

Haben Sie sich jemals Gedanken darüber gemacht, wie die Anzahl der Formhohlräume den Einspritzdruck in Fabriken beeinflusst?
Die Anzahl der Formhohlräume beeinflusst den Einspritzdruck: Einzelhohlraumformen benötigen aufgrund einfacherer Fließwege einen geringeren Druck, während Mehrhohlraumformen einen höheren Druck benötigen, um den Widerstand zu bewältigen und den Druck in allen Hohlräumen auszugleichen.
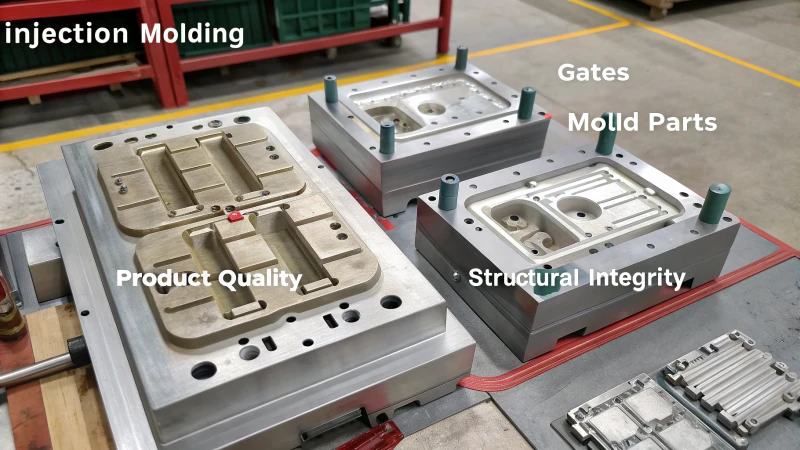
Als ich anfing, mich mit Formenkonstruktionen zu beschäftigen, war ich von der komplexen Wechselwirkung zwischen Kavitäten und Druck fasziniert. Erfahrene Konstrukteure wie Jacky in Kanada verstehen diese Dynamik durch praktische Erfahrung, nicht nur durch Theorie. Es geht darum, effiziente und qualitativ hochwertige Produkte herzustellen.
Stellen Sie sich vor, Sie arbeiten mit einer Einkavitätenform. Es ist wie eine Fahrt auf freier Strecke. Der Weg erscheint klar und die Fahrt verläuft reibungslos. Die Kunststoffschmelze fließt mühelos, stößt auf wenig Widerstand und benötigt nur geringen Einspritzdruck. Diese Einfachheit ermöglicht einen gleichmäßigen Füllvorgang, vergleichbar mit einer entspannten Fahrt auf einer malerischen Strecke.
Stellen Sie sich nun eine Mehrkavitätenform vor. Das ist wie im Stadtverkehr. Es gibt mehrere Wege, jeder mit seinen eigenen Herausforderungen. Die Schmelze muss sich durch ein Labyrinth von Kanälen kämpfen, und der Druck muss wahrscheinlich erhöht werden, um diese Hindernisse zu überwinden. Es ist, als würde man die Motorleistung steigern, um sicherzustellen, dass jeder Kanal gleichmäßig gefüllt ist und keine Kavitäten unter- oder überfüllt werden.
Diese Erkenntnisse sind von großer Bedeutung für alle, die ihre Formgebungsprozesse optimieren möchten. Jedes Produkt sollte die Erwartungen erfüllen und übertreffen.
Für Einzelkavitätenformen ist ein höherer Einspritzdruck erforderlich.FALSCH
Einkavitätenformen benötigen aufgrund der einfacheren Strömungswege einen geringeren Druck.
Mehrfachformen erhöhen den Strömungswiderstand.WAHR
Mehrere Hohlräume führen zu erhöhtem Widerstand und erfordern daher mehr Druck.
- 1. Was sind die wichtigsten Unterschiede zwischen Einkavitäten- und Mehrkavitätenformen?
- 2. Warum steigt der Strömungswiderstand mit zunehmender Anzahl an Hohlräumen?
- 3. Wie gleiche ich den Druck in Mehrkavitätenformen aus?
- 4. Welche Faktoren beeinflussen den erforderlichen Einspritzdruck?
- 5. Abschluss
Was sind die wichtigsten Unterschiede zwischen Einkavitäten- und Mehrkavitätenformen?
Haben Sie schon einmal darüber nachgedacht, wie sich die Wahl zwischen Einkavitäten- und Mehrkavitätenformen auf Ihre Produktionseffizienz auswirken kann?
Einkavitätenformen benötigen einen niedrigeren Einspritzdruck. Sie weisen einfache Fließwege auf. Der Druck verteilt sich gleichmäßig in diesen Formen. Mehrkavitätenformen benötigen einen höheren Druck. Sie haben komplexe Fließwege. Der Druckausgleich muss über mehrere Kavitäten hinweg gewährleistet sein.
Dynamik des Einspritzdrucks
Einkavitätenform
Ich habe einmal eine kleine Anzahl von Bauteilen hergestellt. Die Einkavitätenform war einfach, und ich musste mir keine Gedanken über komplexe Fließwege machen. Die Schmelze floss mit niedrigen Einspritzdrücken von etwa 50–80 MPa. Sie bewegte sich gleichmäßig und füllte die Kavität vollständig aus.
Vorteile:
- Gleichbleibende Qualität : Die Qualität blieb gleich, sodass jedes einzelne Teil genau den Anforderungen entsprach.
- Geringerer Energieverbrauch : Außerdem habe ich Energie gespart. Die Energieeinsparungen haben wirklich geholfen!
Mehrkavitätenform
Für ein anderes Projekt benötigte ich eine schnellere Produktion ohne Qualitätseinbußen. Das Mehrkavitätenwerkzeug 1 veränderte alles und brachte neue Herausforderungen mit sich. Die Komplexität stieg mit den höheren Einspritzdrücken, die teilweise 30–50 % höher waren als bei Einkavitätenwerkzeugen. Man kann es sich wie den Unterschied zwischen einer geschäftigen Stadt und einer ruhigen Landschaft vorstellen: Jede Kavität bot einen anderen Widerstand.
Herausforderungen:
- Druckausgleich : Sie benötigten einen sorgfältigen Ausgleich, um eine gleichmäßige Füllung aller Hohlräume zu gewährleisten.
- Erhöhter Druckbedarf : Um alle Hohlräume effektiv zu füllen, waren höhere Drücke erforderlich.
Gestaltungsüberlegungen
Komplexität des Flusspfads
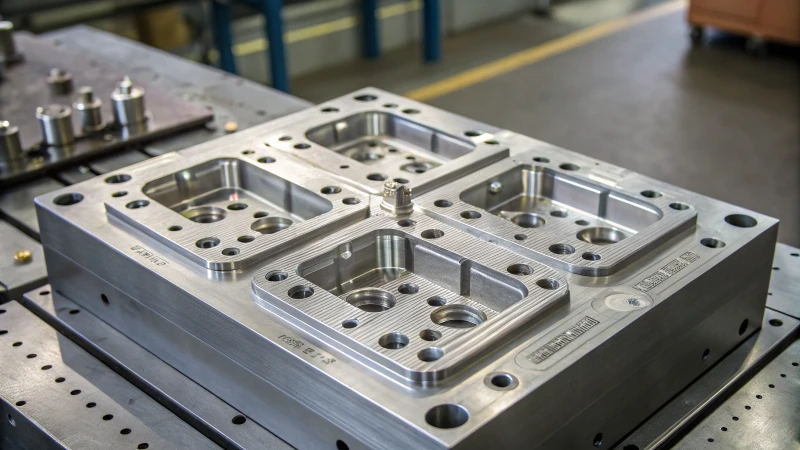
Die Konstruktion einer Einzelkavitätenform ist so einfach wie das Zeichnen einer Linie – ganz unkompliziert. Im Gegensatz dazu von Mehrfachkavitätenformen vergleichbar mit dem Anfertigen eines komplexen Wandteppichs, bei dem jede Kavität Präzision für einen gleichmäßigen Materialfluss erfordert.
| Besonderheit | Einzelkavität | Mehrkammer |
|---|---|---|
| Fließweg | Einfach | Komplex |
| Druckanforderung | Untere | Höher |
Läufersystem-Design
Einkammer-Laufsysteme sind wie eine einfache einspurige Straße – einfach und direkt. Mehrkammer-Systeme ähneln einem Autobahnnetz, bei dem jede Kurve und jede Kreuzung berechnet werden muss, um Druckungleichgewichte zu .
Überlegungen:
- Einkammer-System : Einfachere Anordnung der Gusskanäle.
- Mehrfachkammer : Erfordert eine sorgfältige Konstruktion, um eine gleichmäßige Verteilung zu gewährleisten.
Materielle Erwägungen
Die Wahl des richtigen Materials ist wie die Auswahl der perfekten Zutat für ein Rezept. Materialien verhalten sich unter verschiedenen Drücken und Strömungswegen unterschiedlich.
Eigenschaften von Kunststoffmaterialien
Die Kenntnis dieser Eigenschaften ist wichtig für die Auswahl der Formen. In einem Projekt stellte ich fest, dass die Materialeigenschaften 4 den erforderlichen Einspritzdruck maßgeblich beeinflussten und somit Effizienz und Kosten beeinträchtigten.
Zusammenfassend lässt sich sagen, dass die Kenntnis dieser Unterschiede die Auswahl des optimalen Werkzeugtyps für Ihre Fertigungsziele erleichtert. Einkavitätenwerkzeuge bieten Zuverlässigkeit, während Mehrkavitätenwerkzeuge für Effizienz sorgen; beide Typen haben ihre jeweiligen Vorteile und Herausforderungen.
Für Formen mit einer Kavität ist ein geringerer Einspritzdruck erforderlich.WAHR
Einkavitätenformen bieten einfachere Strömungswege, wodurch der Druckbedarf sinkt.
Mehrkavitätenformen weisen einfachere Strömungswege auf als Einkavitätenformen.FALSCH
Mehrkavitätenformen weisen im Gegensatz zu Einkavitätenformen komplexe Strömungswege auf.
Warum steigt der Strömungswiderstand mit zunehmender Anzahl an Hohlräumen?
Haben Sie sich jemals gefragt, warum sich das Erhöhen der Anzahl der Kavitäten in einer Formkonstruktion sehr ähnlich anfühlt wie ein Marathonlauf bergauf?
Mit zunehmender Anzahl an Kavitäten steigt der Strömungswiderstand. Jede zusätzliche Kavität führt zu neuen Strömungsverläufen. Diese Verläufe erhöhen die Reibung und den Druckbedarf. Eine präzise Druckregelung ist daher unerlässlich. Alle Kavitäten müssen gleichmäßig gefüllt sein. Eine gleichmäßige Füllung ist von entscheidender Bedeutung für eine effiziente und qualitativ hochwertige Produktion.
Grundlagen des Strömungswiderstands
Als ich mit der Konstruktion von Spritzgussformen begann, war ich von der Komplexität der Fließwege wirklich überwältigt. Der gesamte Prozess hängt von dieser Komplexität ab. In Systemen wie Spritzgussformen erhöht das Hinzufügen weiterer Kavitäten die Reibung und den Widerstand für den Schmelzfluss⁵ . Es ist, als würde man versuchen, während der Hauptverkehrszeit durch eine stark befahrene Straße zu gehen.
Einzel- vs. Mehrfachkavitätenformen
- Einkavitätenformen: Stellen Sie sich einen entspannten Spaziergang auf einer ruhigen Straße vor. Die Schmelze fließt direkt vom Anguss in eine Kavität und trifft dabei auf kaum Widerstand. Der Einspritzdruck bleibt niedrig, oft um die 50–80 MPa. Es fühlt sich einfach und effizient an, ähnlich wie das Einfüllen von Sirup in eine Pfannkuchenform.
- Mehrkavitätenformen: Stellen Sie sich vor, Sie müssten den Verkehr durch eine dicht besiedelte Stadt mit vielen Kreuzungen lenken. Die Schmelze fließt durch verschiedene Kanäle, um mehrere Kavitäten zu füllen. An jeder Verzweigung entstehen mehr Reibung und Verluste. Höhere Drücke sind erforderlich – manchmal 30–50 % höher als bei Systemen mit einer Kavität.
| Formtyp | Typischer Einspritzdruck | Komplexität des Flusspfads |
|---|---|---|
| Einzelkavität | 50-80 MPa | Einfach |
| Mehrkammer | 65-120 MPa | Komplex |
Herausforderungen beim Druckausgleich
Erinnern Sie sich an das erste Mal, als Sie mehrere Aufgaben gleichzeitig jongliert haben? Die Druckregulierung in Mehrkavitätenformen ist ähnlich. Jede Kavität kann unterschiedliche Angusskanallängen und -formen aufweisen, was zu ungleichmäßigem Widerstand führt. Manche Kavitäten füllen sich möglicherweise nicht ausreichend, während andere überlaufen, wenn die Druckregelung ungenau ist.
Um dieses Problem zu lösen, sind höhere Einspritzdrücke erforderlich, um sicherzustellen, dass auch die anspruchsvollsten Kavitäten ausreichend Material erhalten. Diese Anpassung berücksichtigt zusätzliche Faktoren wie beispielsweise:
- Unterschiedliche Hohlraumpositionen
- Ungleiche Läuferlängen
Praktische Auswirkungen auf die Gestaltung
Bei der Planung neuer Werkzeugkonstruktionen berücksichtige ich diese Komplexitäten stets. Konstrukteure müssen eine gleichmäßige Druckverteilung gewährleisten, um Fehler an den Formteilen zu vermeiden. Das Verständnis des Einflusses des Fließwiderstands auf die Kavitätenfüllung hilft mir, Systeme hinsichtlich Effizienz und Qualität zu optimieren.
Neugierige Köpfe können mehr über Druckausgleichstechniken durch Druckregelungssysteme 7 . Diese Erkenntnisse haben meinen Konstruktionsansatz grundlegend verändert.
Mehrkavitätenformen erfordern höhere Einspritzdrücke.WAHR
Mehrfachhohlraumformen weisen komplexe Strömungswege auf, was den Widerstand und den Druck erhöht.
Bei Formen mit einer Kavität ist die Reibung höher als bei Formen mit mehreren Kavitäten.FALSCH
Einkavitätenformen weisen einfachere Strömungswege und somit weniger Reibung und Widerstand auf.
Wie gleiche ich den Druck in Mehrkavitätenformen aus?
Haben Sie jemals das Gefühl gehabt, tausend Aufgaben gleichzeitig bewältigen zu müssen? Die Druckregulierung in Mehrkavitätenformen kann sich tatsächlich so anfühlen. Aber keine Sorge! Mit ein paar Tricks gelingt Ihnen die Balance garantiert.
Optimieren Sie das Angusskanalsystem, um in Mehrkavitätenformen den richtigen Druckausgleich zu erzielen. Passen Sie die Angussgrößen sorgfältig an. Setzen Sie moderne Steuerungssysteme gezielt ein. Diese Schritte führen zu einer gleichmäßigen Füllung aller Kavitäten. Eine gleichmäßige Füllung ist entscheidend für eine gleichbleibende Produktqualität. So bleibt die Produktqualität konstant.
Mehrkavitätenformen verstehen
Stellen Sie sich vor, Sie verwenden ein Einkavitätenwerkzeug 8. Alles läuft reibungslos. Der Einspritzdruck bleibt niedrig, da die Schmelze direkt vom Anguss in den Formhohlraum fließt, wie ein sanfter Fluss, der sich durch ein Tal schlängelt. Wechseln Sie zu einem Mehrkavitätenwerkzeug, ändert sich die Situation grundlegend. Es wird zu einem Labyrinth mit vielen Windungen und Kurven. Die Wege vervielfachen sich, wodurch Reibung und Fließwiderstand steigen.
Optimierung des Läufersystems
Stellen Sie sich das wie Fahrspuren auf einer Autobahn vor. Ein gut durchdachtes Kanalsystem sorgt dafür, dass jeder Weg frei und gleichmäßig ist. Dadurch kann die Schmelze gleichmäßig fließen. Der Kanal in jedem Hohlraum ist wie eine Fahrspur auf einer Autobahn. Wenn alle Kanäle die gleiche Länge und Form haben, fließt der Verkehr – oder die Schmelze – ohne Staus.
| Läuferfunktion | Einzelkavität | Mehrkammer |
|---|---|---|
| Pfadkomplexität | Einfach | Kompliziert |
| Strömungswiderstand | Niedrig | Hoch |
Anpassen der Angussgrößen für gleichmäßige Füllung
Stellen Sie sich die Größe der Öffnungen wie Türen vor, durch die die Schmelze fließen kann. Wenn eine Kavität weiter entfernt ist, muss ihre „Tür“ möglicherweise breiter sein. Dadurch kann die gleiche Menge Schmelze gleichzeitig durchfließen. Das ist so, als würde man darauf achten, dass jeder Gast auf einer Party gleichzeitig sein Essen bekommt.
Fortschrittliche Steuerungssysteme
Stellen Sie sich vor, Sie hätten eine Fernbedienung für den gesamten Formgebungsprozess. Moderne Steuerungssysteme wie die sequentielle Ventilsteuerung ermöglichen eine präzise Anpassung der Füllrate. Es ist, als würden Sie ein Orchester dirigieren und dafür sorgen, dass alle Instrumente harmonisch zusammenspielen.
Bedeutung der Materialeigenschaften
Die Kenntnis des verwendeten Kunststoffmaterials ist entscheidend. Die Viskosität kann den Unterschied zwischen einer ruhigen und einer holprigen Fahrt ausmachen. Die Anpassung von Temperatur und Druck an das Material trägt zu einem optimalen Fahrverhalten bei .
Implementierung von Feedbackmechanismen
Feedbacksysteme funktionieren wie ein GPS und liefern Echtzeit-Updates. Sensoren in jedem Hohlraum erfassen Druckänderungen und ermöglichen so spontane Anpassungen. Es ist, als hätte man überall Augen – Überraschungen gibt es nicht.
Mithilfe dieser Strategien konnte ich die Effizienz und Qualität meiner Mehrkavitäten-Spritzgießprozesse verbessern. Das konsequente Verständnis und die Anwendung dieser Prinzipien führen zu Ergebnissen. Jacky, eine erfahrene Konstrukteurin, erzielt ähnliche Ergebnisse, indem sie Werkzeugkonstruktionen für die Großserienfertigung optimiert und so in der Unterhaltungselektronikindustrie konstant hohe Qualität sicherstellt.
zehn weitere Strategien , um Ihre Spritzgießtechniken zu verbessern und überragende Ergebnisse zu erzielen.
Ausgewogene Angusskanäle reduzieren den Fließwiderstand in den Formen.WAHR
Gleiche Kanallängen gewährleisten einen gleichmäßigen Durchfluss und reduzieren den Widerstand in den Hohlräumen.
Für Hohlräume in der Nähe des Injektionspunktes werden größere Tore verwendet.FALSCH
Für weiter entfernte Hohlräume werden größere Angusskanäle benötigt, um eine gleichmäßige Füllung zu gewährleisten.
Welche Faktoren beeinflussen den erforderlichen Einspritzdruck?
Sie fragen sich, warum manche Kunststoffteile perfekt passen, andere aber nicht?
Der Einspritzdruck hängt von der Werkzeugkonstruktion, der Materialstärke und der Temperatur ab. Einkavitätenwerkzeuge benötigen in der Regel weniger Druck. Diese Werkzeuge weisen einfachere Fließwege auf. Mehrkavitätenwerkzeuge erfordern einen höheren Druck. Auch das Befüllen dieser Werkzeuge ist energieintensiver.

Grundlagen der Formenkonstruktion
Zu Beginn meiner Laufbahn im Werkzeugbau entdeckte ich, dass die Konstruktion eines Werkzeugs den Einspritzdruck maßgeblich beeinflusst. Nehmen wir beispielsweise das Einkavitätenwerkzeug 11. Die Kunststoffschmelze fließt leicht, da der Weg einfach ist. Ich arbeitete an einem Projekt, bei dem ein kleines Einkavitätenwerkzeug Drücke zwischen 50 und 80 MPa benötigte. Dieser Druck war genau richtig, um den Kunststoff gleichmäßig durch den Formhohlraum zu befördern. Das ist wichtig.
Im Gegensatz dazu ist die Handhabung einer Mehrkavitätenform 12 vergleichbar mit dem Dirigieren eines Orchesters. Jeder Kanal erfordert perfekte Harmonie. Diese Formen verfügen über mehrere gleichzeitig gefüllte Kavitäten, wodurch ein komplexes Netzwerk entsteht. Sie benötigen höhere Drücke, oft 30–50 % mehr als Einkavitätenformen.
| Formtyp | Typischer Druck (MPa) |
|---|---|
| Einzelkavität | 50-80 |
| Mehrkammer | 70-120 |
Materialeigenschaften
Die Viskosität von Materialien ist sehr wichtig. Einmal habe ich das Material gewechselt, und das hat unsere Druckeinstellung komplett verändert. Hochviskose Materialien benötigen deutlich mehr Druck, um sich zu bewegen. Eine Temperaturänderung beeinflusst die Viskosität, was wiederum den benötigten Druck verändert – ähnlich wie die Veränderung eines Thermostats den Komfort in einem Raum beeinflussen kann. Solche kleinen Veränderungen halten mich auf Trab.
Verarbeitungsfaktoren
Die Verarbeitungsbedingungen haben ebenfalls einen großen Einfluss. Die Anpassung der Einspritzgeschwindigkeit oder die Feinabstimmung der Temperatur verändern den Druckbedarf erheblich. Schon früh habe ich gelernt, dass ein perfekter Druckausgleich in Mehrkavitätenformen unerlässlich ist, um Defekte und Überläufe zu vermeiden .
Das Verständnis dieser Zusammenhänge ist entscheidend für Konstrukteure, die Spritzgussverfahren optimieren und hochwertige Kunststoffteile für Unterhaltungselektronik herstellen möchten. Jedes Projekt erinnert mich daran, dass das Ausbalancieren dieser Variablen sowohl Kunst als auch Wissenschaft ist.
Für Einzelkavitätenformen wird ein Druck von 50-80 MPa benötigt.WAHR
Einkavitätenformen verfügen über einfache Strömungswege und benötigen daher weniger Druck.
Mehrfachkavitätenformen benötigen weniger Druck als Einzelkavitätenformen.FALSCH
Mehrkavitätenformen erfordern aufgrund komplexer Strömungswege einen höheren Druck.
Abschluss
Die Anzahl der Formhohlräume hat einen erheblichen Einfluss auf den Einspritzdruck; Einzelhohlraumformen benötigen aufgrund einfacherer Fließwege einen geringeren Druck, während Mehrhohlraumformen für eine gleichmäßige Füllung einen höheren Druck benötigen.
-
Erfahren Sie, warum Mehrfachformen trotz höherer Komplexität Vorteile für die Serienfertigung bieten. ↩
-
Erfahren Sie, wie sich die Gestaltung des Fließwegs auf Effizienz und Qualität bei Spritzgießprozessen auswirkt. ↩
-
Entdecken Sie Strategien für die Entwicklung effektiver Angusskanäle in komplexen Formkonfigurationen. ↩
-
Verstehen Sie, wie sich unterschiedliche Materialien auf die Werkzeugkonstruktion und die Produktionseffizienz auswirken. ↩
-
Lernen Sie mehr über die Fließeigenschaften von Schmelzen und deren Einfluss auf Spritzgießprozesse. ↩
-
Um die Effizienz der Werkzeugkonstruktion zu verbessern, müssen die Variablen verstanden werden, die den Strömungswiderstand beeinflussen. ↩
-
Entdecken Sie Systeme, die Ihnen helfen, den Druck in komplexen Formkonstruktionen zu regulieren. ↩
-
Dieser Link erläutert die Unterschiede zwischen Einzel- und Mehrfachkavitätenformen und gibt Einblick in deren spezifische Herausforderungen und Vorteile. ↩
-
Das Verständnis der Materialviskosität ist der Schlüssel zur optimalen Einstellung der Werkzeugparameter, um eine gleichmäßige Füllung zu gewährleisten und Defekte zu minimieren. ↩
-
Entdecken Sie innovative Strategien und Werkzeuge zur Optimierung Ihres Spritzgießprozesses, was zu höherer Effizienz und Produktqualität führt. ↩
-
Erfahren Sie, warum Einkavitätenformen aufgrund einfacherer Strömungswege weniger Einspritzdruck benötigen. ↩
-
Erfahren Sie, wie Mehrkavitätenformen den Strömungswiderstand erhöhen und die Druckanforderungen beeinflussen. ↩
-
Erfahren Sie, wie sich die Injektionsgeschwindigkeit auf den erforderlichen Druck und die Gleichmäßigkeit der Kavitätenfüllung auswirkt. ↩






