft ein Perspektivwechsel.
| Formfunktion | Empfehlung |
|---|---|
| Torposition | Sollte sich in der Nähe kritischer Füllbereiche befinden |
| Torgröße | Groß genug für ausreichenden Durchfluss |
Analyse von Läufersystemen
Läufer sind wie Autobahnen für Material. Sie müssen glatt und direkt sein. Selbst kleine Unebenheiten können zu Staus oder Unterfüllungen führen.
Vergleichen Sie Standarddesigns und frühere Erfolge, um potenzielle Angussprobleme 5 .
Auswirkungen von Entlüftungsbedingungen
Gutes Lüften ist wie frische Luft in einem stickigen Raum. Durch das Hinzufügen von Lüftungsschlitzen an den erforderlichen Stellen wird die Raumfüllung erheblich verbessert, so wie das Öffnen eines Fensters einen Raum erhellt.
Überprüfen Sie die Formen auf ausreichende Belüftung, insbesondere in tiefen Hohlräumen und Sacklöchern.
Das Hinzufügen von Abluftschlitzen kann den Luftstrom und die Luftfüllung verbessern.
Diese Techniken erinnern mich immer daran, wie eng die einzelnen Herstellungsschritte miteinander verbunden sind. Das Finden der perfekten Balance führt zu hervorragender Produktqualität und Effizienz.
Durch eine Erhöhung der Einspritzgeschwindigkeit können Unterfüllungsprobleme verringert werden.WAHR
Eine höhere Einspritzgeschwindigkeit verbessert die Füllung, was in dünnwandigen Bereichen zu beobachten ist.
Die Läuferlänge hat keinen Einfluss auf den Schmelzflusswiderstand.FALSCH
Längere Läufer erhöhen den Widerstand, was möglicherweise zu einer Unterfüllung führt.
Wie wirkt sich das Angussdesign auf die Formfüllung aus?
Haben Sie jemals darüber nachgedacht, warum einige Kunststoffteile perfekt aussehen, während andere viele Probleme haben?
Das Anschnittdesign ist beim Formenfüllen sehr wichtig. Es steuert den Fluss und die Geschwindigkeit des geschmolzenen Materials. Dies beeinflusst, wie gut sich die Form füllt. Eine falsche Angussgröße oder -platzierung führt zu Problemen wie Unterfüllung oder Verzug. Diese Fehler beeinträchtigen die Produktqualität. Es wirkt sich wirklich auf die Qualität des Endprodukts aus.
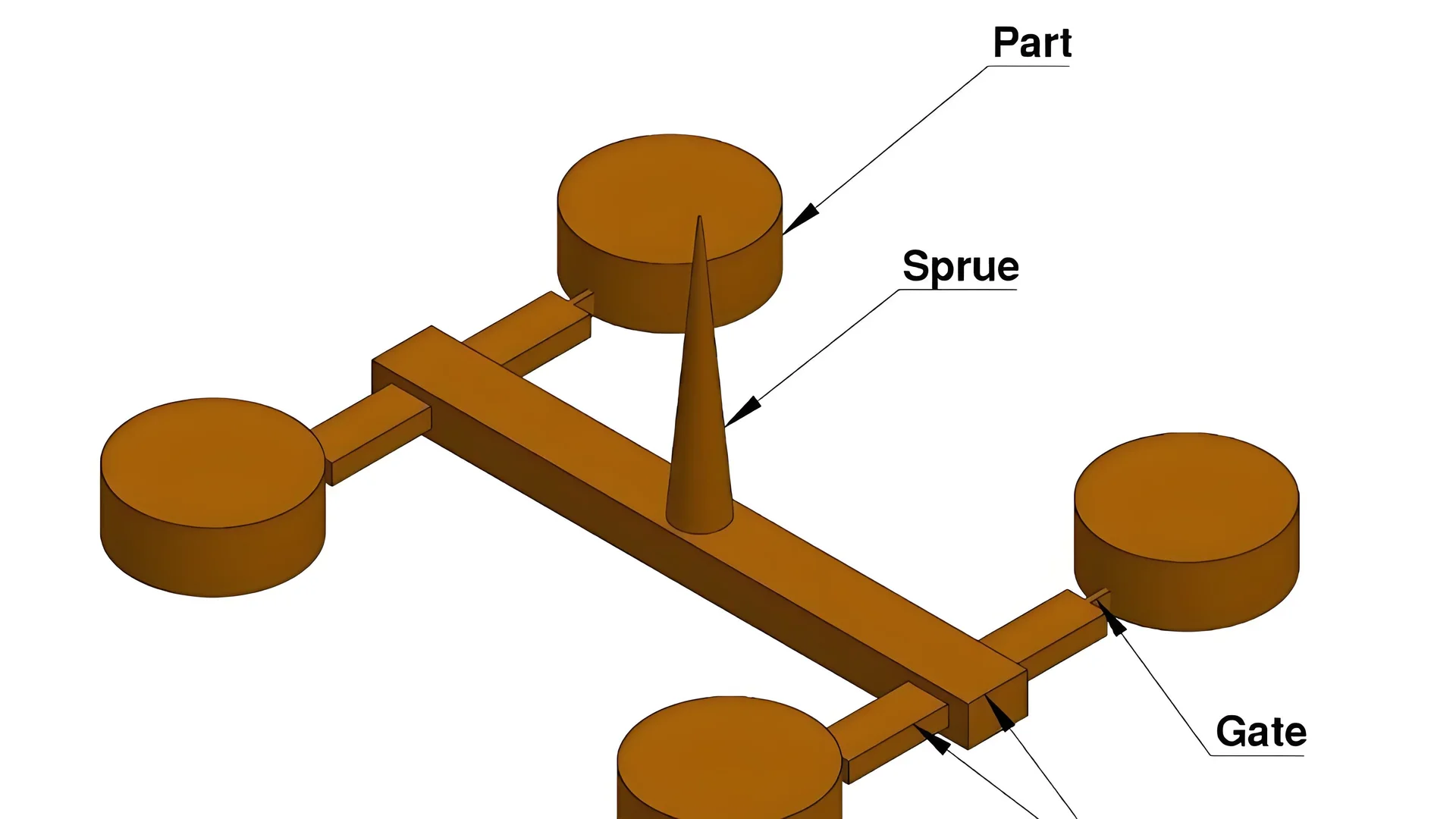
Die Rolle des Anschnittdesigns beim Formenfüllen
Als ich anfing, im Formenbau zu arbeiten, verstand ich nicht, wie wichtig der Angussentwurf für den gesamten Prozess ist. Es ähnelt dem perfekten Anordnen von Dominosteinen; Ein falsches Teil kann das gesamte Setup ruinieren. Die Größe, Form und Position des Anschnitts sind entscheidend für das Füllen aller Teile der Form mit geschmolzenem Kunststoff.
| Designelement | Auswirkungen auf die Formfüllung |
|---|---|
| Torgröße | Beeinflusst Durchflussmenge und Druckverteilung. Kleinere Tore können zu einer Unterfüllung führen. |
| Torposition | Beeinflusst den Strömungsweg; Eine falsche Platzierung kann dazu führen, dass Abschnitte unvollständig ausgefüllt werden. |
Methoden zur Beurteilung des Formendesigns
Ich erinnere mich an ein Projekt mit Unterfüllungsproblemen. Indem wir die Position des Tors näher an der freitragenden Struktur veränderten, stellten wir eine große Verbesserung fest. Es fühlte sich an, als würde man einen versteckten Schlüssel für bessere Ergebnisse finden.
-
Bewertung der Torposition und -größe
- Wenn einige Teile weit vom Anschnitt entfernt unbefüllt bleiben, kann dies auf eine falsche Anschnittposition hinweisen. Wenn Sie beispielsweise das Tor näher an einen Ausleger rücken, kann dies beim Füllen hilfreich sein.
-
Überprüfung des Läufersystems
- Die Abmessungen von Läufern zu untersuchen ist wie das Aufspüren von Staus. Lange oder schmale Angusskanäle können den Widerstand gegen den Schmelzefluss erhöhen und zu Füllproblemen 6 .
-
Entlüftungsanalyse
- Auch die Entlüftung ist sehr wichtig. Ich habe einmal einer Form mit tiefen Hohlräumen zusätzliche Auslassschlitze hinzugefügt. Durch diese Änderung wurden Lufteinschlüsse verhindert und Probleme mit der Unterfüllung behoben.
Methoden zur Beurteilung von Injektionsparametern
Die Einspritzparameter wirken wie die versteckte Zutat bei der Formfüllung. Wenn Sie diese ändern, werden die wahren Fähigkeiten eines Designs sichtbar.
-
Einspritzgeschwindigkeitstest
- Ich erinnere mich, dass ich während der Produktion die Einspritzgeschwindigkeit geändert habe. Dünnwandige Bereiche veränderten sich mit zunehmender Geschwindigkeit von unzureichend zu perfekt.
-
Überwachung des Einspritzdrucks
- Es ist sehr wichtig, den Druck im Auge zu behalten. Ich habe beobachtet, wie eine Druckerhöhung von 80 MPa auf 100 MPa die Füllqualität erheblich verbessert.
-
Überprüfung des Injektionsvolumens
- Die Überprüfung, ob das Einspritzvolumen dem theoretisch benötigten entspricht, ist entscheidend für eine effektive Formfüllung 7 . Fehler führen hier oft zu einer Unterfüllung.
Eine Erhöhung der Einspritzgeschwindigkeit verbessert die Füllung dünnwandiger Bereiche.WAHR
Eine höhere Einspritzgeschwindigkeit verbessert den Durchfluss und füllt dünnwandige Abschnitte effektiv.
Die Rauheit der Läuferoberfläche hat keinen Einfluss auf den Schmelzflusswiderstand.FALSCH
Raue Angussoberflächen erhöhen den Widerstand und behindern den Schmelzefluss.
Was sind die wichtigsten Überlegungen für die Gestaltung von Angusssystemen?
Haben Sie schon einmal versucht, etwas perfekt zu machen und dabei tief in Veränderungen versunken? Das ist Läufersystemdesign! Lassen Sie uns die wichtigen Teile erkunden, die es am Laufen halten.
Zu den wichtigsten Punkten bei der Gestaltung eines Läufersystems gehört die Überprüfung der Läuferlänge, -breite und der Oberflächenqualität. Die richtige Platzierung und Größe der Tore ist wichtig. Es ist wirklich wichtig, die Einspritzeinstellungen zu beobachten und die Entlüftungsbedingungen zu prüfen.
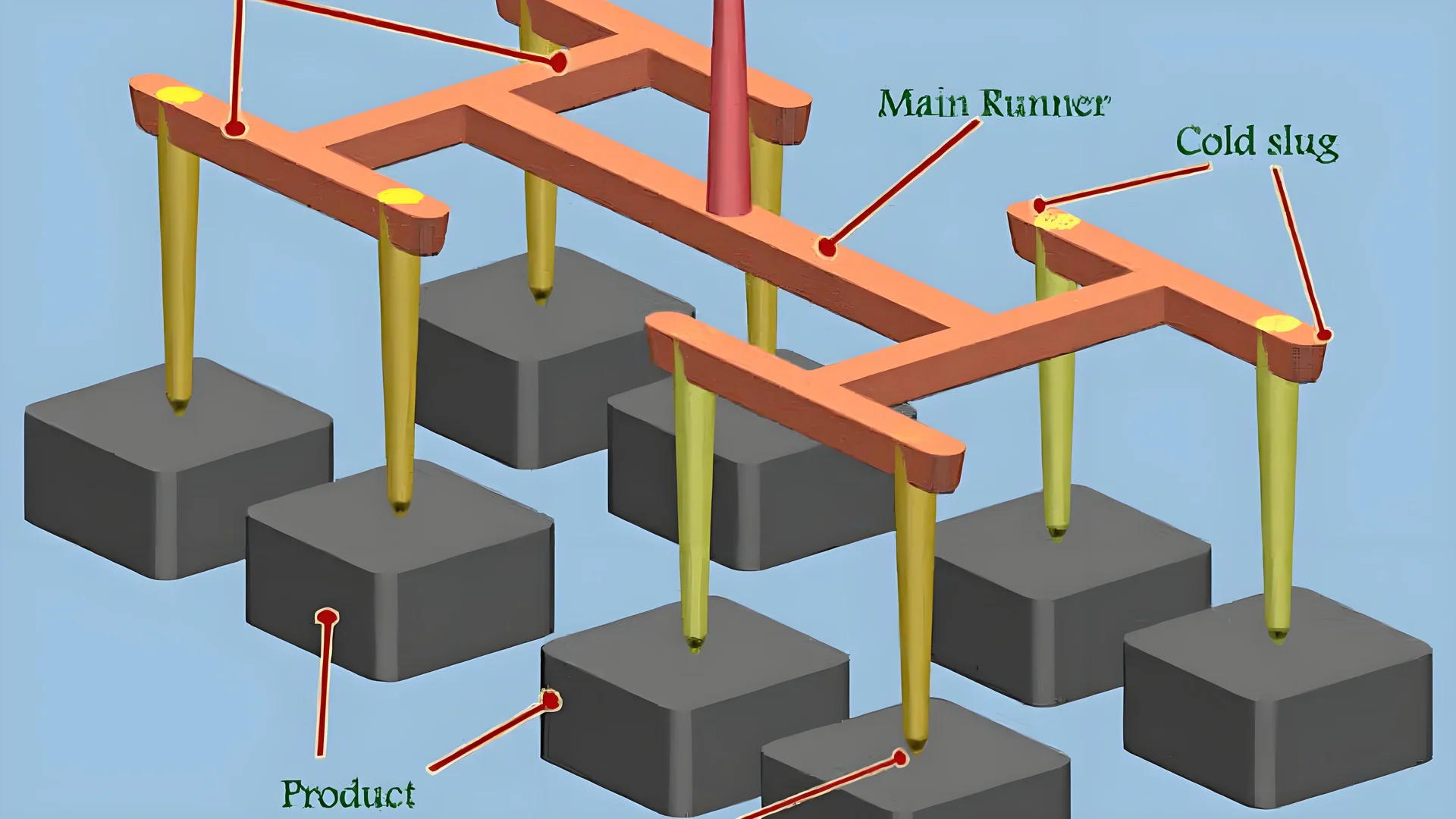
Bewertung der Läuferlänge und des Läuferdurchmessers
Ein langes Rennen zu laufen, fühlt sich mit jedem zusätzlichen Schritt hart an. Ein längerer Angusskanal verlangsamt den Fluss beim Spritzgießen. Eines Tages schnitt ich die Länge eines Läufers in zwei Hälften und alles füllte sich perfekt mit weniger Materialabfall. Das Ändern des Durchmessers des Läufers ähnelt dem Anpassen des Wasserflusses aus einem Schlauch. Es muss genau richtig sein, um den Druck konstant zu halten.
Beispiel: Wenn ein Läufer doppelt so lang ist wie ein erfolgreiches vorheriges Design, prüfen Sie, ob eine Reduzierung der Länge die Füllung verbessert.
Oberflächenzustand des Läufers
Das Reiben der Hand an einer rauen Oberfläche ist unangenehm. Eine raue Angussoberfläche stört den Schmelzefluss in gleicher Weise. Ich habe eine neue Form mit Standarddesigns 8 und hatte das Gefühl, ein Rezept zu verwenden, das gut funktioniert. Glatte Oberflächen reduzieren Turbulenzen und sorgen für eine gleichmäßigere Verteilung.
Tipp: Regelmäßige Kontrollen und Reparaturen sind Ihr verlässlicher Partner. Sie helfen dabei, kleine Fehler zu finden, bevor sie zu großen Problemen werden.
Torposition und -größe
Die Wahl des richtigen Fensterplatzes in einem Haus sorgt für das richtige Licht. Ich habe an einer kniffligen Form gearbeitet und festgestellt, dass es sehr hilfreich war, den Anschnitt näher an einem komplexen Abschnitt zu platzieren. Plötzlich erhielten hartnäckig unterfüllte Bereiche ausreichend Material.
Fallstudie: Das Verschieben eines Tors näher an einen freitragenden Abschnitt verbesserte die Füllung und machte eine falsche anfängliche Platzierung deutlich.
Überwachung der Injektionsparameter
Das Anpassen von Injektionsgeschwindigkeit, Druck und Volumen ähnelt dem Einstellen eines alten Radios für ein klares Signal:
- Geschwindigkeit: In einem Projekt verbesserte die Erhöhung der Injektionsgeschwindigkeit von 30 cm/s auf 60 cm/s dünnwandige Bereiche von schlecht gefüllten zu wohlgeformten Strukturen.
- Druck: Überwachen und passen Sie den Einspritzdruck an, um Füllprobleme effektiv zu lösen.
- Lautstärke: Stellen Sie sicher, dass die eingestellten Lautstärken den tatsächlichen Anforderungen entsprechen, um Fehlschüsse zu vermeiden.
| Parameter | Prüfen | Auswirkungen |
|---|---|---|
| Geschwindigkeit | Allmählicher Anstieg | Verbessert das Füllen dünner Bereiche |
| Druck | Inkrementelle Anpassung | Löst komplexe Füllungen |
| Volumen | Vergleichen Sie den theoretischen Bedarf | Verhindert Kurzschüsse |
Beurteilung der Entlüftungsbedingungen
Kochen, ohne ein Fenster zu öffnen, hält die Luft fest und führt zu Fehlern. Auch eine schlechte Entlüftung kann die Ursache sein. Das Reinigen von Lüftungsschlitzen ist wie das Öffnen eines Fensters, sodass alles atmen und reibungslos funktionieren kann.
Lösung: Das Hinzufügen oder Reinigen von Entlüftungsöffnungen kann die Fülleffizienz der Form erheblich verbessern, indem Lufteinschlüsse verhindert werden, die Defekte verursachen.
Durch die Bewältigung dieser Faktoren stellte ich fest, dass der Prozess sehr reibungslos ablief. Kleine Anpassungen führten zu erheblichen Veränderungen in Qualität und Effizienz.
Eine Erhöhung der Einspritzgeschwindigkeit verbessert die Unterfüllung.WAHR
Höhere Einspritzgeschwindigkeiten können dazu beitragen, dünnwandige Bereiche effektiver zu füllen.
Lange Angusskanäle verringern den Widerstand gegen den Schmelzefluss.FALSCH
Lange Läufer erhöhen den Widerstand, was möglicherweise zu Unterfüllungsproblemen führt.
Abschluss
In diesem Artikel wird untersucht, wie Probleme mit der Formunterfüllung beim Spritzgießen durch die Analyse von Einspritzparametern und Formdesignfaktoren identifiziert werden können. Dabei wird die Bedeutung von Geschwindigkeit, Druck, Volumen und Anschnittdesign hervorgehoben.
-
Die Erforschung von Optimierungstechniken hilft zu verstehen, wie eine Unterfüllung durch Geschwindigkeitsanpassungen verhindert werden kann. ↩
-
Das Verständnis der Überlegungen zum Formdesign kann zur Verbesserung der Produktqualität durch die Beseitigung von Unterfüllungen beitragen. ↩
-
Erkunden Sie die Ursachen und Auswirkungen von unterfüllten Produkten, um häufige Probleme beim Spritzgießen zu verstehen. ↩
-
Lernen Sie Methoden zur Verbesserung der Fertigungseffizienz kennen und konzentrieren Sie sich dabei auf Spritzgusstechniken. ↩
-
Das Erkennen häufiger Konstruktionsfehler des Angusskanals trägt dazu bei, den Strömungswiderstand zu verringern und die Effizienz der Formfüllung zu verbessern. ↩
-
Durch die Untersuchung der Auswirkungen von Angusssystemen können die Formeffizienz und die Produktqualität verbessert werden. ↩
-
Das richtige Einspritzvolumen gewährleistet eine vollständige Füllung, verbessert die Produktintegrität und reduziert Fehler. ↩
-
Die Untersuchung von Standarddesigns liefert Benchmarks für die Erstellung effizienter Angusssysteme. ↩




