

Dünnwand-Injektionsformung 1 ist ein spezialisiertes Herstellungsprozess, das leichte Kunststoffteile mit Wänden erzeugt, die oft weniger als 1 mm dick sind, was es ideal für Branchen wie Verpackungen, Automobiler und Unterhaltungselektronik macht. Das Entwerfen von Formen für diesen Prozess erfordert jedoch Präzision, um einheitliche Füllung, Defektprävention und effiziente Produktion zu gewährleisten.
Das Dünnwand-Injektionsleisten erzeugt leichte Teile mit Wänden unter 1 mm, wobei Hochgeschwindigkeitsinjektion zum Füllen von dünnen Hohlräumen gefüllt ist, erfordert jedoch eine präzise Schimmelpilzdesign 2 , um Defekte wie Verzerrungen oder Spülenmarkierungen zu vermeiden.
Das Verständnis der Feinheiten des Schimmelpilzdesigns für die Dünnwand-Injektionsformung ist für die Hersteller von wesentlicher Bedeutung, die die Materialkosten senken und die Produktionseffizienz verbessern möchten. Erkunden Sie weiter, um zu erfahren, wie die Materialsauswahl 3 , die Platzierung von Gate und die Kühlsysteme auf den Erfolg dieses Prozesses auswirken.
Dünnwandeinspritzguss reduziert die Materialverwendung in der Herstellung.WAHR
Durch die Herstellung von Teilen mit dünneren Wänden ist weniger Kunststoff erforderlich, was zu erheblichen Kosteneinsparungen führt.
Dünnwand-Injektionsformteile sind nur für einfache Teilgeometrien geeignet.FALSCH
Während der Herausforderung kann dünne Wändeform auf komplexe Teile mit sorgfältiger Formgestaltung und Prozesskontrolle angewendet werden.
- 1. Was ist Dünnwand-Injektionsformung?
- 2. Was sind die wichtigsten Überlegungen beim Schimmelpilzdesign für die Dünnwand-Injektionsformung?
- 3. Was sind die Schritte im Dünnwand-Injektionsformprozess?
- 4. Was sind die drei Schlüsselfaktoren für das Formentwurf für die Dünnwand-Injektionsformung?
- 5. Dünnwand-Injektionsformteile sind kostengünstiger als Standard-Injektionsleisten.
- 6. Was sind die Unterschiede zwischen Dünnwand- und Standard-Injektionsformen?
- 7. Abschluss
Was ist Dünnwand-Injektionsformung?
Dünnwandeinspritzform ist ein Verfahren zum Erstellen von Plastikteilen mit sehr dünnen Wänden, typischerweise weniger als 1 mm dick, definiert durch ein Verhältnis von Flusslänge zu Wanddicke von mehr als 200: 1. Es besteht darin, geschmolzene Kunststoff bei hoher Geschwindigkeit und Druck in Formen mit dünnen Hohlräumen zu injizieren, um sicherzustellen, dass das Material vor dem Abkühlen die Form füllt. Diese Technik ist entscheidend für die Herstellung leichter, kostengünstiger Produkte wie Lebensmittelbehälter, Telefonhüllen und Automobilkomponenten.

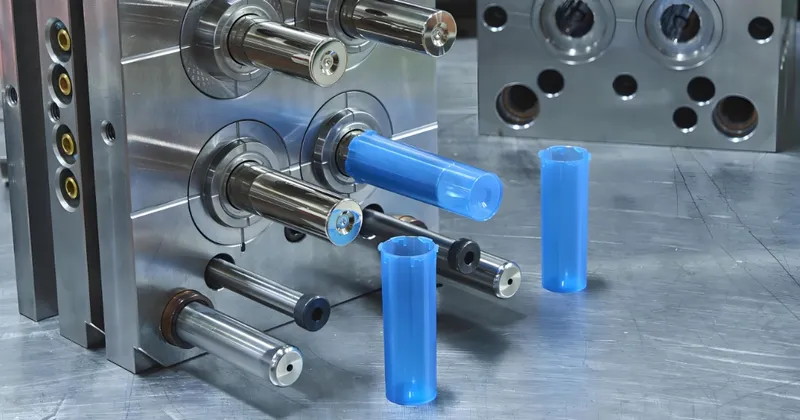
Dünnwandeinspritzguss erzeugt leichte Kunststoffteile 4 mit Wänden unter 1 mm, wobei Hochgeschwindigkeitsinjektion 5 , um dünne Hohlräume zu füllen, ideal für Verpackungs-, Automobil- und Elektronikindustrien.
| Aspekt | Einzelheiten |
|---|---|
| Wandstärke | Typischerweise <1mm, oft 0,6-0,9 mm |
| Strömungslängenverhältnis | >200:1 |
| Wichtige Herausforderungen | Einheitliche Füllung, Defektprävention |
| Gemeinsame Materialien | Polypropylen (PP), Nylon (PA), Polyethylen (PE) |
Kernprinzipien
Der Prozess erfordert eine präzise Kontrolle über Injektionsgeschwindigkeit, Druck und Abkühlung, um Mängel wie Verzerrungen, Spülenspuren oder kurze Schüsse zu verhindern. Die Formen müssen so ausgelegt sein, dass sie hohen Drücken umgehen und eine gleichmäßige Materialverteilung sicherstellen, wodurch es komplexer ist als Standard -Injektionsleisten.
Dünnwand-Injektionsformteile sind kostengünstiger als Standard-Injektionsleisten.WAHR
Es reduziert die materielle Verwendung und die Zykluszeiten, was zu niedrigeren Produktionskosten für hochvolumige Läufe führt.
Dünnwandeinspritzguss ist für alle Kunststoffmaterialien ungeeignet.WAHR
Nur High-Flow-Materialien wie Polypropylen oder Nylon sind aufgrund des Bedarfs einer schnellen Hohlraumfüllung geeignet.
Was sind die wichtigsten Überlegungen beim Schimmelpilzdesign für die Dünnwand-Injektionsformung?
Das Entwerfen von Formen für die Dünnwand-Injektionsform erfordert die Aufmerksamkeit auf mehrere kritische Faktoren, um die Qualität und die Prozesswirkungsgrad zu gewährleisten.

Zu den Überlegungen zum Entwurf der wichtigsten Form für die Dünnwand-Injektionsformung gehören einheitliche Wanddicke, Materialien mit hohem Fluss, präzise Gate-Platzierung und effiziente Kühl- und Entlüftungssysteme.
Gleichmäßige Wandstärke
Die Aufrechterhaltung einer konsistenten Wandstärke ist wichtig, um Mängel wie Verzerrungen oder Waschbecken zu verhindern. Für dünne Wandteile sollten die Wände so gleichmäßig wie möglich sein, typischerweise etwa 0,9 mm oder mehr, je nach Material und Teilgröße.
Materialauswahl
Hochwassermaterialien wie Polypropylen (PP), Nylon (PA) und Polyethylen (PE) werden bevorzugt, weil sie dünne Hohlräume schnell und gleichmäßig füllen können. Diese Materialien haben einen hohen Schmelzflussindex (MFI), der für Dünnwandanwendungen von entscheidender Bedeutung ist.

Gate-Platzierung
Tore müssen strategisch platziert werden, um eine gleichmäßige Füllung der Form zu gewährleisten. Bei dünnwandigen Teilen sind häufig größere oder mehrere Tore erforderlich, um das Material gleichmäßig zu verteilen und das Risiko von kurzen Schüssen zu verringern.
Kühlung und Entlüftung
Effiziente Kühlkanäle 6 sind von entscheidender Bedeutung, um das Teil schnell zu festigen und die Zykluszeiten aufrechtzuerhalten. Zusätzlich eine ordnungsgemäße Entlüftung 7 erforderlich, um Luftfallen zu verhindern, was zu Mängel wie Verbrennungsmarken oder unvollständiger Füllung führen kann.
| Designaspekt | Empfehlung | Notizen |
|---|---|---|
| Wandstärke | ≥0,9 mm, gleichmäßig | Verhindert Verzierungen und Waschbecken |
| Material | Hochstromkunststoffe 8 (z. B. PP, Nylon) | Sorgt für die richtige Kavitätsfüllung |
| Gate-Platzierung | Mehrere oder größere Tore | Für gleichmäßige Füllung und reduzierte kurze Aufnahmen |
| Kühlung | Effiziente Kanäle | Schnelle Verfestigung und Zykluszeitkontrolle |
| Entlüften | Angemessene Lüftungsschlitze | Vermeidet Luftfallen und Mängel |
Eine gleichmäßige Wandstärke ist bei dünnem Wandeinspritzform von entscheidender Bedeutung.WAHR
Es sorgt sogar für Abkühlung und verhindert Mängel wie Verzerrungen oder Waschbecken.
Jedes Kunststoffmaterial kann zum Dünnwand-Injektionsleisten verwendet werden.FALSCH
Nur Materialien mit hohen Durchflussraten sind zum effektiven Füllen von dünnen Hohlräumen geeignet.
Was sind die Schritte im Dünnwand-Injektionsformprozess?
Der Dünnwand-Injektionsformprozess erfordert eine präzise Kontrolle in jeder Phase, um qualitativ hochwertige Teile und effiziente Produktion zu gewährleisten.
Der Dünnwand-Injektionsformprozess umfasst Materialauswahl, Schimmelpilz, Hochgeschwindigkeitsinjektion, Kühlung und Qualitätskontrolle, mit Schwerpunkt auf Genauigkeit, um Mängel zu vermeiden.

Materialauswahl
Wählen Sie hochstrahlende Materialien wie Polypropylen oder Nylon, um sicherzustellen, dass der Kunststoff die dünnen Hohlräume schnell und vollständig füllen kann.
Formenbau
Entwerfen Sie die Form mit gleichmäßiger Wandstärke, optimierter Gate -Platzierung und effizienten Kühl- und Entlüftungssystemen, um die hohen Drücke und Geschwindigkeiten zu bewältigen.
Injektionsprozess
Verwenden Sie Hochgeschwindigkeitsinjektionsmaschinen (bis zu 2200 mm/s) und Hochdruck (≥200 MPa), um die Form schnell zu füllen, bevor das Material abkühlt. Dieser Schritt ist entscheidend, um kurze Aufnahmen oder unvollständige Füllung zu vermeiden.

Kühlung und Auswurf
Kühlen Sie den Teil schnell mit gut gestalteten Kühlkanälen, um das Material zu verfestigen und die kurzen Zykluszeiten beizubehalten. Auswerfen Sie den Teil sorgfältig aus, um Schäden aufgrund seiner dünnen Wände zu vermeiden.
Qualitätskontrolle
Überprüfen Sie Teile auf Defekte wie Sinkmarkierungen, Verzerrungen oder Flusslinien, um sicherzustellen, dass sie den erforderlichen Spezifikationen erfüllen.
Hochgeschwindigkeitsinjektion ist für das Dünnwandforming von wesentlicher Bedeutung.WAHR
Es stellt sicher, dass das Material vor dem Abkühlen die dünnen Hohlräume füllt und Mängel verhindert.
Dünnwand-Injektionsleisten führt immer zu unfehlerfreien Teilen.FALSCH
Defekte wie Verrücktheit oder Spülenmarkierungen können weiterhin auftreten, wenn die Formgestaltung oder Prozessparameter nicht optimiert sind.
Was sind die drei Schlüsselfaktoren für das Formentwurf für die Dünnwand-Injektionsformung?
Effektives Schimmeldesign für Dünnwand-Injektionsformscharniere auf drei kritischen Faktoren, die sich direkt auf die Qualität und die Produktionseffizienz auswirken.
Die drei Schlüsselfaktoren für die Schimmelpilzdesign für die Dünnwand-Injektionsformung sind die Gleichmäßigkeit der Wandstärke, das Gate-Design und die Kühlungseffizienz, die zusammen defekte Teile und optimale Zykluszeiten sicherstellen.

Gleichmäßige Wandstärke
Eine gleichmäßige Wandstärke verhindert eine ungleiche Kühlung, die zu Verzerrungen oder Spülen führen kann. Bei Dünnwandteilen ist die Aufrechterhaltung der Konsistenz aufgrund der schnellen Abkühlzeiten noch kritischer.
Tordesign
Die richtige Platzierung und Größe der Gate sind für eine gleichmäßige Materialverteilung unerlässlich. Bei dünnem Wandform werden häufig mehrere Tore oder größere Tore verwendet, um sicherzustellen, dass das Material den gesamten Hohlraum ohne zu zögern füllt.
Kühleffizienz
Effiziente Kühlsysteme sind erforderlich, um das Teil schnell zu verfestigen und kurze Zykluszeiten aufrechtzuerhalten. Gut konzipierte Kühlkanäle können Mängel verhindern und die Produktivität verbessern.
Das Gate-Design ist für das Dünnwand-Injektionsforming von entscheidender Bedeutung.WAHR
Die ordnungsgemäße Platzierung gewährleistet sogar das Füllen und verringert das Risiko von Defekten wie kurzen Aufnahmen.
Die Kühlungseffizienz ist bei dünnem Wandform aufgrund der dünnen Wände weniger wichtig.FALSCH
Eine effiziente Abkühlung ist von entscheidender Bedeutung, um Defekte zu verhindern und die Zykluszeiten aufrechtzuerhalten, selbst bei dünnen Wänden.
Dünnwand-Injektionsformteile sind kostengünstiger als Standard-Injektionsleisten.
Dünnwand-Injektionsformteile werden in Branchen, in denen leichte, kostengünstige Teile wesentlich sind, häufig eingesetzt.
Dünnwand-Injektionsformteile werden üblicherweise bei Verpackungen, Automobil- und Unterhaltungselektronik zur Herstellung leichter, kostengünstiger Teile wie Behälter, Innenausstattung und Telefonhüllen verwendet.
Verpackung
Erzeugt dünnwandige Behälter, Deckel und Tabletts, wodurch die Materialkosten reduziert und die Nachhaltigkeit verbessert werden.
Automobil
Erstellt leichte Innenkomponenten wie Trimplatten, die zu einer verbesserten Kraftstoffeffizienz beitragen.

Unterhaltungselektronik
Erstellt Artikel wie Telefonkoffer und Batterieabdeckungen, bei denen dünne Wände schlanke Designs und ein reduziertes Gewicht ermöglichen.
In der Verpackungsbranche wird nur dünne Wände-Injektionsleisten verwendet.FALSCH
Es wird auch in der Automobil-, Elektronik- und Medizinindustrie für leichte Komponenten häufig eingesetzt.
Dünnwand-Injektionsleisten senkt die Produktionskosten bei der Herstellung von Hochvolumen.WAHR
Es minimiert die Materialverwendung und verkürzt die Zykluszeiten, was zu erheblichen Kosteneinsparungen führt.
Was sind die Unterschiede zwischen Dünnwand- und Standard-Injektionsformen?
Das Verständnis der Unterschiede zwischen Dünnwand- und Standardeinspritzform ist der Schlüssel zur Auswahl des richtigen Vorgangs für Ihre Anwendung.
Das Dünnwand-Injektionsleisten unterscheidet sich von Standardeinspritzform in der Wandstärke, der Injektionsgeschwindigkeit, des Drucks und des Schimmelpilzdesigns, das spezielle Geräte und Fachkenntnisse erfordert.

Wandstärke
Dünnwandige Formteile erzeugen Teile mit Wänden typischerweise weniger als 1 mm, während die Standardformdicke dickere Wände, normalerweise über 1,5 mm, griff.
Einspritzgeschwindigkeit und Druck
Dünnwandform erfordert höhere Einspritzgeschwindigkeiten (bis zu 2200 mm/s) und Drücke (≥200 MPa), um die Formen schnell zu füllen, während Standardformung niedrigere Geschwindigkeiten und Drücke verwendet.
Formenbau
Formen für dünne Wandteile müssen robuster sein, oft aus härteren Stählen wie H-13 oder D-2, um höheren Drücken zu widerstehen und Verschleiß zu verhindern.

Zykluszeiten
Dünnwandige Formteile haben im Allgemeinen kürzere Zykluszeiten aufgrund einer schnelleren Kühlung dünner Teile und der Produktivität.
Dünnwandeinspritzguss erfordert mehr spezialisierte Geräte als Standardform.WAHR
Es erfordert Hochgeschwindigkeitsmaschinen und robuste Formen, um die erhöhten Drücke und Geschwindigkeiten zu bewältigen.
Standard-Injektionsformteile können keine dünnwandigen Teile erzeugen.FALSCH
Obwohl es möglich ist, ist es weniger effizient und erreicht möglicherweise nicht die gleiche Qualität wie dünn-wandspezifische Prozesse.
Abschluss
Dünnwandeinspritzform ist ein leistungsstarker Prozess zur Erzeugung von leichten, kostengünstigen Kunststoffteilen, erfordert jedoch eine sorgfältige Schimmelpilzdesign und Prozesskontrolle. Schlüsselfaktoren wie einheitliche Wandstärke, Hochwassermaterialien und effiziente Kühlsysteme sind für den Erfolg von wesentlicher Bedeutung. Während dünner Wand-Injektionsformen komplexer als Standardformteile für die Materialeinsparungen und die Produktionseffizienz für die richtigen Anwendungen bietet.
Dünnwandeinspritzform ist eine kostengünstige Lösung für die Produktion mit hoher Volumen.WAHR
Es reduziert die materielle Verwendung und die Zykluszeiten und sorgt für die groß angelegte Herstellung ideal.
Dünnwandeinspritzguss ist für komplexe Teilkonstruktionen ungeeignet.FALSCH
Bei der richtigen Form des Schimmelpilzs und der Prozessoptimierung können komplexe Dünnwandteile erfolgreich erzeugt werden.
-
Entdecken Sie die Vorteile und Anwendungen von Dünnwand-Injektionsformeln in verschiedenen Branchen und verbessern Sie Ihr Verständnis dieses effizienten Prozesss. ↩
-
Erfahren Sie mehr über die kritischen Aspekte des Schimmelpilzdesigns, die Qualität und Effizienz bei Dünnwand-Injektionsformungen gewährleisten, die für Hersteller von entscheidender Bedeutung sind. ↩
-
Erforschen Sie, wie sich die Materialauswahl auf die Leistung und Kostenwirksamkeit von dünn-wand-Injektionsgeformteilen auswirkt, was für eine erfolgreiche Produktion von entscheidender Bedeutung ist. ↩
-
Entdecken Sie, wie leichte Kunststoffteile hergestellt werden und welche Vorteile in modernen Anwendungen. ↩
-
Erfahren Sie mehr über die Bedeutung der Hochgeschwindigkeitsinjektion in Formprozessen und ihre Auswirkungen auf die Produktqualität. ↩
-
Das Verständnis effizienter Kühlkanäle kann Ihren Produktionsprozess verbessern und Defekte verringern. ↩
-
Durch die Erforschung der richtigen Entlüftungstechniken können Sie Mängel vermeiden und die Produktqualität verbessern. ↩
-
Das Erlernen von Hochwasserkunststoffen kann die Materialauswahl für eine bessere Leistung in Ihren Projekten leiten. ↩





