![]()
In der schnelllebigen Welt der Fertigung ist Perfektion das Ziel, aber Unvollkommenheiten wie Stricklinien können einen Schraubenschlüssel in Ihre Pläne werfen. Stricklinien 1, die als Schweißlinien oder Strömungsleitungen bekannt sind, sind jene lästigen sichtbaren Nähte, die auf inspritzgeflechteten Teilen auftreten, an denen zwei Ströme geschmolzener Kunststoff treffen, sich jedoch nicht vollständig verbinden. Diese Linien sind nicht nur kosmetische Mängel, sondern können Ihre Teile schwächen, insbesondere in komplexen Designs mit Löchern, mehreren Toren oder kniffligen Geometrien. Die guten Nachrichten? Mit intelligenten Strategien können Sie Stricklinien minimieren oder sogar beseitigen. Lassen Sie uns in die Stricklinien eintauchen, warum sie passieren und wie sie mit Design -Optimierungen, materiellen Auswahlmöglichkeiten und Prozessanpassungen in Schach gehalten können.
Stricklinien können die Stärke von inspritzgefliegten Teilen erheblich verringern.WAHR
Studien zeigen, dass Stricklinien die Zugfestigkeit um bis zu 50%senken können, insbesondere in kritischen tragenden Bereichen.
- 1. Was sind Stricklinien beim Injektionsforming?
- 2. Was verursacht Stricklinien?
- 3. Wie kann man Stricklinien verhindern?
- 4. Was sind die besten Praktiken für die Materialauswahl?
- 5. Wie kann ich Prozessparameter anpassen, um Stricklinien zu minimieren?
- 6. Welche Designstrategien helfen zu Stricklinien?
- 7. Gibt es fortschrittliche Techniken, um Stricklinien zu beseitigen?
- 8. Abschluss
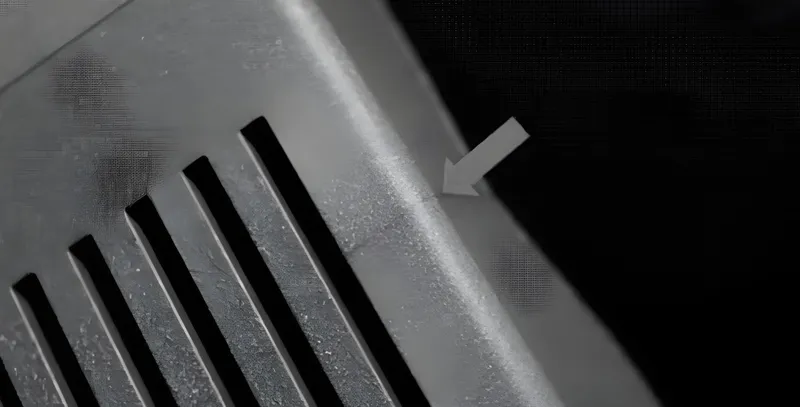
Was sind Stricklinien beim Injektionsforming?
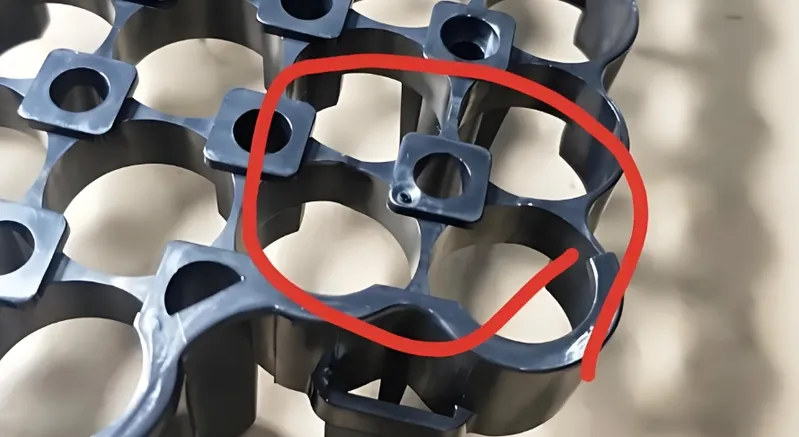
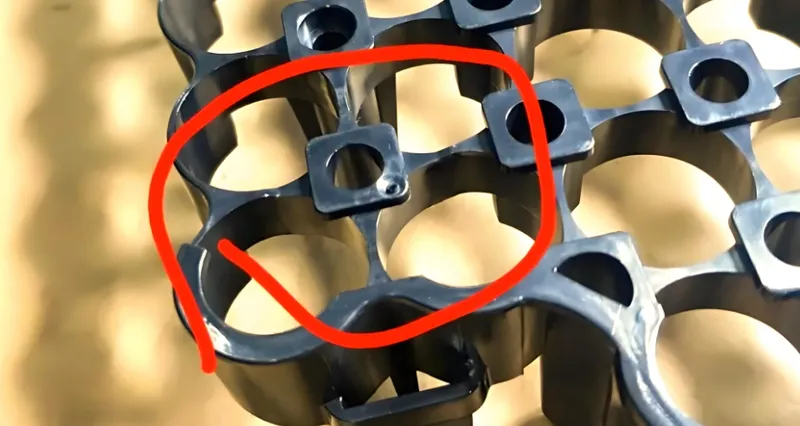
Stricklinien bilden sich, wenn zwei oder mehr Flussfronten geschmolzener Kunststoff in der Formhöhle konvergieren, aber nicht vollständig verschmelzen. Dies hinterlässt eine sichtbare Naht auf der Oberfläche des Teils, was sowohl das Aussehen als auch die Stärke beeinträchtigen kann. Sie werden sie oft in Teilen mit Merkmalen sehen, die den Kunststofffluss - wie Löcher, Bosse oder mehrere Tore - aufteilen, die ihnen in komplizierten Designs gemeinsame Kopfschmerzen erregen.
Was verursacht Stricklinien?
Stricklinien erscheinen nicht nur aus dem Nichts. Hier ist, was die Bühne für sie bereitet:
-
Mehrere Tore 2 : Wenn eine Form mehr als einen Einstiegspunkt hat, können Plastikströme von jedem Tor kollidieren und Stricklinien erzeugen.
-
Hindernisse in der Form: Löcher, Einsätze oder Kerne teilen den Fluss und zwingen ihn, sich wieder zu verbinden und Nähte zu bilden.
-
Niedriger Einspritzdruck oder Geschwindigkeit 3 : Wenn der Kunststoff nicht schnell oder hart genug injiziert wird, kühlen die Flussfronten zu früh ab, um sich richtig zu verbinden.
-
Niedrige Schimmel- oder Materialtemperatur: Kühlere Bedingungen verhalten den Kunststoff, bevor er verschmelzen kann.
-
Schlechte Materialströmungseigenschaften: Einige Kunststoffe sind aufgrund von hoher Viskosität oder schneller Kühlung mehr Strickzeilenanfälligkeit.
| Ursache | Beschreibung |
|---|---|
| Mehrere Tore | Flüsse aus verschiedenen Toren treffen sich und bilden Stricklinien. |
| Hindernisse (Löcher, Einsätze) | Merkmale teilen den Fluss auf und führen zu Rekonvergenz und Nähten. |
| Niedriger Einspritzdruck/Geschwindigkeit | Langsame oder schwache Injektion führt zu einer vorzeitigen Kühlung. |
| Niedrige Temperaturen | Kaltform oder Material verfestigt sich zu früh. |
| Materialeigenschaften4 | Schlechter Fluss oder schnelles Abkühlen erhöht das Risiko der Stricklinie. |
Wie kann man Stricklinien verhindern?
Das Vorbeugen von Stricklinien erfordert eine Teamleistung - Design, Prozess und Materialien spielen eine Rolle. Hier erfahren Sie, wie man sie angeht:
Teilentwurf optimieren
-
GATE -Platzierung: Positionieren Sie die Tore, um den Fluss von kritischen Bereichen zu entfernen oder sicherzustellen, dass sich die Nähte an weniger spürbaren Stellen bilden.
-
Wandstärke: Halten Sie es gleichmäßig, um Flussstörungen durch ungleichmäßige Kühlung zu vermeiden.
-
Feature -Umzug: Schichtlöcher oder Bosse in Bereiche, in denen Stricklinien nicht die Kraft oder das Aussehen schaden.
Anpassen der Prozessparameter
-
Injektionsgeschwindigkeit 5 : Kreist es auf, damit die Flussfronten noch heiß und flüssig sind.
-
Injektionsdruck: Steigern Sie den Druck, um eine bessere Fusion an der Naht zu erzwingen.
-
Temperaturregelung: Schimmel- und Materialtemperatur erhöhen, um die Kühlung zu verzögern und die Bindung zu verbessern.
Wählen Sie geeignete Materialien
- Wählen Sie Kunststoffe mit gutem Fluss wie Polypropylen, die Stricklinien besser versteckt als ABS.

- Machen Sie sich von Zusatzstoffen fern, die mit Fluss oder Fusion durcheinander bringen.
Verwenden Sie Simulationssoftware
- Werkzeuge wie Moldflow prognostizieren die Flussmuster und können das Design oder die Einstellungen vor dem Start des Schreibens optimieren.
Verwenden Sie fortschrittliche Techniken
-
Heiße Läufersysteme: Halten Sie den Kunststoff heiß und fließen konsistent.
-
Ventiltore: Steuerflusszeitpunkt zur Minimierung der Nahtbildung.
Eine Erhöhung der Injektionsgeschwindigkeit kann Stricklinien vollständig beseitigen.FALSCH
Höhere Geschwindigkeit hilft, aber es werden keine Stricklinien vollständig ausgelöst, insbesondere in komplexen Teilen mit mehreren Strömungen.
Was sind die besten Praktiken für die Materialauswahl?
Ihre Materialauswahl kann die Verhinderung von Stricklinien vornehmen oder brechen:

-
Ungefüllte Materialien 6 : Besser fließen und stärker verschmelzen (z. B. Polypropylen).
-
Gefüllte Materialien: Fasern (wie in mit Glas gefüllten ABS) können Stricklinien durch Störung der Fusion schwächen.
-
Additive: Flammschutzmittel oder Schmiermittel können die Nähte durch Veränderung des Flusses verschlechtern.
| Materialtyp | Auswirkungen auf Stricklinien | Beispiel |
|---|---|---|
| Unbesetzte Thermoplastik | Stärkere Stricklinien, bessere Fusion | Polypropylen (PP) |
| Gefüllt mit kurzen Fasern | Anständige Bindung, weniger schwach als lange Fasern | Mit Glas Perlen gefüllte PP |
| Gefüllt mit langen Fasern | Schwächere Stricklinien aufgrund von Faserfehlern | Glasfasergefüllte ABS |
| Additive (z. B. FR) | Kann Stricklinien verschlimmern | Flammretardante Bauchmuskeln |
Polypropylen ist weniger anfällig für Stricklinien als ABS.WAHR
Dank seines überlegenen Flusses und der langsameren Kühlung bildet Polypropylen weniger sichtbare Stricklinien.
Wie kann ich Prozessparameter anpassen, um Stricklinien zu minimieren?
Wenn Sie Ihren Formprozess optimieren, können Sie Wunder wirken:
-
Einspritzgeschwindigkeit und Druck: Höhere Werte sorgen dafür, dass die Durchflussfronten mit genügend Wärme und Kraft kollidieren.
-
Schimmelpilztemperatur 7 : Wärmere Formen langsam abkühlen und verleihen Plastik mehr Zeit für die Sicherung.
- Materialtemperatur: heißer Kunststoff bleibt länger geschmolzen und verbessert die Nahfestigkeit.
| Parameter | Auswirkung auf Stricklinien | Empfohlene Aktion |
|---|---|---|
| Einspritzgeschwindigkeit | Eine schnellere Geschwindigkeit verbessert die Fusion | Erhöhen Sie für eine bessere Verschmelzung |
| Einspritzdruck8 | Weitere Druckhilfen der Strömung vor Frontbindung | Stellen Sie sich ein, um eine Überpackung zu vermeiden |
| Formtemperatur | Wärmere Formen verzögern die Kühlung | Erhöhen, um die Fusion zu verbessern |
| Materialtemperatur | Heißer Plastik fließt besser | Erhöhen Sie es länger geschmolzen |
Welche Designstrategien helfen zu Stricklinien?
Entwerfen Sie intelligent bis zur SIDESTEP -Stricklinien:
-
Minimieren von Toren: Weniger Tore bedeuten weniger Flusskollisionen.
-
GATE-Platzierung: Setzen Sie Tore, wo sich die Strömungen in nicht kritischen Zonen treffen.
-
Gleichmäßige Wandstärke: verhindert schnell kühlende dünne Flecken, die den Fluss stören.
-
Glatte Übergänge: Radien über scharfe Ecken bleiben fließend.
-
Verschieben Sie Merkmale: Verschieben Sie Flussspaltelemente wie Löcher von Schlüsselbereichen.
Design -Checkliste:
-
Verwenden Sie die wenigsten Tore.
-
Behalten Sie eine gleichmäßige Wandstärke auf.
-
Fügen Sie Radien hinzu, um scharfe Ecken zu vermeiden.
-
Gate -Standorte optimieren.
-
Verschiebungsmerkmale verursachen Flussspaltungen.
Gibt es fortschrittliche Techniken, um Stricklinien zu beseitigen?
In schwierigen Fällen glänzen High-Tech-Lösungen:

-
Simulationssoftware 9 : Autodesk Moldflow -Karten fließen zu Feinabstiegsdesigns und -einstellungen.
-
Hot Runner Systems 10 : Heiße Plastik. Heiße, reduzierende kühlende Nähte.

- Ventiltore 11 : Zeit für die nahtlose Füllung.
Diese Tools kosten mehr, zahlen jedoch in Präzisionsteilen aus.
Abschluss
Stricklinien mögen ein Dorn in Ihrer Seite sein, aber sie sind nicht unschlagbar. Durch das Mischen von scharfem Design, versierte Material-Picks, Wählverarbeitungsveränderungen und hochmoderne Technologien können Sie ihre Auswirkungen senken oder vollständig verbannen. Es ist nicht immer möglich, jede Spur in komplexen Teilen zu löschen, aber diese Best Practices bringen Sie in die Nähe und liefern stärkere, besser aussehende Produkte, die der Prüfung stimmen.
Simulationssoftware ist für die Vorbeugung von Stricklinien von wesentlicher Bedeutung.FALSCH
Es ist ein großartiges Werkzeug, aber grundlegende Design- und Prozessfixes können oft ohne ihn den Trick machen.
-
Das Verständnis von Stricklinien ist entscheidend für die Verbesserung der Produktqualität bei der Herstellung. Erforschen Sie diesen Link, um effektive Strategien zu erlernen, um sie zu minimieren. ↩
-
Entdecken Sie, wie mehrere Tore zu Stricklinien führen und Designstrategien lernen können, um sie zu vermeiden. Dieses Wissen kann Ihren Herstellungsprozess verbessern. ↩
-
Erforschen Sie die Auswirkungen des Einspritzdrucks und der Geschwindigkeit auf Stricklinien, um Ihren Injektionsformprozess zu optimieren und die Teilqualität zu verbessern. ↩
-
Die Auswahl der richtigen Materialien ist der Schlüssel zur Verhinderung von Stricklinien. Entdecken Sie, welche Materialien für Ihre Anwendungen am besten geeignet sind. ↩
-
Erfahren Sie, wie das Einstellen der Einspritzgeschwindigkeit die Fusion verbessern und Defekte in geformten Teilen reduzieren kann. Diese Ressource bietet wertvolle Techniken. ↩
-
Das Erlernen von nicht besetzten Materialien kann Ihnen helfen, die richtigen Kunststoffe für einen besseren Fluss und die Fusion zu wählen und Ihre Produktionseffizienz zu verbessern. ↩
-
Die Erforschung von Formtemperatureffekten kann zu einer besseren Fusion und stärkeren Produkten in Ihrem Herstellungsprozess führen. ↩
-
Das Verständnis des Injektionsdrucks kann Ihre Formtechniken erheblich verbessern und die Produktqualität verbessern. ↩
-
Erforschen Sie, wie Simulationssoftware Ihren Entwurfsprozess verbessern und die Produktqualität verbessern kann. ↩
-
Erfahren Sie, wie heiße Runner -Systeme Ihre Injektionsformung optimieren und Defekte reduzieren können. ↩
-
Entdecken Sie die Vorteile von Ventiltoren zum Erreichen nahtloser Füllung in Ihren Formen. ↩



