Haben Sie schon einmal darüber nachgedacht, wie eine kleine Änderung im Werkzeugdesign Ihr Produkt vor unschönen Schweißnähten bewahren könnte?
Sorgfältig durchdachte Werkzeugkonstruktionsstrategien wie optimale Angussplatzierung, verbesserte Angusskanäle und effiziente Entlüftung verbessern den Schmelzefluss und reduzieren Schmelznähte. Dies führt zu festeren, ästhetisch ansprechenderen Formteilen mit weniger Defekten.
Ich erinnere mich noch gut an das erste Mal, als ich mit dem kniffligen Problem der Schweißnähte konfrontiert wurde. Das passierte bei einem Projekt mit einem neuen Gerät, das ein perfektes Aussehen erforderte. Die Herausforderung war enorm. Doch die Auseinandersetzung mit der Werkzeugkonstruktion war sehr aufschlussreich. Meine erste Strategie war die Optimierung der Angussplatzierung. Dadurch konnte sich der Kunststoff gleichmäßig und reibungslos verteilen.
Ich wählte ein ausgeklügeltes Angusskanalsystem, um das Material bis in jede Ecke der Form zu bringen. Die Entlüftung spielte dabei eine entscheidende Rolle. Es war, als würde man Fenster öffnen, um eingeschlossene Luft entweichen zu lassen. So wurde ein ungleichmäßiger Materialfluss verhindert. Jede Justierung war wie das Stimmen eines Musikinstruments. Alle Teile mussten perfekt zusammenarbeiten, um das Ziel zu erreichen. Mit zunehmender Erfahrung wurde mir etwas Wichtiges klar: Liebe zum Detail bedeutete nicht nur, Nahtstellen zu vermeiden. Sie verbesserte den gesamten Produktionsprozess. Ich war sehr stolz auf die entstandenen Produkte.
Die Angussplatzierung beeinflusst die Schmelzlinien im Werkzeugdesign.WAHR
Durch die richtige Platzierung des Angusskanals wird ein gleichmäßiger Schmelzfluss gewährleistet und die Bildung von Schmelznähten reduziert.
Die Entlüftung ist für die Reduzierung von Schweißnähten irrelevant.FALSCH
Eine ordnungsgemäße Belüftung verhindert Lufteinschlüsse und reduziert so Schweißnahtfehler.
- 1. Wie beeinflusst die Platzierung des Angusses die Schmelzleitungen?
- 2. Wie beeinflusst die Auslegung des Angusskanalsystems den Schmelzefluss?
- 3. Warum ist eine ordnungsgemäße Belüftung bei der Formenkonstruktion so wichtig?
- 4. Wie beeinflussen interne Formstrukturen den Schmelzefluss?
- 5. Wie beeinflusst die Oberflächenrauheit Herstellungsfehler?
- 6. Abschluss
Wie beeinflusst die Platzierung des Angusses die Schmelzleitungen?
Denken Sie jemals darüber nach, wie die Platzierung der Tore den Erfolg eines Produkts beeinflusst? Manchmal haben einfache Entscheidungen große Auswirkungen.
Die Position des Angusses hat direkten Einfluss auf die Schmelzfugen. Sie bestimmt den Weg und den Druck des geschmolzenen Materials beim Spritzgießen. Eine korrekte Angusspositionierung reduziert sichtbare Nähte. Dies verbessert sowohl die Festigkeit als auch das ästhetische Erscheinungsbild.

Bedeutung der Torplatzierung
Die Positionierung des Angusses beim Spritzgießen ist wie ein Geheimrezept. Sie vereint Kunst und Technik. Diese kleinen Details bestimmen, wie die sichtbaren Nähte, die sogenannten Schmelznähte, aussehen. Diese Nähte beeinflussen nicht nur die Ästhetik¹ sondern auch die Festigkeit des Produkts.
Optimierung der Gate-Platzierung
Ich erinnere mich an die Worte meines Mentors zu Beginn meiner Karriere: „Es kommt auf den Fluss an.“ Und das stimmt absolut. Eine optimale Angussplatzierung sorgt dafür, dass sich das flüssige Plastik leichter verteilen lässt. Stellen Sie sich vor, Sie geben einen Tropfen Farbstoff in eine Schüssel mit Wasser – er soll sich gleichmäßig verteilen. Ein Einpunkt-Anguss in der Mitte einer quadratischen Form bewirkt genau das.
Synergistisches Design für Mehrpunktgatter
Komplexe Konstruktionen erfordern jedoch mehr Überlegung. Hier kommen Mehrpunkt-Gatesysteme zum Einsatz. Jedes Gate muss den Durchfluss präzise synchronisieren, um ungleichmäßige Treffpunkte zu vermeiden. Stellen Sie sich das wie das Dirigieren eines Orchesters vor: Jeder Musiker muss im richtigen Moment spielen, genau wie jedes Gate an seinen Treffpunkten ähnliche Temperaturen und Drücke benötigt.
| Aspekt | Einpunkt-Tor | Mehrpunkttor |
|---|---|---|
| Design-Einfachheit | Hoch | Niedrig |
| Ideal für | Einfache Formen | Komplexe Formen |
| Fusionslinienrisiko | Untere | Höher (falls nicht optimiert) |
Konstruktion des Läufersystems
Das Ansaugsystem spielt eine wichtige Rolle. Fehlerhafte Konstruktionen führen zu vielen Problemen. Größe und Form des Ansaugkanals sind von großer Bedeutung. Ich habe einmal auf einen Ansaugkanal mit rundem Querschnitt umgestellt – diese Änderung reduzierte den Wärmeverlust und verbesserte die Strömungsbalance deutlich.
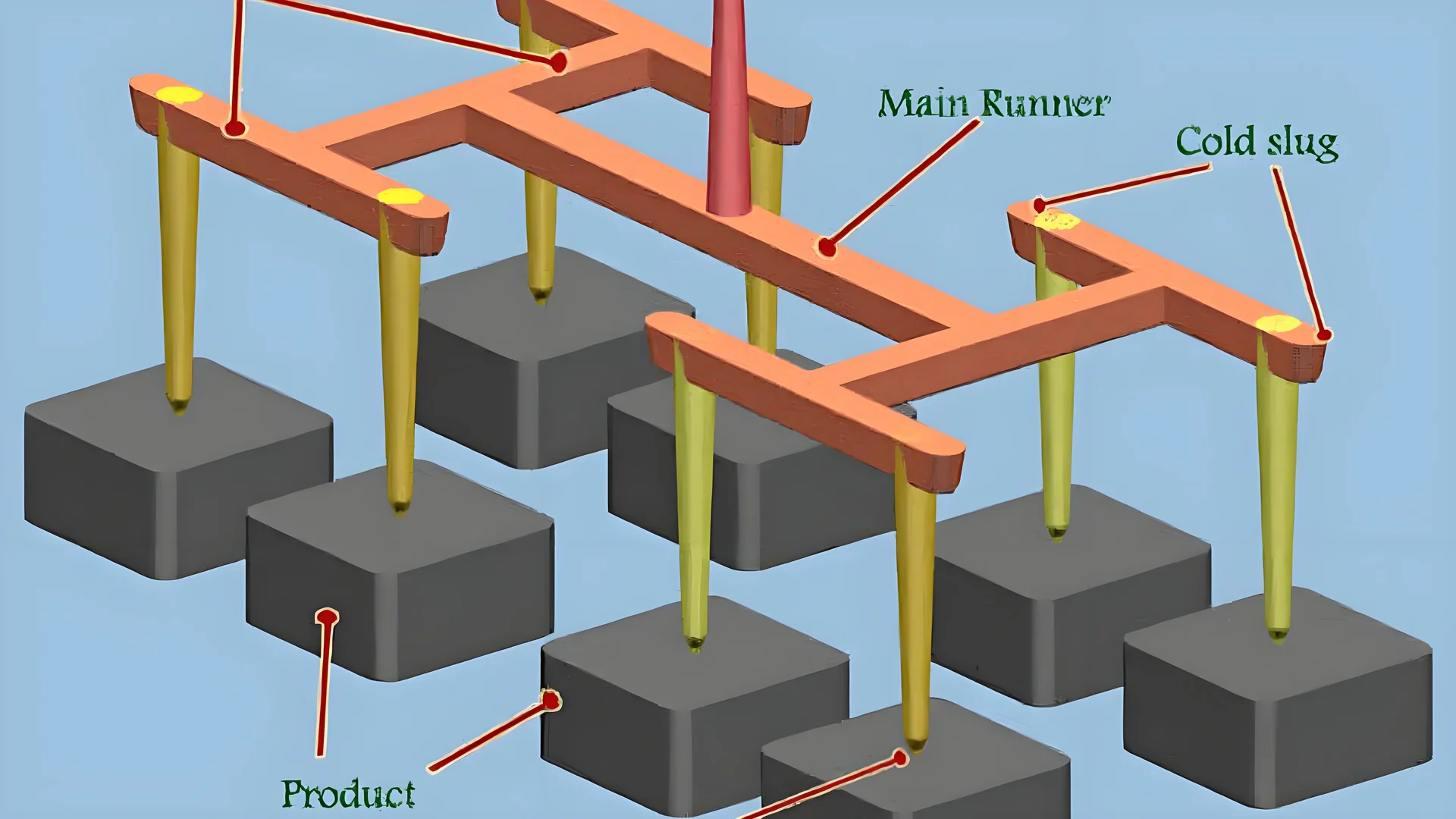
- Hohlräume für kaltes Material: Diese Hohlräume wirken wie kleine Helden, indem sie kaltes Material auffangen, bevor es die Schmelzlinien zerstört. Ihre Größe muss dem Materialvolumen und dem Injektionszyklus entsprechen.
Formtrennflächen und Entlüftungskonstruktion
Die Wahl der richtigen Trennfläche erfordert Geschick; Bereiche, die optisch ansprechend sein müssen, sollten vermieden werden. Ich habe einmal an einem Projekt mit gebogener Oberfläche gearbeitet, bei dem die Schweißnähte durch die Wahl der richtigen Fläche fast unsichtbar wurden.
- Belüftungsdesign: Eine gute Belüftung ist unerlässlich; oft habe ich die Belüftungsschlitze an den Ecken des Hohlraums angepasst, um einen perfekten Luftstrom zu erzielen und zu verhindern, dass Luftblasen die Schmelzezusammenflüsse stören.
Nutzung der inneren Struktur der Form
Kleine Details wie Fließführungsblöcke oder -rillen können sich als äußerst hilfreich erweisen, da sie den Schmelzfluss gleichmäßig lenken. Auch die Anpassung der Oberflächenrauheit trägt zu einem gleichmäßigeren Fluss mit weniger Schmelznähten bei.
Die Platzierung des Angusses mag technisch erscheinen, doch die Kombination aus Kreativität und Präzision kann ein Projekt entscheidend verändern. Die Beherrschung von Angussarten, Kanalsystemen und Werkzeugstrukturen steigert die Produktqualität deutlich.
In diesem faszinierenden Bereich gibt es noch viel zu entdecken; jede Technik und jede Fallstudie bietet eine Lernmöglichkeit für alle, die sich eingehender mit spezifischen Techniken oder Fallstudien im Bereich Spritzgießen befassen möchten . Weitere Informationen finden Sie in den verfügbaren Ressourcen.
Die Platzierung des Fusionsgefäßes an einem einzigen Punkt reduziert das Risiko an der Fusionslinie.WAHR
Zentrale Einzelpunkt-Anschnitte gewährleisten einen gleichmäßigen Schmelzfluss und minimieren so die Bildung von Schmelznähten.
Mehrpunkt-Tore sind ideal für einfache Formen.FALSCH
Mehrpunkt-Gatter eignen sich für komplexe Formen, die einen synchronisierten Materialfluss erfordern, um Verschmelzungsnähte zu vermeiden.
Wie beeinflusst die Auslegung des Angusskanalsystems den Schmelzefluss?
Haben Sie sich jemals Gedanken darüber gemacht, wie die Gestaltung eines Angusskanalsystems den Spritzgießprozess beeinflusst?
Beim Spritzgießen ist die Gestaltung des Angusskanalsystems von entscheidender Bedeutung. Sie steuert den Schmelzefluss und beeinflusst somit alle Aspekte, von der Fehlerrate bis zur Qualität des Endprodukts. Wichtige Faktoren sind die Angussplatzierung, die Größe des Angusskanals und eine ausreichende Entlüftung.
Die Bedeutung der Torplatzierung
Anfangs verstand ich die Bedeutung der Angussplatzierung bei Spritzgussformen nicht. Stellen Sie sich folgende Situation vor: Ich versuchte, einen einfachen Zylinder zu spritzen. Auf dem Papier schien alles perfekt, doch das Ergebnis war enttäuschend. Dann entdeckte ich die Vorteile eines mittig platzierten Angusses (Punkt 3) . Diese Änderung sorgte für einen gleichmäßigen Schmelzfluss und reduzierte die störenden Schmelznähte meiner vorherigen Versuche deutlich. Bei komplexen Formen erwies sich die Verwendung mehrerer Angüsse als optimal; es geht darum, den Materialfluss auszubalancieren und Fehler zu minimieren, um die Gesamtqualität zu verbessern.
Wichtige Konstruktionselemente von Läufersystemen
Hauptkanal und Krümmer
In meiner Anfangszeit war eine ungleichmäßige Schmelzeverteilung ein häufiges Problem. Ich lernte, dass Größe und Form des Hauptkanals und des Verteilers von großer Bedeutung sind. Ein runder Querschnitt minimierte den Wärmeverlust und ermöglichte einen stabilen Schmelzefluss. Durch das Vermeiden scharfer Kanten wurde das Risiko von Stagnation verringert, wodurch Schmelznähte verhindert wurden . Die Produktkonsistenz verbesserte sich dadurch.
| Designaspekt | Auswirkungen auf den Schmelzfluss |
|---|---|
| Läuferform | Reduziert Widerstand und Wärmeverlust |
| Verteilergröße | Sorgt für einen stabilen Durchfluss |
| Hohlräume aus kalten Materialien | Sammelt kaltes Material und verhindert so Schmelzlinien |
Hohlräume aus kalten Materialien
Die strategische Platzierung von Hohlräumen für kaltes Material erwies sich für mich als entscheidende Erkenntnis. Anfangs hatte ich ihre Bedeutung für das Auffangen des anfänglich kalten Materials übersehen. Diese Erkenntnis war wohl ein Wendepunkt, da sie meinen Formhohlraum frei von Hindernissen hielt, die die Schmelzverschmelzung beeinträchtigen könnten.
Formtrennflächen und Entlüftungskonstruktion
Die Auswahl der richtigen Trennflächen war in meinem Konstruktionsprozess entscheidend, um optisch wichtige Bereiche zu vermeiden und gleichzeitig den Schmelzfluss effektiv zu steuern. Eine gut geplante Entlüftungskonstruktion ließ eingeschlossene Luft effizient entweichen und verhinderte so die Bildung störender Lufteinschlüsse.
Strömungsführung innerhalb von Formen
Leitblöcke oder -rillen lenkten die Schmelze entlang der gewünschten Pfade und sorgten so für eine gleichmäßige Verteilung um komplexe Strukturen wie Rippen oder Stege. Eine weitere Technik war die Anpassung der Oberflächenrauheit der Form; glattere Oberflächen verbesserten die Schmelzqualität deutlich, indem sie das Verschmelzen mit anderen Materialien reduzierten.
Die Anwendung dieser Gestaltungsprinzipien hat meine Formgebungsprozesse grundlegend verändert. Es ist erstaunlich, wie sehr sorgfältige Arbeit die Produktqualität und die Fertigungseffizienz beeinflussen kann.
Die zentrale Anordnung des Angusskanals gewährleistet einen gleichmäßigen Schmelzefluss bei einfachen Formen.WAHR
Zentrale Angusskanäle in einfachen Geometrien wie Quadraten gewährleisten eine gleichmäßige Schmelzverteilung.
Scharfe Ecken im Angusskanal verbessern die Schmelzeflusseffizienz.FALSCH
Scharfe Ecken erhöhen das Risiko von Stauungen und behindern einen effizienten Schmelzfluss.
Warum ist eine ordnungsgemäße Belüftung bei der Formenkonstruktion so wichtig?
Als ich mit dem Studium der Formenkonstruktion begann, erschien mir die Entlüftung als ein kleines Detail. Dabei ist sie von entscheidender Bedeutung. Sie spielt eine wichtige Rolle bei der Vermeidung ärgerlicher Defekte.
Eine optimale Entlüftung im Werkzeugdesign ist von entscheidender Bedeutung. Eingeschlossene Luft und Gase finden während des Formprozesses Wege nach draußen. Dadurch werden Defekte vermieden. Lufteinschlüsse, Oberflächenfehler und unvollständige Füllungen werden deutlich reduziert.

Die Rolle der Entlüftung bei der Formenkonstruktion
Die Entlüftung ist ein entscheidender Aspekt der Werkzeugkonstruktion und gewährleistet die Qualität der Formteile. Beim Einspritzen von geschmolzenem Kunststoff in eine Form werden Luft und Gase verdrängt. Wird nicht ordnungsgemäß entlüftet, können Fehler wie Lufteinschlüsse oder Oberflächenfehler entstehen. Diese Lektion musste ich bei meinem ersten größeren Projekt schmerzlich erfahren.
Effektive Entlüftungstechniken
- Entlüftungsschlitze : Durch die strategische Platzierung dieser Schlitze an Stellen, an denen die Form zuletzt gefüllt wird, wie z. B. Ecken oder Kanten, wird die Effizienz deutlich gesteigert.
- Gasdurchlässiger Stahl : Dieses Material lässt Gase durch, während es den Kunststoff zurückhält und so einen reibungslosen Entlüftungsprozess gewährleistet.
| Belüftungsaspekt | Beschreibung |
|---|---|
| Standort | Ecken, Kanten |
| Material | Gasdurchlässig |
| Tiefe und Breite | Hängt vom Material ab |
Häufige Mängel durch ordnungsgemäße Belüftung vermeiden
Ohne ausreichende Belüftung können verschiedene Probleme auftreten:
- Lufteinschlüsse : Diese Lücken schwächen die Festigkeit des Bauteils, da sie Hohlräume im Formteil erzeugen.
- Oberflächenfehler : Eingeschlossene Luft und Gase verursachen kosmetische Mängel an der Produktoberfläche.
- Unvollständige Füllungen : Luft kann den Kunststofffluss behindern, sodass Teile ungefüllt bleiben.
Durch Ausprobieren fand ich heraus, dass die Entlüftungsschlitze weder zu breit noch zu flach sein sollten. Die Größe hängt von Faktoren wie der Art des verwendeten Kunststoffs und den Spritzgusseinstellungen ab .
Zusammenspiel von Entlüftung und Läufersystemdesign
Die Konstruktion des Ansaugsystems beeinflusst auch die Entlüftungseffizienz. Ein gut konstruiertes Ansaugsystem ermöglicht einen besseren Durchfluss und reduziert den Gegendruck, wodurch die Luft leichter entweichen kann.
- Hauptrohr und Verteiler : Ihre Größe und Form müssen auf die Produktanforderungen abgestimmt sein, um einen gleichmäßigen Durchfluss zu gewährleisten und eine effektive Entlüftung zu unterstützen.
- Hohlräume für kaltes Material : Sie befinden sich am Ende des Durchflusses, um kühlere Materialien aufzufangen, die eine ordnungsgemäße Entlüftung behindern könnten.
Durch die effektive Anordnung dieser Komponenten konnte ich den Entlüftungsprozess (7) , was ein nahtloses Verschmelzen der Schmelze fördert und Defekte minimiert. Die Beachtung dieser kleinen Details vermeidet kostspielige Nacharbeiten oder Fehler und sorgt für einen effizienten Werkzeugbetrieb.
Die Belüftung verhindert Lufteinschlüsse in Formteilen.WAHR
Durch eine ordnungsgemäße Belüftung kann eingeschlossene Luft entweichen, wodurch Hohlräume vermieden werden.
Gasdurchlässiger Stahl ist für die Entlüftung ungeeignet.FALSCH
Gasdurchlässiger Stahl lässt Gase effizient durch und unterstützt so die Entlüftung.
Wie beeinflussen interne Formstrukturen den Schmelzefluss?
Haben Sie sich jemals Gedanken darüber gemacht, wie kleine Details im Formendesign den Verlauf des geschmolzenen Kunststoffs beeinflussen und ihn zu einem perfekten Produkt formen können?
Die inneren Formstrukturen beeinflussen den Schmelzefluss. Sie platzieren die Angüsse strategisch. Sie entwickeln effektive Angusskanäle. Sie optimieren die Oberflächenstruktur. Diese Elemente führen zu einer gleichmäßigen Verteilung. Sie minimieren Schmelznähte. Sie verbessern die Produktqualität. Sie verbessern die Qualität tatsächlich.
Optimierung der Gate-Platzierung
Stellen Sie sich vor, Sie arbeiten an einem Projekt, bei dem die Platzierung eines einzigen kleinen Angusses alles verändert. Es ist wie damals, als ich meine Wohnzimmermöbel umgestellt habe und plötzlich viel mehr Platz hatte! Beim Formenbau sorgt die Platzierung des Angusses in der Mitte einer quadratischen oder runden Form für eine gleichmäßige Verteilung des Kunststoffs. Es ist wie Sonnenlicht, das durch ein Fenster fällt. Diese geschickte Positionierung reduziert störende Schweißnähte, die das glatte Erscheinungsbild eines Produkts beeinträchtigen.
Größere oder komplexere Formen erfordern mehrere Angusskanäle, ähnlich wie viele Türen, die den Zuschauern einen reibungslosen Ausgang aus einem Stadion ermöglichen. Mehrpunkt-Angusskanäle sorgen dafür, dass jeder Kanal mit den anderen zusammenwirkt und die Schmelze gleichmäßig durch die Form leitet. Wenn die Schmelze aus verschiedenen Kanälen bei ähnlichen Temperaturen und Drücken aufeinandertrifft, verschmilzt sie harmonisch wie in einer perfekt gespielten Symphonie.
Läufersystem-Design
Ein gutes Anguss-System ist wie die Planung einer perfekten Autoreiseroute. Die richtige Größe und runde Form reduzieren Wärmeverlust und Widerstand und sorgen dafür, dass die Schmelze mühelos durch die Form fließt. Stellen Sie sich ein Auto vor, das sanft über eine Autobahn gleitet. Scharfe Kurven zu vermeiden ist wichtig, genauso wie das Umfahren von unerwarteten Bodenwellen!
Hohlräume aus kaltem Material am Ende des Fließkanals wirken wie kleine Fallen für kaltes Material. Diese können den Schmelzprozess stören. Durch die Abstimmung ihrer Größe auf das Kunststoffvolumen und den Spritzgießzyklus wird ein reibungsloser Ablauf gewährleistet.
| Besonderheit | Bedeutung |
|---|---|
| Hauptläufergröße | Gewährleistet einen stabilen Schmelzfluss |
| Verzweigte Form | Minimiert den Widerstand |
| Hohlräume aus kalten Materialien | Verhindert, dass kaltes Material die Fusion stört |
Formtrennflächen und Entlüftung
Die Auswahl der Oberflächen von Formteilen ist vergleichbar mit der Wahl eines bügelfreien Hemdes. Das Vermeiden von Oberflächen in kritischen Bereichen verhindert sichtbare Markierungen, genau wie das Auslassen schwieriger Nähte Faltenbildung bei Kleidung vermeidet. Bei komplexen Oberflächen reduziert ein gleichmäßiger Schmelzfluss die Schweißnähte.
Die Belüftungskonstruktion ist von entscheidender Bedeutung. Sie funktioniert wie das Öffnen von Fenstern, um frische Luft hereinzulassen und Lufteinschlüsse zu vermeiden, die Ihr Produkt beeinträchtigen könnten. Strategisch platzierte Belüftungsschlitze an den Ecken des Hohlraums tragen dazu bei, einen reibungslosen Ablauf zu gewährleisten.
Nutzung der inneren Formenstrukturen
Interne Formstrukturen lenken die Schmelze wie erfahrene Reiseführer Touristen auf malerischen Touren. Fließführungsblöcke oder -rillen lenken den Weg und füllen jeden Zwischenraum gleichmäßig. Die Anpassung der Oberflächenrauheit in schwierigen Bereichen sorgt für einen gleichmäßigen Schmelzprozess, ähnlich wie bei frisch asphaltierten Straßen.
Praktische Tipps finden Sie in unserem Artikel zu Spritzgusstechniken (8 ). Dort wird die Theorie anhand von Beispielen aus der Praxis veranschaulicht. Durch die Optimierung dieser Teile verbessern Hersteller den Schmelzefluss erheblich. Davon profitieren Qualität und Effizienz.
die Gestaltung von Angusskanälen (9) genauer an . Sie beeinflusst verschiedene Materialien und Formen maßgeblich.
Zentrale Angüsse minimieren die Schmelznähte in quadratischen Formen.WAHR
Zentrale Schieber sorgen für einen gleichmäßigen radialen Fluss und reduzieren so die Bildung von Schmelzlinien.
Runde Angusskanäle erhöhen den Wärmeverlust im Schmelzfluss.FALSCH
Runde Laufschienen minimieren tatsächlich Wärmeverlust und Widerstand.
Wie beeinflusst die Oberflächenrauheit Herstellungsfehler?
Haben Sie jemals darüber nachgedacht, wie etwas so Grundlegendes wie die Oberflächenstruktur die Qualität eines Produkts beeinflusst? Manchmal entscheidet sie über Erfolg oder Misserfolg des Produkts.
Die Oberflächenrauheit ist in der Fertigung von großer Bedeutung. Sie beeinflusst die Wechselwirkungen der Materialien und trägt zur Reduzierung von Fehlern bei. Durch die Feinabstimmung der Oberflächenstruktur können Hersteller Probleme wie Schweißnähte und Lufteinschlüsse minimieren. Dieser Prozess verbessert die Produktqualität deutlich und erhöht die Haltbarkeit. Haltbarkeit ist ein entscheidender Faktor.

Der Einfluss der Oberflächenstruktur auf den Materialfluss
Als ich mich zum ersten Mal mit Formenbau beschäftigte, war ich wirklich fasziniert. Schon kleinste Veränderungen der Oberflächenstruktur beeinflussten das Verhalten der Materialien während der Produktion. Stellen Sie sich vor, Sie gießen Honig über einen glatten und dann über einen rauen Tisch. Die Oberflächenrauheit beeinflusst den Materialfluss. Eine glatte Oberfläche ermöglicht ein gleichmäßiges Fließen und füllt die Formen gleichmäßig aus. Diese Glätte reduziert Fehler wie Schmelznähte.
| Rauheitsgrad | Auswirkung auf den Materialfluss |
|---|---|
| Hohe Rauheit | Erhöhter Strömungswiderstand |
| Mittlere Rauheit | Ausgeglichene Durchflussregelung |
| Geringe Rauheit | Gleichmäßiger, gleichmäßiger Fluss |
Defektreduzierung durch Oberflächenoptimierung
Beim Spritzgießen wurde mir schnell klar, wie wichtig die Oberflächenrauheit des Formkerns ist. Es ist wie beim Stimmen einer Gitarre für einen perfekten Klang. Mit den richtigen Einstellungen lassen sich die Fehlerraten drastisch senken. Eine angepasste Rauheit verbessert die Materialverschmelzung und verhindert Lufteinschlüsse und ungleichmäßige Verbindungen.
- Beispiel : Ich stand einmal vor einem schwierigen Projekt. In Bereichen, die zu Kurzschlüssen neigten, verbesserte die Reduzierung der Rauheit den Schmelzfluss und die Schmelzqualität.
Praktische Anwendungen im Formenbau
Optimierung der Gate-Platzierung:
- Eine optimale Platzierung von Einpunkt-Anschnitten fördert einen gleichmäßigen Materialfluss. Bei komplexen Formen trägt die Verwendung eines Mehrpunkt-Anschnittsystems (10) zu einem gleichmäßigen Schmelzfluss bei.
Auslegung von Ansaugsystemen: Eine gute Dimensionierung von Ansaugkanälen und Verteilern gewährleistet einen gleichmäßigen Durchfluss. Zudem werden Wärmeverluste reduziert und Stagnation sowie Fehlstellen minimiert.
| Gestaltungselement | Zweck |
|---|---|
| Hauptläufergröße | Stabilisiert den Durchfluss, reduziert den Wärmeverlust |
| Hohlräume aus kalten Materialien | Schließt Kaltschmelze ein und verhindert Defekte |
Synergie zwischen Luftentlüftung und Oberflächenrauheit
Die Gestaltung von Entlüftungsöffnungen war eine weitere wichtige Erkenntnis für mich. Gut belüftete Formen lassen Gase leicht entweichen. Durch Anpassen der Oberflächenrauheit in der Nähe der Entlüftungsöffnungen wird der Luftaustritt verbessert und die Entstehung von Defekten reduziert.
- Belüftungsstrategie: Durch die gezielte Platzierung von Lüftungsöffnungen wird ein reibungsloser Luft- und Gasaustritt gewährleistet und Lufteinschlüsse, die zu Defekten führen können, werden vermieden.
Abschluss
Die Oberflächenrauheit ist nicht nur ein kleines Detail, sondern ein Schlüsselfaktor zur Reduzierung von Fertigungsfehlern. Ihre Optimierung verbessert die Produktqualität und -zuverlässigkeit erheblich. Das Wissen um ihre Wechselwirkung mit anderen Konstruktionsteilen ist entscheidend für optimale Ergebnisse in Fertigungsprozessen.
Diese Analyse verdeutlicht die große Bedeutung eines sorgfältigen Oberflächenmanagements zur Vermeidung von Fehlern in vielen Anwendungsbereichen.
Eine hohe Oberflächenrauigkeit erhöht den Strömungswiderstand.WAHR
Eine hohe Rauheit erzeugt Reibung und behindert die Materialbewegung.
Die Oberflächenrauheit hat keinen Einfluss auf die Fehlerraten.FALSCH
Durch die Anpassung der Rauheit wird der Durchfluss optimiert und Defekte werden reduziert.
Abschluss
Durch die Optimierung des Werkzeugdesigns mittels strategischer Angussplatzierung, Verteilersystemen und effektiver Entlüftung werden Schmelznähte deutlich reduziert, was das Erscheinungsbild und die Festigkeit des Produkts bei Spritzgießprozessen verbessert.
-
Erfahren Sie, wie eine strategische Platzierung der Tore das Erscheinungsbild des Produkts verbessert, indem sichtbare Nähte minimiert werden. ↩
-
Erfahren Sie mehr über die entscheidende Rolle der Angussplatzierung bei der Herstellung fehlerfreier Produkte. ↩
-
Lernen Sie mehr über Einpunktangüsse und wie diese einen gleichmäßigen Schmelzefluss in Formen mit einfacher Geometrie gewährleisten. ↩
-
Die Ursachen von Schweißnähten verstehen und wie eine geeignete Kanalkonstruktion diese verhindern kann. ↩
-
Erfahren Sie, warum eine ausreichende Belüftung so wichtig ist, um Mängel wie Lufteinschlüsse in Schimmelpilzen zu beseitigen. ↩
-
Erfahren Sie mehr über die entscheidenden Parameter, die Einfluss darauf haben, wie effektiv eine Schimmelpilzbelüftung funktioniert. ↩
-
Strategien zur Verbesserung der Entlüftungseffizienz in Spritzgussformen erforschen. ↩
-
Entdecken Sie praktische Anwendungen der Schmelzeflussführung beim Spritzgießen. ↩
-
Erfahren Sie, wie Angusskanäle den Schmelzefluss und die Produktqualität beeinflussen. ↩
-
Erfahren Sie mehr über Mehrpunkt-Angussstrategien zur Erzielung einer besseren Schmelzeverteilung in komplexen Werkzeugkonstruktionen. ↩