

Das Einstellen des Einspritzdrucks ähnelt dem Lösen eines Rätsels. Jedes Stück spielt eine wichtige Rolle. Jeder Teil prägt das Endprodukt. Das Ergebnis ist von Bedeutung.
Denken Sie über das Design, die Materialeigenschaften und die Formeigenschaften des Produkts nach, um den Einspritzdruck gut zu verändern. Diese Elemente beeinflussen, wie die Schmelze in die Form gelangt. Dieser Einfluss beeinflusst die Qualität des Endprodukts. Qualität ist sehr wichtig.
Ich erinnere mich an mein erstes großes Projekt im Unternehmen. Das Design eines eleganten neuen Geräts erregte meine Aufmerksamkeit. Dabei ging es nicht nur darum, wie es aussah. Ausgewogenheit war der Schlüssel. Wandstärke, Formkomplexität und Größe waren wichtig. Dünne Wände erforderten einen höheren Druck, um kurze Schüsse zu verhindern. Größere Strukturen erforderten mehr Kraft, um die Schmelze zu bewegen. Die Materialwahl war wirklich eine Herausforderung. Hochviskose Kunststoffe benötigten mehr Leistung in den Kanälen. Auch die Form selbst spielte eine entscheidende Rolle. Jede Kurve im Angusssystem oder die Torgröße könnte alles verändern. Es könnte den Unterschied zwischen Erfolg und Misserfolg ausmachen. Jedes Detail erforderte eine sorgfältige Abstimmung für eine hohe Produktqualität.
Materialeigenschaften wirken sich auf die Anpassung des Einspritzdrucks aus.WAHR
Unterschiedliche Materialien erfordern spezifische Drücke für optimalen Durchfluss und Füllung.
Der Einspritzdruck ist für die Formeigenschaften irrelevant.FALSCH
Das Formdesign beeinflusst, wie der Druck den Fluss und die Füllung der Schmelze beeinflusst.
- 1. Wie wirkt sich die Wandstärke auf den Einspritzdruck aus?
- 2. Wie wirkt sich die Materialviskosität auf die Druckeinstellung aus?
- 3. Warum ist das Formendesign für die Bestimmung des Einspritzdrucks von entscheidender Bedeutung?
- 4. Wie wirken sich Anschnitttypen auf die Anforderungen an den Einspritzdruck aus?
- 5. Abschluss
Wie wirkt sich die Wandstärke auf den Einspritzdruck aus?
Reisen Sie in die faszinierende Welt des Kunststoffformens. Wandstärke und Einspritzdruck vollführen einen zarten Tanz miteinander.
Die Wandstärke beim Spritzgießen wirkt wie ein heimlicher Held. Sie entscheidet darüber, wie viel Druck nötig ist. Dicke Wände ermöglichen ein langsames Abkühlen des Kunststoffs mit weniger Druck. Bei dünnen Wänden ist jedoch mehr Druck erforderlich, um ungewollte Kurzschüsse zu vermeiden. Ausgewogenheit ist der Schlüssel.

Einfluss der Wandstärke auf den Einspritzdruck
Ich erinnere mich an das erste Mal, als ich während eines Projekts erfuhr, wie sich die Wandstärke auf den Einspritzdruck auswirkt. Es schien zunächst sehr einfach. Wir arbeiteten an einer glatten Kunststoffschale und ich dachte: „Wie schwer könnte das sein?“ Aber die Wandstärke erwies sich als der Schlüsselfaktor oder vielleicht das überraschende Problem.
Dickere Wände sind für die Kunststoffschmelze einfach. Sie halten die Wärme und lassen alles gut fließen. Weniger Druck funktioniert, da die Schmelze nicht so schnell gefriert. Dünne Wände sind jedoch ein Wettlauf gegen die Zeit. Sie kühlen schnell ab, sodass die Form durch höheren Druck vollständig gefüllt wird, bevor sie zu stark abkühlt.
Strukturelle Faktoren und ihre Auswirkungen
Wandstärke
- Dicke Wände: Dicke Wände fühlen sich wie eine Pause an. Ein geringerer Druck ist ausreichend, da die Abkühlung langsam erfolgt und die Schmelze dadurch gut fließen kann.
- Dünne Wände: Hier liegt die Herausforderung. Eine schnelle Abkühlung erfordert eine schnelle Befüllung mit höherem Druck, um Defekte zu verhindern.
Formkomplexität
Einmal haben wir ein Teil mit tiefen Löchern und kniffligen Stellen erstellt. Auf dem Papier schien es einfach. Ich wusste nicht, dass diese Funktionen noch mehr Herausforderungen mit sich brachten! Sie erhöhten den Widerstand gegen die Schmelze und erforderten zusätzlichen Druck. Diese Lektionen lernen Sie nur während eines Projekts.
| Besonderheit | Einfluss auf den Druck |
|---|---|
| Tiefe Löcher | Erhöht den Druck |
| Heikle Bereiche | Erhöht den Druck |
| Komplexe Formen | Ändert Flusspfade |
Materialeigenschaften
Ich denke oft darüber nach, welche Rolle die Materialstärke spielt. Manche dicken Materialien wie Polycarbonat fühlen sich an, als würde man Honig durch einen Strohhalm drücken – sie brauchen viel mehr Druck. Im Gegensatz dazu gleiten dünne Materialien leichter und mit weniger Druck.
Es ist sehr wichtig, diese Teile zu verstehen, nicht nur in der Theorie. Es ist wichtig, die richtigen Materialien auszuwählen und Einstellungen zu ändern. Das spart Kosten und erweckt meine Entwürfe reibungslos zum Leben.
Erfahren Sie mehr über die Materialeigenschaften von Kunststoffen 1 und wie sie Formprozesse beeinflussen.
Dickere Wände erfordern einen höheren Einspritzdruck.FALSCH
Dickere Wände erfordern aufgrund der langsameren Abkühlung einen geringeren Einspritzdruck.
Dünne Wände kühlen schneller ab und erfordern einen höheren Einspritzdruck.WAHR
Dünne Wände kühlen schnell ab und erfordern einen höheren Druck, um Formen zu füllen.
Wie wirkt sich die Materialviskosität auf die Druckeinstellung aus?
Manchmal wundert man sich, warum bestimmte Materialien nicht leicht fließen. Die Antwort liegt in der Viskosität. Es steuert, wie sich Materialien bewegen und beeinflusst die Druckveränderungen in der Fertigung.
Die Materialstärke spielt eine große Rolle bei der Entscheidung über den Druck, der zur Änderung der Durchflussraten erforderlich ist. Dicke Materialien wie Polycarbonat benötigen zusätzlichen Druck, da sie dem Fließen widerstehen. Dünne Materialien wie Polyethylen benötigen weniger Druck.
Viskosität und ihre Auswirkung auf den Druck
Haben Sie schon einmal versucht, an einem kühlen Morgen Honig aus einem Glas einzuschenken? Das ist Viskosität. Es zeigt, wie stark sich ein Material einer Bewegung widersetzt. In meinen frühen Tagen bei der Arbeit mit Formen habe ich gelernt, dass das Verstehen der Viskosität sich anfühlt, als würde man mit jeder Art von Material tanzen; Jeder Schritt hing davon ab, wie er fließt.
Nehmen wir zum Beispiel Polycarbonat (PC). Es hat eine hohe Viskosität. Es fühlt sich an, als würde man an einem kalten Tag versuchen, dicken Sirup einzuschenken. Um es zu formen, ist ein höherer Einspritzdruck erforderlich. Polyethylen (PE) hingegen ist wie die Zubereitung eines Smoothies an einem warmen Tag. Es ist locker und erfordert weniger Druck.
Materialtyp vs. Druckanforderungen
| Materialtyp | Viskositätsniveau | Typischer erforderlicher Druck |
|---|---|---|
| Polycarbonat (PC) | Hoch | 100-150 MPa |
| Polyethylen (PE) | Niedrig | 50-100 MPa |
Struktur- und Viskositätszusammenhang
Beim Entwerfen detaillierter oder ungewöhnlich geformter Produkte habe ich gesehen, wie die Struktur die Dinge schwierig macht. Das Befüllen eines dünnen Plastikbechers erfordert mehr Druck als ein dicker Krug, da dieser schneller abkühlt. Ich habe es erlebt.
- Wandstärke : Dicke Wände ermöglichen ein langsames Auffüllen hochviskoser Materialien und reduzieren so den Druckbedarf. Dünne Wände sind schnell.
- Formkomplexität : Das Hinzufügen tiefer Löcher oder komplexer Merkmale erhöht den Druckbedarf.
- Größe : Größere Stücke benötigen aufgrund des höheren Widerstands oft mehr Druck.
Überlegen Sie, wie diese Strukturfaktoren 2 mit der Materialviskosität interagieren, um den Einspritzdruck zu optimieren.
Einfluss der Viskosität auf andere Eigenschaften
Ich erinnere mich, dass ich vorsichtig mit hitzeempfindlichen Materialien umgegangen bin. Falscher Druck könnte sie zu stark erhitzen und ruinieren. Ich habe diese Lektion mit Polyvinylchlorid (PVC) gelernt.
- Hitzeempfindlichkeit : Hochviskose Materialien können überhitzen. Der Ausgleich von Druck und Temperatur ist sehr wichtig.
- Kristallinität : Veränderter Druck verändert die Art und Weise, wie Materialien wie Nylon Kristalle bilden, was sich auf die Zähigkeit oder Transparenz auswirkt.
Für weitere Einzelheiten zu den Eigenschaften von Kunststoffmaterialien 3 können Expertenressourcen hilfreich sein.
Praktische Anwendungen und Gedanken
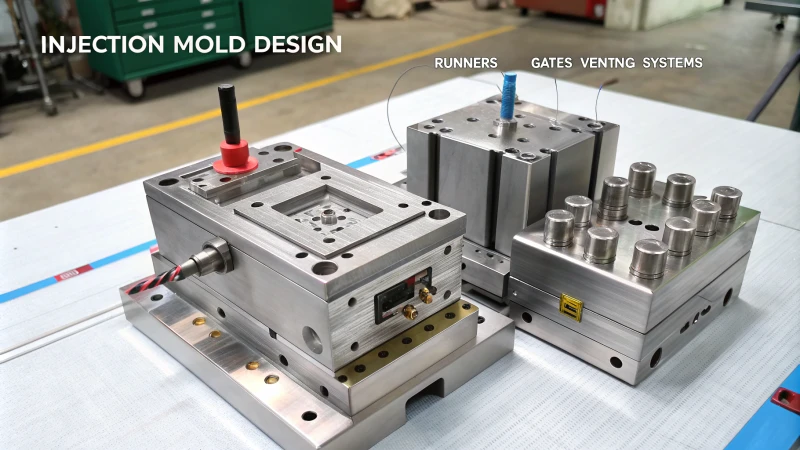
Für mich ist das Ausbalancieren des Formendesigns wie die Feinabstimmung eines Instruments. Effiziente Angusssysteme, Angussarten und eine gute Entlüftung spielen alle eine Rolle für eine erfolgreiche Fertigung.
- Läufersysteme : Gut konzipierte Läufer senken den Druckbedarf, indem sie den Widerstand verringern.
- Tortypen : Kleinere Öffnungen, wie z. B. Pin-Tore, erhöhen den Widerstand und erfordern mehr Druck.
- Entlüftung : Eine gute Entlüftung ist sehr wichtig. Es sorgt für einen einfachen Durchfluss und reduziert den Gegendruck.
Jedes Teil sollte gut mit den Formfaktoren 4 , um die besten Ergebnisse in der Produktion zu erzielen.
Hochviskose Materialien benötigen höhere Einspritzdrücke.WAHR
Hochviskose Materialien haben eine schlechte Fließfähigkeit und erfordern zum Fließen mehr Kraft.
Niedrigviskose Materialien erzeugen unter Druck mehr Scherwärme.FALSCH
Hochviskose Materialien erzeugen aufgrund des Widerstands mehr Scherwärme.
Warum ist das Formendesign für die Bestimmung des Einspritzdrucks von entscheidender Bedeutung?
Haben Sie jemals darüber nachgedacht, wie ein kleines Detail im Formenbau den gesamten Spritzgussprozess verändert?
Das Formendesign ist für die Einstellung des Einspritzdrucks sehr wichtig. Es beeinflusst, wie leicht das Material fließt. Die Größe der Läufer ist sehr wichtig. Die Anschnittarten haben großen Einfluss auf den benötigten Druck. Die Entlüftung trägt dazu bei, den Druck zu senken. All diese Faktoren entscheiden darüber, wie viel Druck das Material benötigt, um den Formhohlraum wirklich zu füllen.
Struktur von Kunststoffprodukten
Die Wandstärke von Kunststoffteilen ist wichtig. Dünne Wände benötigen einen höheren Druck, da sie schnell abkühlen. Schnelles Befüllen hilft, Probleme zu vermeiden. Dicke Wände lassen das Material leicht fließen und erfordern weniger Druck. Selbst kleine Details sind wichtig.
Ebenso sind auch komplexe Formen Projekte mit schwierigen Designs, wie tiefe Löcher und viele Anschnitte, benötigen mehr Druck, weil sie der Strömung widerstehen. Diese Entwürfe sind schwierig, bieten aber auch die Möglichkeit, kreativ zu sein und Probleme zu lösen.
Eigenschaften von Kunststoffmaterialien
die Viskosität eines Materials zu kennen . Dicke Kunststoffe wie Polycarbonat stellen eine Herausforderung dar und erfordern mehr Druck, um durch Formen zu fließen. Ich habe verschiedene Materialien ausprobiert und festgestellt, dass sich jedes anders verhält.
Hitzeempfindlichkeit hält mich wachsam. Manche Kunststoffe müssen vorsichtig behandelt werden, damit sie nicht zerfallen. Das ist so, als würde man die Druck- und Wärmeeinstellungen sorgfältig ausgleichen.
Schimmelfaktoren
Das Design des Läufersystems ist sehr wichtig. Ein guter Läufer senkt den erforderlichen Druck erheblich. Ich erinnere mich an ein Projekt, bei dem die Änderung der Angusskanalgröße den Durchfluss erheblich verbesserte.
Auch Tortyp und -größe spielen eine Rolle; Größere Tore benötigen weniger Druck. Diese Veränderungen bringen „Aha!“ Momente im Formenbau.
Aufpralltisch vom Tortyp
| Tortyp | Erforderlicher Druck |
|---|---|
| Pin-Tor | Hoch |
| Seitentor | Medium |
| Latentes Tor | Niedrig |
Auch Entlüftungssysteme sind von entscheidender Bedeutung, da sie Luft entweichen lassen, den Gegendruck senken und den Injektionsprozess erleichtern.
Rolle der Materialauswahl
Die Wahl des richtigen Materials ist wie die Suche nach der perfekten Ergänzung zu Ihrem Design. Materialmerkmale wie Kristallinität 5 funktionieren am besten mit präzisem Druck während des Formens. Dies wirkt sich darauf aus, wie hart und klar ein Produkt ist. Das Zusammenwirken von Materialeigenschaften und Formdesign trägt dazu bei, qualitativ hochwertige Ergebnisse zu erzielen.
Durch das Verständnis dieser Dinge und die Nutzung von Erkenntnissen aus Kunststoffmaterialien 6 konnte ich Formenkonfigurationen ausbalancieren, um die Produktqualität zu verbessern und gleichzeitig die Kosten unter Kontrolle zu halten. Es geht darum, die perfekte Balance zu finden, bei der Design und Produktion gut zusammenarbeiten.
Dünne Wände erfordern einen höheren Einspritzdruck.WAHR
Dünne Wände kühlen schnell ab, wodurch der Widerstand zunimmt und mehr Druck erforderlich ist.
Größere Anschnitte erhöhen den Einspritzdruck.FALSCH
Größere Tore verringern den Strömungswiderstand und verringern den erforderlichen Druck.
Wie wirken sich Anschnitttypen auf die Anforderungen an den Einspritzdruck aus?
Haben Sie jemals darüber nachgedacht, wie kleine Aspekte des Spritzgießens die Dinge stark verändern könnten? Anschnitttypen beeinflussen, wie viel Druck während der Injektion verwendet wird.
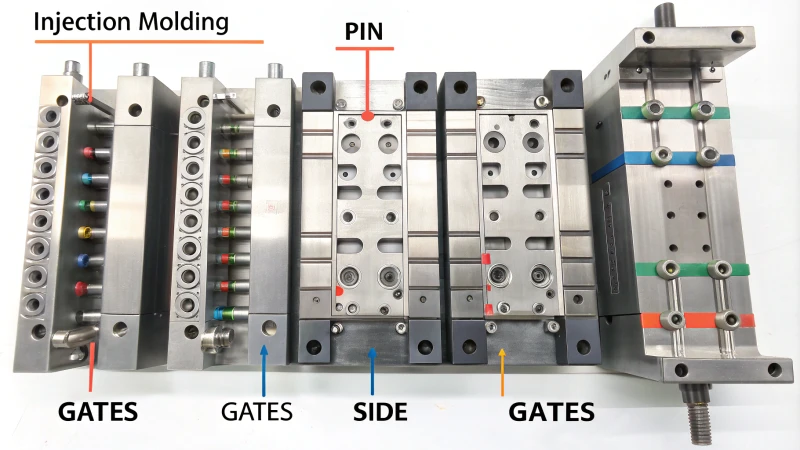
Anschnitttypen verändern den Einspritzdruck durch Änderung des Strömungswiderstands. Stifttore benötigen oft höhere Drücke. Ihre Öffnungen sind klein. Seitentore verbrauchen möglicherweise weniger Druck. Das Design und die Größe des Angusses haben großen Einfluss auf den gesamten Einspritzdruck. Besonders gern.
Gate-Typen und ihren Einfluss verstehen
Ich erinnere mich, als ich anfing, etwas über Formenbau zu lernen. Die Welt der Tortypen schien sehr komplex. Es war überraschend zu erkennen, wie kleine Elemente die Dinge erheblich verändern können. Beispielsweise haben Stecktore Diese erhöhen den Strömungswiderstand deutlich und erfordern mehr Druck, um die Form richtig zu füllen.
Andererseits Seitentore oft größere Öffnungen. Es entsteht ein geringerer Widerstand, was geringere Einspritzdrücke bedeutet. Dieses Wissen hat die Art und Weise, wie ich die Produktionseffizienz verbessert habe, wirklich verändert.
Die Rolle der Torgröße und -form
Die Größe des Tors hat großen Einfluss auf den Druckbedarf. Größere Anschnitte lassen die Schmelze leichter fließen, sodass weniger Druck erforderlich ist. Ich habe in einem Projekt Pin- und Side-Gates verglichen und eine einfache Tabelle erstellt, um sie besser zu verstehen:
| Tortyp | Typische Größe | Einfluss des Einspritzdrucks |
|---|---|---|
| Pin-Tor | Klein (0,5–1 mm) | Aufgrund des Widerstands höher |
| Seitentor | Größer (>1mm) | Niedriger, weniger Widerstand |
Strukturelle und materielle Überlegungen
- Wandstärke : Produkte mit dicken Wänden lassen die Schmelze leicht fließen. Dünne Wände kühlen schnell ab und erfordern höhere Drücke. Mir ist aufgefallen, dass dünnwandige Produkte manchmal 30–50 MPa mehr Druck benötigen als dicke.
- Materialviskosität : Einige Materialien, wie z. B. Polycarbonat, haben eine sehr hohe Viskosität. Sie benötigen viel Druck, um den Strömungswiderstand zu überwinden.
- Formdesign : Die Details im Formdesign steuern den Druckbedarf. Komplexe Strukturen mit vielen Anschnitten erfordern ausgewogene Drücke für einen reibungslosen Durchfluss.
Für tiefere Einblicke sehen Sie sich verschiedene Spritzgusstechniken an 7 .
Praktische Einblicke
Das Verständnis der Anschnitttypen und ihrer Auswirkungen auf den Druck verbessert die Herstellungsprozesse erheblich. Die Anpassung von Torgrößen oder -typen hat dazu beigetragen, dass Projekte ihre Effizienz steigern und viel Geld sparen konnten. Die sorgfältige Analyse dieser Variablen führt zu qualitativ hochwertigen und sehr kostengünstigen Ergebnissen.
Wenn Sie mehr zu diesem Thema erfahren möchten, sollten Sie die Erforschung fortschrittlicher Formenbaustrategien 8 .
Stiftanschnitte erfordern einen höheren Einspritzdruck.WAHR
Stifttore haben kleine Öffnungen, wodurch der Strömungswiderstand und der Druck erhöht werden.
Seitenanschnitte erhöhen den Einspritzdruckbedarf.FALSCH
Seitentore haben größere Öffnungen, wodurch Widerstand und Druck verringert werden.
Abschluss
Die Anpassung des Einspritzdrucks beim Formen erfordert eine sorgfältige Berücksichtigung des Produktdesigns, der Materialeigenschaften, der Wandstärke und der Formeigenschaften, um qualitativ hochwertige Ergebnisse sicherzustellen.
-
Erhalten Sie Einblicke in den Einfluss verschiedener Kunststoffmaterialien auf den Spritzgussprozess und die erforderlichen Drücke. ↩
-
Entdecken Sie, wie sich unterschiedliche Strukturmerkmale auf den Druck und die Effizienz des Spritzgießens auswirken. ↩
-
Erfahren Sie, wie Materialeigenschaften Formprozesse und -ergebnisse beeinflussen. ↩
-
Verstehen Sie, wie die Wahl des Formdesigns die erforderlichen Einspritzdrücke anpassen kann. ↩
-
Die Untersuchung der Materialeigenschaften hilft dabei, deren Einfluss auf Formprozesse zu verstehen, insbesondere hinsichtlich der Druckeinstellungen. ↩
-
Das Verständnis von Entlüftungssystemen wird ihre Rolle bei der Reduzierung des Einspritzdrucks durch Verbesserung des Luftstroms hervorheben. ↩
-
Entdecken Sie verschiedene Techniken zur Optimierung von Formenkonstruktionen basierend auf Anschnitttypen und steigern Sie so die Effizienz. ↩
-
Erhalten Sie Einblicke in modernste Strategien zur Anpassung von Formenkonstruktionen entsprechend den Auswirkungen des Angusstyps. ↩






