

Haben Sie schon einmal versucht, Kunststoff zu formen und waren am Ende eher frustriert als erfolgreich? Lassen Sie uns die typischen Probleme untersuchen, die den Spritzgießprozess beeinträchtigen können.
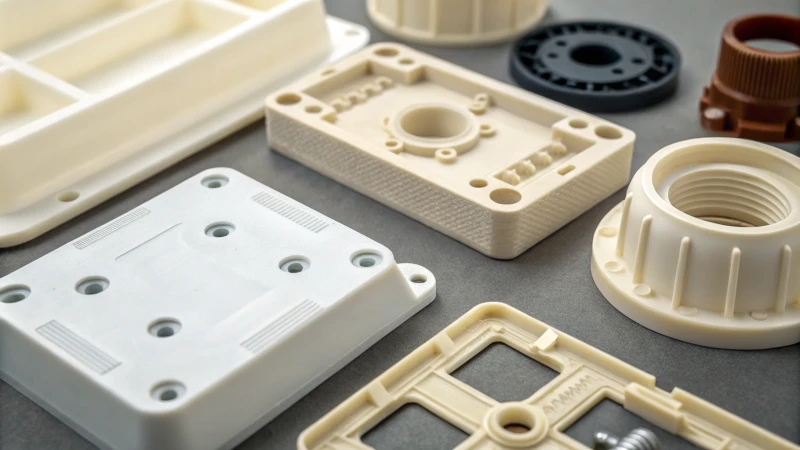
Zu den häufigsten Problemen beim Spritzgießen zählen Gratbildung, Schrumpfungsstellen, Schweißnähte, Blasenbildung und unvollständige Füllung. Falsche Druckeinstellungen sind oft die Ursache dieser Fehler. Auch ungleichmäßige Kühlung oder eine mangelhafte Werkzeugkonstruktion führen zu Problemen. Produktqualität und Produktionseffizienz leiden darunter.
Meine erste Erfahrung mit Problemen beim Spritzgießen fühlte sich an wie ein Puzzle, dem wichtige Teile fehlten. Das Verständnis der Hauptursachen für Fehler wie Grat oder Blasen war ein echter Aha-Moment. Diese Fehler müssen einzeln untersucht werden, um einfache Lösungen zu finden. So lässt sich der Produktionsprozess optimieren und Zeit und Geld sparen.
Der sogenannte Blitz entsteht durch zu hohen Einspritzdruck.WAHR
Durch zu hohen Druck wird geschmolzener Kunststoff aus den Formhohlräumen herausgepresst, wodurch Grate entstehen.
Schrumpfungsmarken deuten auf perfekte Kühlbedingungen hin.FALSCH
Schrumpfungsmarken entstehen, wenn die Abkühlung ungleichmäßig oder zu schnell, also nicht perfekt, erfolgt.
- 1. Was bedeutet Grat bei spritzgegossenen Produkten?
- 2. Was verursacht Schrumpfungsmarken beim Spritzgießen?
- 3. Was verursacht Schweißspuren an Kunststoffbauteilen?
- 4. Wie lassen sich Blasen beim Formen vermeiden?
- 5. Was verursacht Fehlfüllungen beim Spritzgießprozess?
- 6. Welche Konstruktionsänderungen können Spritzgussfehler minimieren?
- 7. Abschluss
Was bedeutet Grat bei spritzgegossenen Produkten?
Gratbildung beim Spritzgießen ist genauso ärgerlich wie überschüssiger Pizzateig, der über den Rand der Pfanne quillt. Gratbildung beeinträchtigt nicht nur die Optik, sondern auch die Passgenauigkeit der Teile.
Grat entsteht, wenn beim Spritzgießen zu viel Kunststoff austritt. Dies geschieht meist aufgrund von hohem Druck oder kleinen Spalten in der Form. Der überschüssige Kunststoff führt zu unebenen Kanten, die eine präzise Montage erschweren können.
Die Ursachen des Blitzes verstehen
Erinnern Sie sich an meine Anfänge im Formenbau? Ich war noch recht jung und versuchte zu verstehen, warum meine schönen Konstruktionen unschöne Gussgrate aufwiesen. Nach einigen Versuchen und vielen durchwachten Nächten fand ich heraus, dass Gussgrate, oft auch „Überlauf“ genannt, entstehen, wenn flüssiger Kunststoff beim Einspritzen durch Spalten in der Form austritt . Stellen Sie sich vor, Sie backen einen Kuchen, bei dem die Füllung herausläuft, weil der Boden zu voll ist. Gut zu wissen, dass sich dies durch Anpassen des Einspritzdrucks und eine präzise Formpassung vermeiden lässt.
| Ursache | Beschreibung |
|---|---|
| Übermäßiger Einspritzdruck | Führt zum Überlaufen der Kunststoffschmelze. |
| Unzureichende Klemmkraft | Lässt Kunststoff durch Spalten austreten. |
| Unebene Formtrennfläche | Erstellt Pfade für Überlauf. |
Auswirkungen auf die Produktqualität
Grat kann das Aussehen eines Produkts wirklich ruinieren. Ich habe es selbst erlebt. In meiner Anfangszeit erinnere ich mich an scharfe Kanten an einem Prototyp, die uns stundenlanges Nachbearbeiten kosteten. Grat verursacht nicht nur unsaubere Kanten, sondern erschwert auch die Montage. Es ist, als würde man versuchen, Puzzleteile zusammenzusetzen, bei denen ein Teil eine zusätzliche Lasche hat.
| Auswirkungen | Beschreibung |
|---|---|
| Verschlechterung des Erscheinungsbildes | Führt zu unebenen Rändern. |
| Erhöhte Verarbeitung | Erfordert zusätzlichen Zuschnitt. |
| Probleme mit der Montagegenauigkeit | Beeinflusst, wie die Teile zusammenpassen. |
Gratbeseitigung beim Spritzgießen
Der Umgang mit Gratbildung hat mir gezeigt, dass die Anpassung der Maschineneinstellungen und die Verbesserung der Werkzeugkonstruktion entscheidend sind. Eine Reduzierung des Einspritzdrucks oder eine Erhöhung der Schließkraft bewirken Großes – beispielsweise lässt sich so jeder Rand des Kuchenbodens perfekt verschließen. Eine glatte Trennfläche des Werkzeugs verhindert diese Undichtigkeiten.
Regelmäßige Schimmelinspektionen wurden zu meiner bewährten Methode. Die Überprüfung, ob alles genau passte, ersparte uns viele zukünftige Probleme. Durch die Fokussierung auf Details verbesserte sich unsere Produktqualität, und wir reduzierten Fehler und Kosten.
Tabelle: Häufige Fehler beim Spritzgießen
Diese Tabelle war mein hilfreiches Werkzeug zur Diagnose von Problemen beim Formenbau. Sie erinnerte mich daran, dass jede Änderung der Einstellungen oder des Designs den Erfolg unserer Produkte erheblich beeinflussen kann.
| Defekt | Ursache | Auswirkungen |
|---|---|---|
| Blitz | Hoher Druck, Spalten | Unebene Kanten, Montageprobleme |
Überhitzung entsteht durch zu hohen Einspritzdruck.WAHR
Übermäßiger Druck führt zum Überlaufen des Kunststoffs und damit zu einem Verpuffen.
Durch das Aufbringen von Grat wird die Präzision von Formteilen verbessert.FALSCH
Der Grat beeinträchtigt die Präzision, da er unebene Kanten und Passprobleme verursacht.
Was verursacht Schrumpfungsmarken beim Spritzgießen?
Sind Ihnen schon einmal diese lästigen kleinen Dellen in Kunststoffgegenständen aufgefallen? Man nennt sie Schrumpfungsmarken. Diese Dellen verursachen oft Probleme beim Spritzgießen.
Beim Spritzgießen entstehen Schrumpfungsmarken, wenn Kunststoffteile ungleichmäßig abkühlen. Dies führt zu Oberflächenbeulen. Ungleichmäßige Wandstärken tragen häufig zu diesen Fehlern bei. Auch unzureichender Anpressdruck beim Halten verursacht Probleme. Diese Faktoren spielen also eine große Rolle.

Schrumpfungsmarken verstehen
Schrumpfungsmarken, oft auch Einfallstellen genannt, sind Unregelmäßigkeiten, die als Vertiefungen oder „Dellen“ auf der Oberfläche eines Spritzgussteils sichtbar sind. Sie entstehen durch die Kontraktion des Kunststoffs beim Abkühlen.
Ursachen von Schrumpfungsmarken
-
Ungleichmäßige Kühlung
Die Bedeutung gleichmäßiger Abkühlung wurde mir bei einer nächtlichen Problemlösungssitzung bewusst. Dickere Teile einer Form bleiben länger warm als dünnere, was zu unerwünschten Schrumpfungsstellen führt.
Faktoren Auswirkungen auf die Kühlung Wanddickenvariation Langsamere Abkühlung in dickeren Bereichen Formendesign Unzureichende Kühlkanalanordnung -
Unzureichender Haltedruck
Ich habe die Bedeutung von ausreichendem Druck auf die harte Tour gelernt. Zu geringer Druck während der Nachdruckphase führt fast immer zu Schrumpfungsstellen. Hoher Druck sorgt dafür, dass der flüssige Kunststoff die Form vollständig ausfüllt, während zu niedriger Druck dazu führt, dass er sich zu stark entspannt.
- Der hohe Haltedruck sorgt dafür, dass die geschmolzene Kunststoffmasse alle Lücken ausfüllt und verringert so die Gefahr von Einfallstellen.
- Bei zu niedrigem Druck kann das Material nicht kompakt gehalten werden, wodurch es zu Schrumpfung kommen kann.
-
Materialauswahl und Eigenschaften
Verschiedene Kunststoffe schrumpfen unterschiedlich. Überraschend, nicht wahr? Die Wahl eines stark schrumpfenden Kunststoffs ohne Anpassung des Verarbeitungsprozesses kann zu Problemen führen. Kristalline Polymere schrumpfen beispielsweise aufgrund ihrer Molekularstruktur stärker als amorphe.
Bekämpfung von Schrumpfungsmarken
Zur Lösung dieser Probleme sind Fachkenntnisse erforderlich:
- Optimierte Wandstärke: Eine gleichmäßige Wandstärke trägt zu einer gleichmäßigen Kühlung bei.
- Anpressdruck anpassen: Ermitteln Sie den richtigen Anpressdruck für Ihr Material und Ihre Form, um dem Schrumpfen entgegenzuwirken.
- Materialauswahl: Verwenden Sie Materialien, die weniger schrumpfen, oder passen Sie Ihren Produktionsprozess entsprechend an.
Diese Tipps haben mir geholfen, nicht nur funktionale, sondern auch ästhetisch ansprechende Produkte zu entwickeln. Designer können so Fehler reduzieren und sich später viel Arbeit ersparen. In Branchen wie der Elektronik- und Automobilindustrie ist das besonders wichtig.
Weitere Informationen zu Herausforderungen beim Spritzgießen finden Sie unter anderem bei häufig auftretenden Problemen wie Grat oder Schweißspuren. Wissen verbessert die Qualität und spart Zeit.
Ungleichmäßige Abkühlung verursacht Schrumpfungsspuren an den Formteilen.WAHR
Unterschiedliche Abkühlgeschwindigkeiten in den einzelnen Bauteilen führen zu Schrumpfungsmarken.
Hoher Haltedruck erhöht die Bildung von Schrumpfungsmarken.FALSCH
Hoher Druck verringert die Schrumpfung, indem er Lücken effektiv füllt.
Was verursacht Schweißspuren an Kunststoffbauteilen?
Haben Sie sich jemals gefragt, warum diese lästigen Schweißnähte auf Ihren wunderschön gefertigten Kunststoffteilen sichtbar sind?
Schweißmarken entstehen dort, wo geschmolzener Kunststoff im Inneren einer Form zusammenfließt und eine sichtbare Linie oder eine mögliche Schwachstelle bildet. Diese Marken bilden sich häufig in der Nähe von Kernen oder Einsätzen, wenn sich der Kunststoffstrom teilt und dann wieder vereint.
Schweißmarkierungen beim Spritzgießen verstehen
Schweißnähte entstehen, wenn beim Spritzgießen zwei oder mehr Ströme geschmolzenen Kunststoffs in der Form aufeinandertreffen. Diese Linien entstehen, weil die Ströme beim Zusammentreffen aufgrund unterschiedlicher Temperaturen und Geschwindigkeiten möglicherweise nicht vollständig verschmelzen und so eine sichtbare Naht bilden. Dies kann besonders deutlich beim Spritzgießen komplexer Formen mit Verstärkungsrippen oder Einsätzen auffallen.
Häufige Ursachen
- Hindernisse in der Form: Stellen Sie sich vor, Sie regeln einen Verkehr und plötzlich taucht eine Blockade auf. Wenn die Kunststoffschmelze 4 auf Hindernisse wie Kerne oder Einsätze trifft, teilt sie sich und versucht dann, sich wieder zu vereinen, wodurch möglicherweise Schweißnähte entstehen.
- Mehrere Fließfronten: Stellen Sie sich einen Fluss mit vielen Zuflüssen vor, die in einen einzigen münden. In Formen mit mehreren Einspritzpunkten können sich unterschiedliche Fließfronten vereinen, was bei unzureichender Steuerung zu Schweißnähten führen kann.
| Ursache | Beschreibung |
|---|---|
| Hindernisse | Die Strömungen weichen um die Einsätze herum voneinander ab und vereinigen sich schlecht |
| Mehrfachströme | Zusammenfluss von Strömen aus mehreren Toren |
Auswirkungen auf die Produktqualität
Schweißnähte beeinträchtigen nicht nur die Optik, sondern können auch die Stabilität Ihres Produkts schwächen. An diesen Stellen können Zug- und Schlagfestigkeit des Materials beeinträchtigt sein. Stellen Sie sich ein elegantes Kunststoffgehäuse für Elektronikgeräte vor, das durch solche Nähte ruiniert wird. Auch ästhetische Probleme entstehen, da Schweißnähte sichtbar sein können, insbesondere bei Produkten, die eine hohe optische Qualität erfordern, wie beispielsweise Elektronikgehäuse.
Reduzierung von Schweißspuren
Zum Glück gibt es mehrere Strategien, um Schweißspuren zu minimieren:
- Anpassen der Einspritzeinstellungen: Durch Ändern der Einspritzgeschwindigkeit und des Einspritzdrucks tragen Sie dazu bei, dass die Materialströme bei optimalen Temperaturen und Bedingungen aufeinandertreffen und so sichtbare Nähte minimiert werden.
- Überdenken Sie die Werkzeugkonstruktion: Die Konstruktion von Werkzeugen mit weniger Hindernissen oder der Einsatz von Techniken wie Entlüftung könnten die Schweißspuren reduzieren.
Anwendung dieser Methoden im Werkzeugdesign kann die Produktqualität und -leistung erheblich verbessern. Die Erforschung neuer Konstruktionsansätze könnte der Schlüssel zu stabileren und optisch ansprechenderen Formteilen sein.
Verwandte Phänomene
- Überlauf (Blitz): Schon einmal überrascht worden, als Kunststoff aufgrund von zu hohem Druck oder schwacher Klemmung überlief?
- Schrumpfungsmarken: Diese ärgerlichen Dellen, die durch ungleichmäßige Abkühlung oder mangelnden Anpressdruck entstehen und eine glatte Oberfläche beeinträchtigen.
Um diese Zusammenhänge besser zu verstehen, bietet die Untersuchung der Herausforderungen beim Spritzgießen (Abschnitt 6) nützliche Tipps zur Optimierung von Produktionsprozessen und zur Erzielung hervorragender Ergebnisse. Die richtige Balance von Aspekten wie Werkzeugkonstruktion und Spritzgusseinstellungen ist entscheidend für die erfolgreiche Lösung dieser Probleme.
| Verwandter Defekt | Hauptursache | Auswirkungen |
|---|---|---|
| Blitz | Hochdruck | Unebene Kanten |
| Schwindung | Kühlungsprobleme | Oberflächenbeulen |
Schweißmarken entstehen an den Stellen, an denen plastische Stoffströme aufeinandertreffen.WAHR
Schweißmarken entstehen, wenn getrennte Ströme geschmolzenen Kunststoffs aufeinandertreffen und sich nicht vollständig verbinden.
Schweißspuren beeinträchtigen lediglich das Erscheinungsbild von Kunststoffbauteilen.FALSCH
Schweißspuren können auch die Zug- und Schlagfestigkeit von Produkten beeinträchtigen.
Wie lassen sich Blasen beim Formen vermeiden?
Haben Sie schon einmal versucht, einen makellosen Kunststoffgegenstand zu formen und dabei festgestellt, dass lästige Blasen all Ihre Bemühungen zunichtemachen?
Das Material muss sehr trocken sein, um Blasenbildung beim Formen zu vermeiden. Die Einspritzgeschwindigkeit muss sorgfältig gesteuert werden. Eine ausreichende Formentlüftung ist wichtig, um Kavitation zu reduzieren. Dies trägt zur Verbesserung der Produktqualität bei. Qualität ist von entscheidender Bedeutung.

Die Ursachen von Blasen verstehen
Ich erinnere mich an meine Anfänge in der Formenbaubranche, als diese lästigen Blasen auftauchten, gerade wenn alles gut lief. Es war, als würde man ein perfektes Soufflé backen und es dann zusammenfallen sehen. Aber wie beim Erlernen eines Rezepts veränderte das Wissen um die Ursache dieser Blasen alles.
Blasenbildung, auch Kavitation genannt, bereitet Formenbauern häufig Probleme. Sie entsteht meist durch Feuchtigkeit, flüchtige Substanzen oder unzureichende Absaugung in der Form. Stellen Sie sich vor, Sie möchten etwas Schönes formen, aber das Material ist noch nicht vollständig trocken. Was passiert dann? Die Feuchtigkeit verdampft während des Formprozesses und es bilden sich Blasen. Oder vielleicht ist die Einspritzgeschwindigkeit zu hoch eingestellt, wodurch Luft im Inneren eingeschlossen wird.
Lösungen zur Verhinderung von Blasenbildung
-
Materialvorbereitung
- Ich trockne alle Kunststoffmaterialien vor Gebrauch immer ab. Das ist wie Haare trocknen vor dem Stylen – absolut notwendig.
- Luftentfeuchter helfen, die Feuchtigkeit im Körper zu reduzieren. Sie sind meine Lieblingsgeräte.
-
Einspritzgeschwindigkeits- und Druckregelung
- Durch die schrittweise Anpassung der Geschwindigkeit wird das Einschließen von Luft verhindert; es ist wie beim langsamen Eingießen von Limonade in ein Glas, um Blasenbildung zu vermeiden.
- Den Druck richtig einstellen, um Spritzer zu vermeiden. Zu viel Druck führt zu ungleichmäßigen Rändern, ähnlich wie wenn die Glasur von einem Kuchen tropft. Zu viel Glasur!
-
Überlegungen zur Formenkonstruktion
- Lüftungssysteme lassen eingeschlossene Luft entweichen. Stellen Sie sich vor, Sie öffnen ein Fenster, um frische Luft hereinzulassen.
- Formen mit gleichmäßiger Wandstärke gewährleisten eine gleichmäßige Kühlung und verhindern Schrumpfung.
Beispieltabelle: Auswirkungen von Blasen in verschiedenen Produkten
| Produkttyp | Auswirkungen von Blasen |
|---|---|
| Kunststoffbehälter | Mangelhafte Abdichtung |
| Elektronische Gehäuse | Äußerliche Mängel |
| Autoteile | Verringerte Festigkeit und Haltbarkeit |
Fortgeschrittene Techniken zur Blasenvermeidung
- Vakuumformen: Durch das Vakuum werden eingeschlossene Luft und Feuchtigkeit aus dem Formhohlraum entfernt. Stellen Sie sich vor, Sie saugen den ganzen Schmutz mit einem Staubsauger ab.
- Gasunterstütztes Spritzgießen: Gas drückt die Kunststoffschmelze gegen die Formwände, um Lufteinschlüsse zu minimieren.
Um mehr zu lernen, empfehle ich Ihnen, sich mit fortgeschrittenen Formgebungstechniken (siehe Abschnitt 7) , um Fehler wie Blasenbildung zu reduzieren. Diese Methoden können die Produktqualität verbessern und die Effizienz steigern. Regelmäßige Werkzeugkontrollen und die genaue Beobachtung der Produktionsdetails tragen ebenfalls wesentlich dazu bei, Blasenbildung zu minimieren und die Produktqualität zu verbessern.
Feuchtigkeit im Material verursacht beim Formgebungsprozess Blasen.WAHR
Feuchtigkeit verwandelt sich beim Erhitzen in Dampf und bildet Blasen.
Eine Erhöhung der Einspritzgeschwindigkeit verhindert die Blasenbildung.FALSCH
Zu hohe Geschwindigkeit kann Luft einschließen und so die Bildung weiterer Blasen verursachen.
Was verursacht Fehlfüllungen beim Spritzgießprozess?
Haben Sie jemals in Ihrer Werkstatt gestanden, eine halbfertige Gussform betrachtet und sich gefragt: Was ist bloß schiefgelaufen?
Fehlfüllungen entstehen beim Spritzgießen, wenn der Einspritzdruck zu niedrig oder die Einspritzgeschwindigkeit zu gering ist. Auch unzureichender Materialfluss und zu wenige Entlüftungsöffnungen können dieses Problem verursachen. Dadurch füllt der Kunststoff die Form nicht vollständig aus. Die Behebung dieser Probleme führt zu vollständig geformten Produkten. Vollständig geformte Produkte sind wichtig.
Einspritzdruck und Einspritzgeschwindigkeit
Ich erinnere mich an einen Tag, an dem ich Probleme mit unvollständigen Spritzvorgängen hatte. Die Druckeinstellungen schienen zunächst in Ordnung, aber bei genauerem Hinsehen erkannte ich, dass der Einspritzdruck etwas zu niedrig war, um die Form vollständig zu füllen. Der niedrige Einspritzdruck behinderte den gesamten Prozess.
Ein Hauptgrund für unvollständige Füllungen ist ein zu niedriger Einspritzdruck. Das geschmolzene Plastik benötigt ausreichend Druck, um den gesamten Formhohlraum zu füllen. Ist der Druck zu niedrig oder die Einspritzgeschwindigkeit gering , erreicht das Material möglicherweise nicht alle Bereiche der Form, was zu unvollständigen Produkten führt. Durch die Anpassung dieser Parameter lässt sich das Auftreten unvollständiger Füllungen deutlich reduzieren.
Materialfluidität
Ich habe einmal mit einem dickflüssigen Kunststoff beobachtet, wie dessen schlechte Fließfähigkeit das Füllen komplexer Designs behinderte. Durch Anpassen der Temperatur konnten wir die Fließfähigkeit dieses widerspenstigen Kunststoffs verbessern. Dieser Schritt ist entscheidend, wenn präzise Füllungen erforderlich sind.
Die Fließfähigkeit der Kunststoffschmelze ist ein weiterer Faktor. Hochviskose Materialien können Schwierigkeiten haben, durch komplexe Formteile zu fließen. Bei der Verwendung dieser Materialien kann die Optimierung der Temperatureinstellungen die Fließeigenschaften verbessern.
Schimmelentlüftung
Verstopfte Entlüftungsöffnungen haben mir früher viele Probleme bereitet. Eine gute Entlüftung sorgt dafür, dass die Luft beim Befüllen der Form entweichen kann. Sind die Entlüftungsöffnungen verstopft oder schlecht konstruiert, bleibt Luft im Material, was den Kunststofffluss behindert und zu unvollständigen Spritzvorgängen führt.
Eine ordnungsgemäße Belüftung ist unerlässlich, damit eingeschlossene Luft beim Füllen der Form entweichen kann. Sind die Belüftungsöffnungen verstopft oder schlecht konstruiert, können sich Luftblasen bilden, die den Kunststofffluss behindern und zu unvollständigen Füllungen führen.
Materialvorbereitung
Materialien müssen sorgfältig vorbereitet werden, um Probleme zu vermeiden. Ich habe gelernt, dass nicht ausreichend getrocknete Materialien Feuchtigkeit aufnehmen, was den Materialfluss beeinträchtigt und Blasenbildung verursacht. Durch
die sorgfältige Vorbereitung der Materialien vor der Verwendung lassen sich diese Probleme minimieren. Beispielsweise verhindert das gründliche Trocknen von Kunststoffgranulat vor der Verwendung die Bildung von Blasen durch Wasserdampf während des Spritzgießens.
| Ursache | Beschreibung |
|---|---|
| Niedriger Einspritzdruck | Unzureichende Kraft verhindert vollständiges Füllen der Form. |
| Langsame Einspritzgeschwindigkeit | Verzögerungen bei der Verfüllung führen zu unvollständigen Bereichen. |
| Schlechte Materialfließfähigkeit | Hochviskose Kunststoffe haben Schwierigkeiten, alle Formteile zu erreichen. |
| Unzureichende Schimmelentlüftung | Eingeschlossene Luft behindert den Materialfluss und führt zu unvollständigen Füllungen. |
| Unsachgemäße Materialvorbereitung | Feuchtigkeit in Materialien führt zur Blasenbildung und beeinflusst die Fließeigenschaften. |
Praktische Lösungen
Die Verwendung einer Checkliste für die Werkzeugeinrichtung hat für mich einen entscheidenden Unterschied gemacht. Dazu gehört die Überprüfung der Druckeinstellungen und die sorgfältige Materialvorbereitung, um Fehlfüllungen zu minimieren.
Die Implementierung einer Checkliste für die Werkzeugeinrichtung, die Druckeinstellungen, Geschwindigkeitskalibrierungen und Materialvorbereitungsprozesse umfasst, kann Fehlfüllungen deutlich reduzieren.
Regelmäßige Schulungen der Bediener sorgen dafür, dass alle auf die Problemlösung vorbereitet sind und die Anwendung bewährter Verfahren das Bewusstsein und die Problemlösungskompetenz während des Spritzgießprozesses verbessert.
Die vorausschauende Planung mithilfe von Simulationssoftware 10 hat mir viele Stunden erspart, da ich potenzielle Probleme vor der Produktion erkennen konnte. Es ist ein proaktiver Ansatz, der meinen Arbeitsablauf deutlich optimiert.
Niedriger Einspritzdruck verursacht unvollständige Einspritzungen.WAHR
Unzureichender Druck verhindert, dass die geschmolzene Kunststoffmasse die Form vollständig ausfüllt.
Schlechte Fließfähigkeit des Materials begünstigt die Formfüllung.FALSCH
Hochviskose Materialien behindern den Materialfluss, was zu unvollständigen Formfüllungen führt.
Welche Konstruktionsänderungen können Spritzgussfehler minimieren?
Alle Konstrukteure kennen die Ärgernisse beim Spritzgießen. Diese Fehler beeinträchtigen die Produktqualität und Effizienz erheblich. Doch es gibt gute Neuigkeiten: Clevere Designänderungen lösen diese Probleme direkt.
Strategische Konstruktionsänderungen tragen maßgeblich zur Reduzierung von Fehlern beim Spritzgießen bei. Die Optimierung der Werkzeugstruktur ist ein entscheidender Schritt. Die Anpassung der Wandstärke ist ein weiterer. Diese Maßnahmen können Probleme wie Grat, Schwindungsmarken und Bindenähte deutlich verringern.

Optimierung der Formstruktur
Ich erinnere mich noch gut daran, wie ich zum ersten Mal mit Gratfehlern in meinen Konstruktionen konfrontiert wurde – es fühlte sich an, als würde ich verlieren. Doch dann wurden die Anpresskraft und sogar die Trennflächen zu meinen Verbündeten. Durch die richtigen Einstellungen lässt sich verhindern, dass die Kunststoffschmelze überläuft. Das spart Zeit bei der Nachbearbeitung und sorgt für ein sauberes und glattes Produkt.
| Defekt | Ursache | Designlösung |
|---|---|---|
| Blitz | Unzureichende Formschließkraft | Klemmkraft erhöhen, ebene Oberflächen gewährleisten |
Anpassen der Wandstärke
Die Schrumpfungsmarken 12 gaben mir zu Beginn meiner Karriere Rätsel auf. Eine gleichmäßige Wandstärke in den Konstruktionen löst dieses Problem. Dadurch wird eine gleichmäßige Kühlung ermöglicht, was das Aussehen und die Gleichmäßigkeit der Produkte grundlegend verändert. Das war ein echter Durchbruch.
Verbesserung des Materialflusses
Die Schweißmarken 13 ärgerten mich – diese unschönen Stellen, an denen die Kunststoffströme aufeinandertrafen. Neu gestaltete Formführungswege halfen, indem Hindernisse wie Kerne reduziert wurden, was die Festigkeit und das Aussehen verbesserte.
Umgang mit Belüftung und Feuchtigkeit
Blasenbildung durch mangelhafte Entlüftung oder Feuchtigkeit war ein großes Problem. Verbesserte Entlüftungssysteme und die Verwendung gut getrockneter Materialien waren die Lösung, um diese Fehler <sup>14</sup> . Durch die Anpassung der Einspritzgeschwindigkeit wurden Kavitation und unvollständige Füllungen reduziert, wodurch die Produkte nahezu fehlerfrei wurden.
Regelmäßige Designüberprüfungen auf Basis von Produktionsrückmeldungen minimieren Fehler, verbessern die Produktqualität und beschleunigen die Fertigung. Die Erforschung von Designstrategien mithilfe fortschrittlicher Werkzeuge trägt zur weiteren Optimierung von Spritzgussverfahren bei.
Nutzung fortschrittlicher Softwaretools
Moderne CAD- und Simulationssoftware haben sich als bahnbrechend erwiesen; sie sagen potenzielle Fehler voraus und ermöglichen so Anpassungen, die zu einem besseren Materialfluss und kürzeren Zykluszeiten führen. Der Einsatz dieser Softwarelösungen bereits in der Konstruktionsphase verschafft einen Wettbewerbsvorteil bei der Fertigung hochwertiger Produkte.
Durch die Umsetzung dieser Designänderungen können Hersteller die Produktqualität steigern und gleichzeitig kostspielige Fehler im Spritzgussverfahren reduzieren. Die Beratung durch Spritzgussexperten¹⁶ von Designs für minimale Fehler und sichert Ihnen so einen Wettbewerbsvorteil.
Gleichmäßige Oberflächen verhindern Gratbildung.WAHR
Durch die Gewährleistung gleichmäßiger Trennflächen wird ein Überlaufen der Kunststoffschmelze verhindert und der Grat reduziert.
Ungleichmäßige Abkühlung reduziert Schrumpfungsspuren.FALSCH
Ungleichmäßige Abkühlung verursacht Schrumpfungsspuren; eine gleichmäßige Wandstärke gewährleistet eine gleichmäßige Abkühlung.
Abschluss
Dieser Artikel untersucht häufige Spritzgussfehler wie Grat, Schrumpfungsmarken, Schweißmarken, Blasen und unvollständige Füllung und beschreibt deren Ursachen, Auswirkungen auf die Produktqualität sowie Lösungsansätze zur Verbesserung.
-
Erfahren Sie, wie hoher Einspritzdruck und Konstruktionsfehler in der Form zur Gratbildung beitragen. ↩
-
Erforschen Sie Techniken zur Minimierung von Gratbildung durch Maschineneinstellungen und Verbesserungen im Werkzeugdesign. ↩
-
Entdecken Sie weitere typische Fehler beim Spritzgießen und erfahren Sie, wie diese die Produktqualität beeinflussen. ↩
-
Erfahren Sie, wie Hindernisse in der Werkzeugkonstruktion den Schmelzfluss beeinflussen und zu Defekten wie Schweißspuren beitragen. ↩
-
Erfahren Sie mehr über Expertenempfehlungen zu Werkzeugkonstruktionsstrategien zur Minimierung der Schweißnahtbildung. ↩
-
Gewinnen Sie Einblicke in die Bewältigung und Lösung häufiger Probleme beim Spritzgießen, um eine bessere Produktqualität zu erzielen. ↩
-
Entdecken Sie innovative Methoden, die die Produktqualität verbessern, indem sie häufige Mängel wie Blasenbildung reduzieren. ↩
-
Dieser Link erklärt, wie sich unterschiedliche Einspritzgeschwindigkeiten auf die Qualität und Konsistenz von Formteilen auswirken können. ↩
-
Erfahren Sie mehr darüber, wie die Viskosität von Kunststoffschmelzen den Fluss in Formen beeinflusst und welche Techniken zur Verbesserung des Flusses geeignet sind. ↩
-
Erfahren Sie, wie Simulationswerkzeuge Probleme im Formgebungsprozess frühzeitig erkennen können. ↩
-
Erfahren Sie, wie die richtige Formklemmung Materialüberlauf verhindert und so die Produktpräzision sicherstellt. ↩
-
Verstehen Sie, wie eine gleichmäßige Wandstärke Dellen reduziert und das Erscheinungsbild des Produkts verbessert. ↩
-
Entdecken Sie Konstruktionstechniken, die den Materialfluss verbessern und so zu einer höheren Produktfestigkeit beitragen. ↩
-
Erfahren Sie, wie verbesserte Entlüftungssysteme Blasenbildung und unvollständige Füllung in Formen minimieren. ↩
-
Erfahren Sie mehr über Softwarefunktionen, die die Genauigkeit und Effizienz des Designs verbessern. ↩
-
Tauschen Sie sich mit Experten aus, um tiefere Einblicke in Strategien zur Fehlerreduzierung zu gewinnen. ↩






