In der Welt des Spritzgießens habe ich gelernt, dass die richtige Angussbreite einen großen Einfluss auf Produktqualität und Effizienz hat. Die korrekte Breite ist daher sehr wichtig.
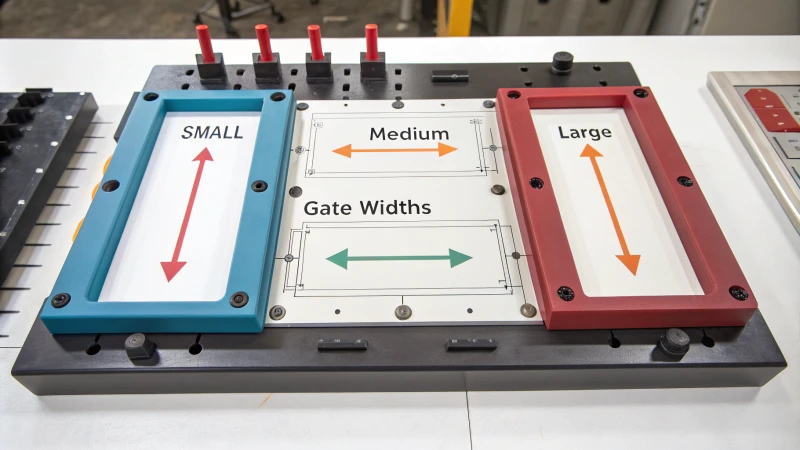
Die optimale Anschnittbreite lässt sich am besten anhand der Produktgröße und Wandstärke ermitteln. Kleine Produkte benötigen eine Anschnittbreite von 50–100 % der Produktbreite. Mittlere Produkte benötigen eine Breite zwischen 30–70 %. Große Produkte benötigen üblicherweise eine Breite zwischen 20–50 %. Die Wandstärke ist hierbei entscheidend.
Das Verständnis dieser Richtlinien hat meine Vorgehensweise bei der Werkzeugkonstruktion und den Produktionsergebnissen grundlegend verändert. Ich möchte diese wichtigen Punkte und zusätzliche Ideen, die ich im Laufe der Zeit gesammelt habe, mit Ihnen teilen. Sie werden Ihnen helfen, Ihre Methode zu verfeinern. Die Einstellungen müssen angepasst werden, egal ob Sie mit einer kleinen Plastikkarte oder einem großen Autoteil arbeiten. Durch die Feinabstimmung dieser Einstellungen lassen sich zukünftige Probleme vermeiden. Dieses Wissen ist nützlich. Diese Bereiche sind entscheidend. Sie haben mir geholfen. Sie helfen Ihnen wahrscheinlich auch, eine reibungslosere Produktion zu erreichen.
Für kleine Produkte wird eine Torbreite von 50 % bis 100 % ihrer Breite benötigt.WAHR
Für kleine Produkte wird eine Torbreite von 50%-100% empfohlen.
Für große Produkte ist eine Torbreite von 70%-100% erforderlich.FALSCH
Für große Produkte wird eine Torbreite von 20%-50% benötigt, nicht 70%-100%.
Wie beeinflusst die Produktgröße die Torbreite?
Ich erinnere mich an meine erste Begegnung mit dem Spritzgießen. Es fühlte sich an wie ein Labyrinth voller technischer Details und wichtiger Entscheidungen. Bei näherer Betrachtung wurde mir etwas klar: Die Größe eines Produkts bestimmt die Angussbreite vollständig. Sie ist quasi die Geheimzutat für ein perfektes Spritzgussergebnis.
Die Produktgröße spielt beim Spritzgießen eine entscheidende Rolle. Formteile benötigen spezifische Angussbreiten. Kleinere Teile benötigen eine Angussbreite, die der Hälfte bis zur vollen Produktgröße entspricht. Mittelgroße Teile profitieren von einer Angussbreite von 30 % bis 70 % der Teilebreite. Große Objekte benötigen eine schmalere Angussbreite. Diese liegt zwischen 20 % und 50 %, um einen gleichmäßigen Materialfluss zu gewährleisten. Die strukturelle Festigkeit ist von entscheidender Bedeutung. Das ist wirklich entscheidend.
Einfluss der Produktgröße auf die Torbreite
Als ich mit Spritzgussformen anfing, fühlte es sich an wie das Lösen eines Puzzles. Eines Tages wurde mir beim Festlegen der Angussbreiten für Plastikkarten bewusst, wie wichtig die Produktgröße ist. Bei kleinen Artikeln funktionierten Angussbreiten zwischen 50 % und 100 % der Produktbreite gut. Diese einfache Änderung führte zu einer gleichmäßigen Materialverteilung. Es war erstaunlich!
| Produktgröße | Empfohlene Torbreite |
|---|---|
| Klein | 50% – 100% |
| Medium | 30% – 70% |
| Groß | 20% – 50% |
Mittelgroße Bauteile wie Paneele erforderten unterschiedliche Angussbreiten. Eine Angussbreite von 30 % bis 70 % erwies sich als optimal. Sie sorgte für einen gleichmäßigen Schmelzfluss – weder zu schnell noch zu langsam. Dadurch wurden Fehler wie Schrumpfungsmarken einen anderen Ansatz. Hier war eine schmale Angussbreite von etwa 20 % bis 50 % am besten. Sorgfältige Planung war notwendig, um die Werkzeugkosten und die Komplexität zu beherrschen.
Auswirkungen auf das Formendesign
Die Wahl der Angussbreite beeinflusst die Werkzeugkonstruktion und deren Funktionsweise. Kleinere Angüsse ermöglichen einfachere Werkzeugkonstruktionen und sind besonders bei Zeitdruck von Vorteil. Größere Angüsse erfordern hingegen stabilere Werkzeugstrukturen, um höhere Materialmengen zu bewältigen.
Spritzgusstechniken 2 helfen Konstrukteuren, die Qualität hoch zu halten und die Produktionskosten zu senken.
Überlegungen zur Wandstärke
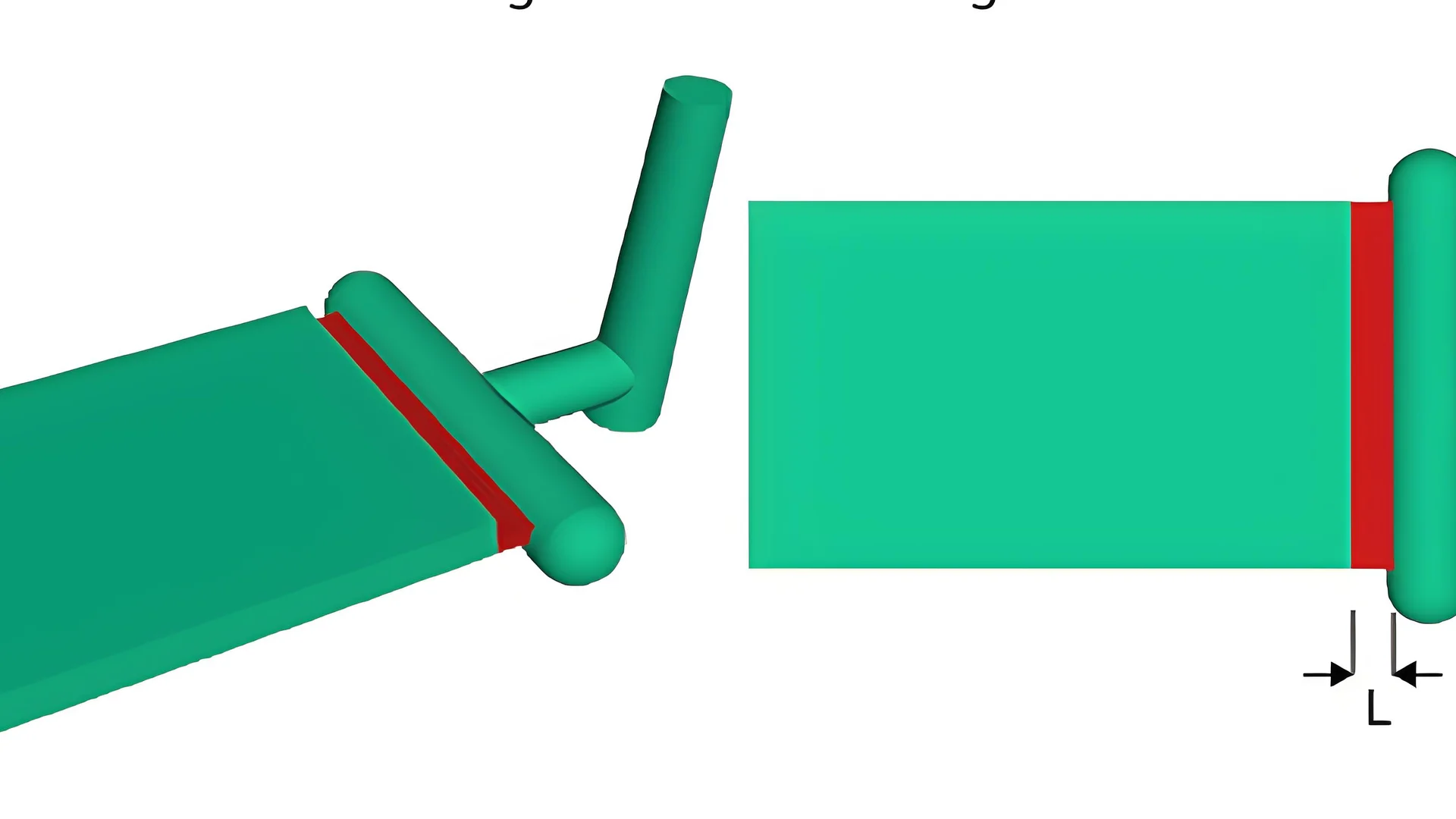
Ich habe einmal dünnwandige Produkte konstruiert, bei denen ein breiterer Anguss für eine schnelle Hohlraumfüllung erforderlich war. Dünne Wände erfordern ein schnelles Vorgehen, um Schweißspuren oder unvollständige Füllung zu vermeiden. Dicke Wände hingegen benötigen einen schmaleren Anguss; eine langsame Einspritzgeschwindigkeit verhindert Defekte wie innere Lufteinschlüsse.
Beim Spritzgießen Angussrechner 3 präzise Abmessungen für gute Ergebnisse.
Für kleine Produkte wird eine Torbreite von 50 % bis 100 % benötigt.WAHR
Für kleinere Produkte werden breitere Angüsse benötigt, um eine gleichmäßige Schmelzeverteilung zu gewährleisten.
Bei großen Produkten werden Tore verwendet, die mehr als 70 % ihrer Breite ausmachen.FALSCH
Für große Produkte werden Tore benötigt, die nur 20 bis 50 % ihrer Breite ausmachen.
Warum ist die Wandstärke bei der Torkonstruktion so entscheidend?
Stellen Sie sich vor, Sie entwickeln ein Produkt, bei dem nur wenige Millimeter über Erfolg oder Misserfolg entscheiden. Die Wandstärke im Tordesign ist extrem wichtig. Sie ist wirklich entscheidend.
Die Wandstärke ist bei der Angussgestaltung von entscheidender Bedeutung. Sie bestimmt die Schmelzeflussrate, die Abkühlzeit und die Festigkeit des Produkts. Die richtige Wandstärke ermöglicht eine gleichmäßige Materialverteilung und reduziert dadurch Defekte. Sie spielt eine wichtige Rolle.
Wandstärke beim Spritzgießen verstehen
Schon früh in meiner Laufbahn mit dem Spritzgussverfahren erwies sich die Wandstärke als äußerst wichtig. Sie bildet das Rückgrat des gesamten Prozesses und beeinflusst alles, von der Gleichmäßigkeit des Schmelzflusses bis hin zur Endqualität des Produkts.
Auswirkungen auf den Schmelzfluss
Ein Projekt umfasste die Konstruktion dünnwandiger Produkte . Diese waren mit einer Dicke von weniger als 1,5 mm eine Herausforderung. Ohne einen breiten Angusskanal standen wir vor Schwierigkeiten. Das schnelle und gleichmäßige Füllen von vier Wandstärken war sehr schwierig. Durch Ausprobieren fanden wir die Lösung und konnten Defekte wie Schweißnahtspuren reduzieren.
Überlegungen zur Abkühlzeit
Mittelwandige Produkte weisen eine Wandstärke von 1,5–3 mm auf. Sie stellen beim Spritzgießen die ideale Balance dar – weder zu dünn noch zu dick. Die richtige Einstellung der Angussbreite ist entscheidend für die Kontrolle des Schmelzflusses und die Vermeidung von Problemen wie Schwindung oder Verzug. Hierfür ist ein ausgewogenes Verhältnis erforderlich, das sowohl Erfahrung als auch mitunter Intuition voraussetzt.
| Produkttyp | Wandstärke | Empfohlene Torbreite |
|---|---|---|
| Dünnwandig | < 1,5 mm | 40 % – 80 % der Produktbreite |
| Mittelwandig | 1,5–3 mm | 30 % – 60 % der Produktbreite |
| Dickwandig | > 3 mm | 20 % – 50 % der Produktbreite |
Strukturelle Integrität
Dickwandige Produkte erfordern eine sorgfältige Spannungsverteilung. Ein schmales Tor trug zur Steuerung der Eintrittsgeschwindigkeit bei, was entscheidend war, um innere Hohlräume zu vermeiden, die die strukturelle Festigkeit beeinträchtigen können.
Korrelation zwischen Produktgröße und Torbreite
Bei der Konstruktion kleiner Bauteile wie kompakter Kunststoffteile spielt die Größe eine wichtige Rolle; ein breiter Anguss füllt kleine Zwischenräume schnell aus. Bei großen Bauteilen wie Autoteilen hingegen die Berücksichtigung der Angussbreite entscheidend für ein optimales Gleichgewicht zwischen Formstruktur und Materialfluss.
Diese Lektionen lehrten mich die Details der Wandstärke und zeigten mir, wie das Verständnis dieser Details die Funktionalität des Designs und die Produktionseffizienz deutlich verbessern kann. Dank dieses Wissens konnte ich Spritzgussprozesse jedes Mal erfolgreich optimieren.
Dickere Wände verringern das Risiko von Schweißspuren.FALSCH
Dickere Wände reduzieren Schweißspuren möglicherweise nicht direkt; dünnere Wände mit breiteren Toren helfen.
Produkte mit mittlerer Wandstärke weisen ausgeglichene Kühlraten auf.WAHR
Eine mittlere Wandstärke sorgt für ein ausgewogenes Verhältnis zwischen Fließfähigkeit und Kühlung und reduziert so Defekte.
Was sind häufige Fehler bei der Auswahl der Gate-Breite?
Haben Sie sich jemals gefragt, warum manche Produkte trotz sorgfältiger Planung Mängel aufweisen? Ein Grund könnte die Wahl der Angussbreite beim Spritzgießen sein. Dieses Bauteil ist von entscheidender Bedeutung.
Häufige Fehler bei der Wahl der Angussbreite entstehen, wenn Produktgröße, Wandstärke und Materialeigenschaften außer Acht gelassen werden. Eine korrekte Angussbreite fördert einen gleichmäßigen Schmelzefluss. Dadurch werden Probleme wie Verzug und unvollständige Füllungen reduziert.
Produktgröße außer Acht gelassen
Oft wird vergessen, wie sehr die Produktgröße die Wahl der Angussbreite beeinflusst. Zu Beginn meiner Karriere habe ich das bei einem kleinen Elektronikgehäuse übersehen. Die Angussbreite war zu gering, was zu ungleichmäßiger Füllung und Verzögerungen führte. Kleine Produkte mit einer Breite unter 50 mm benötigen für eine effiziente Füllung eine Angussbreite von etwa 50–100 % der Produktbreite. Mittelgroße Produkte mit einer Breite von ca. 100 mm benötigen in der Regel eine Angussbreite von 30–70 %, um einen optimalen Materialfluss und die Werkzeugkonstruktion zu gewährleisten. Große Produkte mit einer Breite über 200 mm benötigen üblicherweise eine Angussbreite von 20–50 %, um einen gleichmäßigen Schmelzfluss zu gewährleisten. Die Produktgröße spielt also eine entscheidende Rolle.
| Produktgröße | Empfohlene Torbreite |
|---|---|
| Klein (<50 mm) | 50%-100% |
| Mittel (50-200 mm) | 30%-70% |
| Groß (>200 mm) | 20%-50% |
Betrachtung der Wandstärke
Dünne Wände bereiteten mir einmal Probleme, weil ich die falsche Angussbreite gewählt hatte. Das war ein teurer Fehler. Dünne Wände (unter 1,5 mm) benötigen breitere Angüsse, etwa 40–80 % der Produktbreite, um eine gleichmäßige Füllung zu gewährleisten. Mittlere Wände (1,5–3 mm) benötigen Angussbreiten von 30–60 %, um Verzug und Schrumpfung zu vermeiden. Dicke Wände lassen sich besser mit schmaleren Angüssen (ca. 20–50 %) verarbeiten, um die Schmelzgeschwindigkeit zu regulieren und Lufteinschlüsse zu verhindern.
Materialeigenschaften ignorieren
Die Materialeigenschaften können überraschend sein, wenn man nicht aufpasst. Ich erinnere mich an die Verwendung eines dickflüssigen Polymers, bei dem ich die Angussbreite nicht angepasst hatte – die Folge waren vermeidbare Defekte. Jedes Material hat unterschiedliche Fließeigenschaften; Unkenntnis in diesem Bereich kann zu Verzug oder Schlimmerem führen.
Materielle Überlegungen6
Hochviskose Materialien benötigen aufgrund ihrer besonderen Fließeigenschaften beim Spritzgießen oft breitere Angüsse.
Fehleinschätzung der Auswirkungen der Formenkonstruktion
Die Konstruktion von Formen kann knifflig sein. Ich habe einmal mit einer komplexen Form gearbeitet und dabei festgestellt, dass präzise Angussjustierungen für eine gleichmäßige Verteilung unerlässlich sind.
Komplexe Konstruktionen erfordern eine sorgfältige Wahl der Angussbreite, um eine hohe Qualität zu gewährleisten und Fehler zu minimieren.
Faktoren der Formenkonstruktion7
Das Verständnis spezifischer Formmerkmale ist von entscheidender Bedeutung, da sie präzise Angussbreitenberechnungen erfordern, um fehlerfreie Produkte zu erzielen.
Keine Verwendung von Simulationsdaten
Simulationen verändern die Dinge grundlegend; sie zu überspringen ist kostspielig und führt zu viel Versuch und Irrtum.
Sie liefern Daten für bessere Entscheidungen bezüglich der Angussabmessungen und steigern so Effizienz und Produktqualität.
Die Einbeziehung von Simulationsdaten hilft, Angussabmessungen effektiv vorherzusagen und zu optimieren.
Wenn Sie diese häufigen Fehler vermeiden, werden Ihre Spritzgussprojekte reibungsloser ablaufen. Ihre Produkte werden die Qualitätsziele voraussichtlich konstanter erreichen – es lohnt sich also wirklich, diesen Faktoren Beachtung zu schenken.
Für kleine Produkte werden Tore benötigt, die 10 bis 30 % ihrer Breite betragen.FALSCH
Für eine ordnungsgemäße Befüllung benötigen kleine Produkte Tore, die 50 % bis 100 % ihrer Breite betragen.
Wird die Wandstärke vernachlässigt, kann dies zu inneren Hohlräumen in den Produkten führen.WAHR
Wird die Angussbreite nicht an die Wandstärke angepasst, kann dies zu Defekten wie Hohlräumen führen.
Wie können Werkzeugkonstruktionswerkzeuge bei der Optimierung der Angussbreite helfen?
Haben Sie sich jemals in einem Projekt verloren, bei dem jedes noch so kleine Detail das Endergebnis beeinflusst? Die Einstellung der Angussbreite beim Spritzgießen ist ähnlich. Sie ist ein kritischer Schritt. Präzision ist hier entscheidend.
Werkzeugkonstruktionswerkzeuge helfen durch Simulationen bei der Ermittlung der optimalen Angussbreite. Diese Simulationen zeigen den Schmelzefluss. Konstrukteure passen die Angussgrößen anschließend an, um eine optimale Füllung und weniger Defekte zu erzielen. Die Produktqualität steigt. Sie verbessert sich deutlich.
Bedeutung der Optimierung der Gatebreite
Perfekt geformte Kunststoffteile beeindrucken durch ihre Präzision. Perfektion hängt oft von etwas Einfachem ab: der Optimierung der Angussbreite. Ein optimaler Materialfluss in den Formhohlraum ist unerlässlich. Perfekter Materialfluss bedeutet fehlerfreies und unverarbeitetes Endprodukt. Ich habe einmal an einem Projekt gearbeitet, bei dem jeder Millimeter entscheidend war. Eine winzige Änderung der Angussbreite machte einen großen Unterschied. Es fühlte sich an, als hätte ich ein Geheimnis entdeckt.
| Produktgröße | Torbreite in % der Produktbreite |
|---|---|
| Klein (<50 mm) | 50% – 100% |
| Mittel (50-200 mm) | 30% – 70% |
| Groß (>200 mm) | 20% – 50% |
Rolle der Werkzeuge für die Formenkonstruktion
Werkzeugkonstruktionswerkzeuge sind wie hilfreiche Begleiter. Sie liefern Erkenntnisse, die man sonst vielleicht übersehen würde. CAD-Software und Simulationswerkzeuge zeigen, wie sich Änderungen der Angussbreite auf das Produkt auswirken. Meine erste Simulation fühlte sich an wie ein Film. Jede Szene war für die Handlung entscheidend.
Simulationseinblicke
Diese Werkzeuge liefern unschätzbare Erkenntnisse. Sie zeigen Druckverluste und Temperaturverteilungen an, die von entscheidender Bedeutung sind. Beispielsweise lassen sich bei dünnwandigen Produkten Schweißspuren durch die Anpassung der Angussbreite beseitigen. Es ist, als hätte man eine Karte direkt zum Ziel.
Fallstudien: Anwendung von Designwerkzeugen
- Kleine Produkte: Kleine Plastikkarten veranschaulichen dieses Prinzip gut. Eine Öffnungsbreite zwischen 15 und 30 mm sorgt dafür, dass ein 30 mm breites Produkt schnell und gleichmäßig befüllt wird. Diese kleine Anpassung bewirkt Großes.
- Mittelgroße Produkte: Für ein 100 mm breites Paneel kann eine Angussbreite von 30-70 mm erforderlich sein, um ein Gleichgewicht zwischen Schmelzeverteilung und Durchflussrate zu finden.
- Große Produkte: Bei Produkten mit einer Breite von über 200 mm ermitteln Simulationen eine Angussbreite, die einen optimalen Materialfluss ohne hohe Werkzeugkosten gewährleistet.
Erkundung verschiedener Werkzeuge
Bei der Suche nach Werkzeugen zur Werkzeugkonstruktion sollten Sie solche mit vielen Funktionen zur Simulation des Spritzgießprozesses wählen. Einige Werkzeuge bieten integrierte Konstruktions- und Analyselösungen<sup> 9</sup> und vereinfachen so Ihre Arbeit.
Zusätzliche Überlegungen
Bei der Wahl der Angussbreite ist die Wandstärke zu berücksichtigen. Dünnwandige Produkte benötigen breitere Angüsse für eine schnelle Abfüllung, während dickwandige Produkte besser mit schmalen Angüssen funktionieren, um die Schmelzgeschwindigkeit zu kontrollieren und Schrumpfungsmarken zu vermeiden.
Mit diesen modernen Werkzeugen lassen sich qualitativ hochwertige Produkte mit wenigen Mängeln herstellen – es ist, als wäre man ein Künstler, der die Technologie als Pinsel benutzt und in jedem Stück Präzision erschafft.
Die Angussbreite beeinflusst den Schmelzefluss in den Formhohlräumen.WAHR
Die Angussbreite steuert, wie die Schmelze in den Formhohlraum fließt und beeinflusst somit die Füllung.
Simulationstools sagen den Einfluss der Torbreite auf das Produkt voraus.WAHR
Simulationstools helfen dabei, vorherzusagen, wie sich Änderungen der Torbreite auf die Produktqualität auswirken.
Abschluss
Die Bestimmung der Angussbreite beim Spritzgießen ist entscheidend für die Produktqualität, da sie je nach Produktgröße und Wandstärke variiert. Sie gewährleistet einen effizienten Schmelzefluss und minimiert Defekte.
-
Erfahren Sie, wie sich durch eine geeignete Angussbreite Schrumpfungsmarken bei spritzgegossenen Produkten minimieren lassen. ↩
-
Entdecken Sie neue Spritzgusstechniken, die für unterschiedliche Produktgrößen geeignet sind und die Qualität verbessern. ↩
-
Nutzen Sie Rechner, um die genauen Angussgrößen für verschiedene Produktdesigns zu ermitteln. ↩
-
Erfahren Sie, warum ein breiterer Anguss bei dünnwandigen Produkten entscheidend ist, um eine gleichmäßige Hohlraumfüllung zu gewährleisten und Defekte zu reduzieren. ↩
-
Erfahren Sie, warum die Berücksichtigung der Angussbreite entscheidend für die Balance zwischen Formstruktur und Materialfluss bei großen Produkten ist. ↩
-
Erfahren Sie, wie sich unterschiedliche Materialien auf die Wahl der Angussbreite auswirken, um einen optimalen Durchfluss zu gewährleisten und Defekte zu minimieren. ↩
-
Erfahren Sie, wie die Komplexität der Werkzeugkonstruktion präzise Einstellungen der Angussbreite erfordert, um eine gleichmäßige Schmelzeverteilung zu gewährleisten. ↩
-
Entdecken Sie die besten Simulationswerkzeuge, um die Effizienz und Präzision Ihrer Formenkonstruktion zu verbessern. ↩
-
Entdecken Sie integrierte Softwarelösungen für eine optimierte Werkzeugkonstruktion und -analyse. ↩