

Haben Sie jemals den Nervenkitzel gespürt, mit Ihren eigenen Händen Perfektion zu formen?
Durch die Optimierung des Materialflusses, die präzise Temperaturregelung und die Auswahl geeigneter Materialien lassen sich effektive Dünnwand-Spritzgießformen entwickeln, um eine gleichmäßige Wandstärke zu gewährleisten und Defekte wie Verzug oder Schrumpfung zu reduzieren – für eine qualitativ hochwertige Großserienproduktion.
Ich erinnere mich noch gut an meine ersten Versuche mit Dünnwand-Spritzguss. Es fühlte sich an, als würde man mit verbundenen Augen ein Meisterwerk erschaffen wollen. Es hat etwas Faszinierendes, die Grenzen von Material und Design auszuloten. Doch ich lernte schnell, dass das Verständnis der Grundlagen nur der Anfang ist. Die Anwendung fortgeschrittener Techniken und das Lernen von erfahrenen Experten haben meine Herangehensweise grundlegend verändert. Auf diesem Weg war jeder Tipp und jede Strategie ein Schritt hin zu höchster Fertigungsqualität. Tauchen Sie mit mir tiefer ein und entdecken Sie diese wertvollen Erkenntnisse, die Ihren Prozess optimieren und Ihre Ergebnisse verbessern können.
Präzise Temperaturregelung reduziert Verformungen bei dünnwandigen Formteilen.WAHR
Durch die präzise Temperaturregelung wird eine gleichmäßige Kühlung gewährleistet und Verformungen werden reduziert.
Die Optimierung des Materialflusses ist für die Werkzeugkonstruktion irrelevant.FALSCH
Die Optimierung des Materialflusses ist entscheidend für eine gleichmäßige Wandstärke in Formen.
- 1. Was sind die wichtigsten Konstruktionsprinzipien für dünnwandige Formteile?
- 2. Wie beeinflusst die Materialauswahl die Werkzeugleistung?
- 3. Welche Kühltechniken eignen sich am besten für dünnwandige Formen?
- 4. Welche häufigen Mängel treten bei dünnwandigen Formteilen auf und wie lassen sie sich vermeiden?
- 5. Warum ist eine gleichmäßige Wandstärke bei Dünnwandprofilen so wichtig?
- 6. Abschluss
Was sind die wichtigsten Konstruktionsprinzipien für dünnwandige Formteile?
Die Kunst des Dünnwand-Formenschneidens zu beherrschen ist wie das Kreieren des perfekten Rezepts – es geht darum, die Zutaten und den Prozess zu verstehen.
Zu den wichtigsten Konstruktionsprinzipien für Dünnwandformteile gehören die Optimierung der Wandstärke, die Sicherstellung der Gleichmäßigkeit, die Auswahl geeigneter Materialien und die Verwendung geeigneter Entformungsschrägen, um die Herstellbarkeit zu verbessern, Defekte zu minimieren und die strukturelle Integrität des Produkts zu erhöhen.

Wanddickenoptimierung verstehen
Ich erinnere mich an mein erstes Projekt mit dünnwandigen Leisten. Ich war etwas nervös, denn es fühlte sich an wie ein Drahtseilakt – die Stabilität zu wahren und gleichzeitig jedes unnötige Gramm Material einzusparen. Die Wandstärke dünnwandiger Leisten Durch Reduzierung der Wandstärke lassen sich Materialkosten sparen, allerdings muss der Anpressdruck und die Abkühlzeiten möglicherweise feinjustiert werden, ähnlich wie bei der Ofentemperatur für ein zartes Soufflé.
Sicherstellung einer gleichmäßigen Wandverteilung
Gleichmäßigkeit ist entscheidend; das erinnert mich an meine ersten Backversuche. Wenn der Teig nicht gleichmäßig geknetet wird, erhält man ein ungleichmäßiges Brot. Dasselbe Prinzip gilt hier: Eine gleichmäßige Wandstärke verhindert Verformungen und Einsinken beim Abkühlen. Konstrukteure müssen daher auf eine konstante Wandstärke achten, um Spannungsspitzen zu minimieren. CAD- so Spannungsspitzen mithilfe von Simulationswerkzeugen .
Auswahl geeigneter Materialien
Die Wahl des richtigen Materials für Dünnwandprofile ist wie die Auswahl der richtigen Zutaten für das Lieblingsgericht. Polycarbonat und ABS sind beispielsweise aufgrund ihrer Festigkeit und Flexibilität oft meine erste Wahl. Sie erinnern mich an die Verwendung hochwertiger Schokolade beim Backen – unerlässlich für beste Ergebnisse. Bei der Materialauswahl berücksichtige ich stets die Wärmeausdehnung und das Schrumpfverhalten, um die Dimensionsstabilität zu gewährleisten.
| Material | Eigenschaften | Anwendungen |
|---|---|---|
| Polycarbonat | Hohe Schlagfestigkeit | Elektrische Komponenten |
| ABS | Gute Festigkeit und Steifigkeit | Autoteile |
Einbeziehung der richtigen Entformungswinkel
Entformungsschrägen sind wie das Einfetten einer Kuchenform – sie sorgen dafür, dass sich die Teile problemlos aus der Form lösen lassen. Eine typische Entformungsschräge liegt zwischen 1 und 2 Grad. Ohne sie kann es zu Oberflächenfehlern oder erhöhtem Formverschleiß kommen, ähnlich wie bei einem hartnäckigen Kuchen, der sich nicht aus der Form lösen lässt.
Kühlzeiten und -techniken steuern
Effiziente Kühltechniken sind unerlässlich, vergleichbar mit dem Abkühlenlassen eines Kuchens vor dem Glasieren. Schnelle Kühlsysteme und konturnahe Kühlkanäle beugen Verformungen vor, verkürzen die Zykluszeiten und erhalten gleichzeitig die Qualität. Die Optimierung des Kühlkanaldesigns³ ist für die Effizienz entscheidend.
Nutzung fortschrittlicher Formenkonstruktionstechniken
Fortschrittliche Werkzeugkonstruktionstechniken, wie Heißkanalsysteme und Präzisionsbearbeitung, erinnern mich an die Verwendung erstklassiger Küchengeräte – sie ermöglichen eine bessere Kontrolle über Materialfluss und Temperatur, reduzieren Defekte und verbessern die Teilequalität.
Das Verständnis dieser Prinzipien war für mich von entscheidender Bedeutung. Es ist wie die Beherrschung eines komplexen Gerichts – sobald man die Techniken kennt, kann man zuverlässige, kostengünstige dünnwandige Bauteile herstellen, die gut aussehen und noch besser funktionieren.
Die optimale Wandstärke liegt zwischen 0,5 mm und 2 mm.WAHR
Für dünnwandige Leisten ist typischerweise eine Wandstärke innerhalb dieses Bereichs erforderlich.
Polycarbonat ist für dünnwandige Formteile ungeeignet.FALSCH
Polycarbonat wird aufgrund seiner Festigkeit und Flexibilität häufig verwendet.
Wie beeinflusst die Materialauswahl die Werkzeugleistung?
Haben Sie sich jemals gefragt, wie die Wahl des Materials die Leistung Ihrer Form maßgeblich beeinflussen kann?
Die Materialauswahl beeinflusst die Werkzeugleistung, indem sie die Wärmeleitfähigkeit, die Verschleißfestigkeit und die Qualität des Endprodukts verändert. Die Wahl der richtigen Materialien erhöht die Lebensdauer und Effizienz des Werkzeugs, was für ein erfolgreiches Spritzgießen entscheidend ist.
Materialeigenschaften verstehen
gut an meine Anfänge mit Formen – die schiere Materialvielfalt war überwältigend. Jedes Material schien seine ganz eigenen Eigenschaften zu haben. Nehmen wir die Wärmeleitfähigkeit . Sie ist entscheidend für kürzere Zykluszeiten, denn Materialien mit guter Wärmeleitfähigkeit kühlen schneller ab. Das beschleunigt nicht nur die Produktion, sondern senkt auch den Energieverbrauch.
Verschleißfestigkeit ist ein weiterer entscheidender Faktor. Ich habe schmerzlich erfahren müssen, dass die Verwendung des falschen Materials häufige Formwechsel nach sich ziehen kann – ein teurer Fehler. Deshalb bevorzuge ich gehärteten Stahl oder Titan; sie halten dem Druck stand, ohne schnell zu verschleißen.
Ausgewogenheit zwischen Kosten und Leistung
Natürlich geht es nicht nur darum, das widerstandsfähigste Material zu finden. Budgetbeschränkungen sind für mich Alltag. Es ist ein ständiges Abwägen zwischen Kosten und Leistung. Hochwertige Materialien mögen zwar verlockend erscheinen, doch ihre Preise sprechen oft eine andere Sprache. Daher ist eine klassische Kosten -Nutzen-Analyse meine bevorzugte Strategie. Sie hilft mir herauszufinden, ob sich eine Investition jetzt langfristig auszahlt.
| Materialart | Wärmeleitfähigkeit | Verschleißfestigkeit | Kosten |
|---|---|---|---|
| Aluminium | Hoch | Mäßig | Mäßig |
| Gehärteter Stahl | Mäßig | Hoch | Hoch |
| Titan | Mäßig | Sehr hoch | Sehr hoch |
Anwendungsspezifische Überlegungen
Hinzu kommt der Aspekt der anwendungsspezifischen Anforderungen. Die Entwicklung von Automobilteilen im Vergleich zu Unterhaltungselektronik ist wie der Vergleich von Äpfeln mit Birnen. Automobilkomponenten benötigen Materialien, die hohen Temperaturen und Drücken standhalten, während Unterhaltungselektronik oft Materialien erfordert, die filigrane Details und eine glatte Oberfläche ermöglichen.
Ich versuche, stets über Branchentrends und bahnbrechende Entwicklungen in der Materialwissenschaft informiert zu sein. Es ist wie eine endlose Schatzsuche nach neuen Materialien mit besseren Leistungseigenschaften. Dank dieser Erkenntnisse sind meine Konstruktionen nicht nur auf dem neuesten Stand, sondern auch zukunftssicher und entsprechen den sich wandelnden Standards und Innovationen.
Indem ich verstehe, wie sich die Materialauswahl auf die Leistung der Form auswirkt, kann ich meine Konstruktionen im Hinblick auf höhere Effizienz und Langlebigkeit optimieren und so eine erstklassige Qualität in der Produktion gewährleisten.
Eine hohe Wärmeleitfähigkeit verkürzt die Zykluszeiten.WAHR
Materialien mit hoher Wärmeleitfähigkeit leiten Wärme effizient ab und beschleunigen so die Abkühlung.
Titan ist das billigste Material für Gussformen.FALSCH
Titan ist im Vergleich zu anderen Materialien wie Aluminium sehr teuer.
Welche Kühltechniken eignen sich am besten für dünnwandige Formen?
Haben Sie sich jemals gefragt, wie Sie Ihre dünnwandigen Formen kühl halten und Ihre Produktionslinie reibungslos am Laufen halten können? Tauchen Sie ein und entdecken Sie Techniken, die Ihre Arbeitsweise verändern könnten!
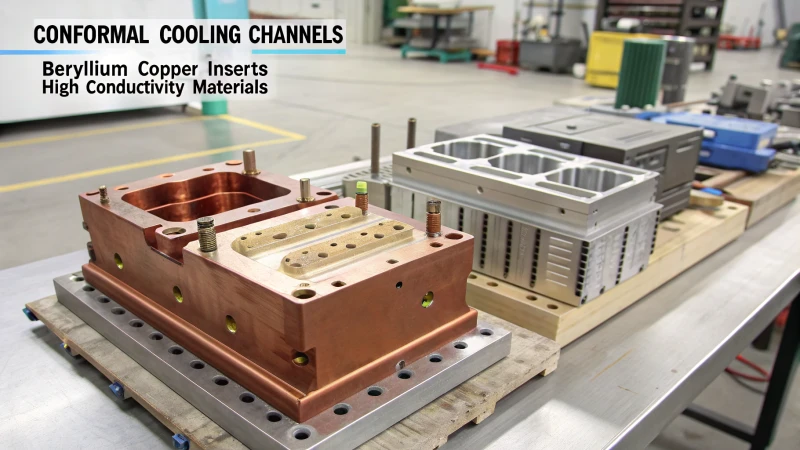
Die besten Kühltechniken für dünnwandige Formen sind die konturnahe Kühlung, Einsätze aus Berylliumkupfer und die Verwendung von Materialien mit hoher Wärmeleitfähigkeit, wodurch die Wärmeableitung verbessert, die Zykluszeiten verkürzt und die Teilequalität erhöht werden.
Herausforderungen beim Dünnwand-Formenbau verstehen
Ich erinnere mich noch gut an das erste Mal, als ich eine Dünnwandform konstruieren musste. Es war, als würde man im Dunkeln einen Zauberwürfel lösen. Dünnwandformen erfordern eine effiziente Kühlung, um Fehler wie Verzug oder unvollständige Füllung zu vermeiden. Hier die konturnahen Kühlkanäle mit sechs Kanälen zum Einsatz. Sie sind auf die Geometrie der Form zugeschnitten und bieten eine überlegene Wärmeübertragung, minimieren die Zykluszeiten und verbessern die Teilekonsistenz.
Konforme Kühlkanäle
Die konturnahe Kühlung faszinierte mich, da dabei speziell geformte Kanäle nahe der Formoberfläche erzeugt werden. Diese folgen den Konturen des Bauteils und gewährleisten so eine gleichmäßige Temperaturverteilung. Diese Technik war für mich ein Wendepunkt, insbesondere bei komplexen Formen, bei denen die herkömmliche geradlinige Kühlung versagte.
| Vorteile | Herausforderungen |
|---|---|
| Verbesserte Wärmeübertragung | Höhere Anfangskosten |
| Verkürzte Zykluszeit | Erfordert hochentwickelte Werkzeuge |
Berylliumkupfer-Einsätze
Ein Kollege von mir scherzte einmal, dass die Verwendung aus Berylliumkupfer 7 wie ein Turboknopf für die Form sei. Diese Einsätze verbessern die Wärmeleitfähigkeit, leiten Wärme schnell ab und reduzieren Hotspots, die zu Defekten führen könnten. Sie eignen sich ideal für Bereiche, die eine schnelle Kühlung erfordern oder komplexe Strukturen aufweisen.
Hochleitfähige Materialien
Die Verwendung von Materialien mit hoher Wärmeleitfähigkeit, wie beispielsweise Aluminium, ist eine weitere Strategie, auf die ich gesetzt habe. Diese Materialien leiten die Wärme effizient ab und ergänzen so andere Kühlstrategien, um eine gleichmäßige Temperaturverteilung auf der Formoberfläche zu gewährleisten.
Aktive Kühlsysteme
Der Einsatz aktiver Kühlsysteme wie Wasser- oder Luftdüsen kann sich als entscheidender Vorteil erweisen. Sie beschleunigen den Kühlprozess zusätzlich, was für die Einhaltung enger Toleranzen und die Gewährleistung hochwertiger Oberflächen bei dünnwandigen Bauteilen unerlässlich ist.
Zusammenfassungstabelle
| Technik | Hauptvorteil | Ideale Anwendung |
|---|---|---|
| Konforme Kühlung | Gleichmäßige Temperaturverteilung | Komplexe Geometrien |
| Berylliumkupfer-Einsätze | Schnelle Wärmeableitung | Bereiche mit schnellem Kühlbedarf |
| Hochleitfähige Materialien | Effiziente Wärmeableitung | Allgemeine Schimmeloberflächen |
Im Laufe der Jahre habe ich gelernt, dass die Kombination dieser Techniken die Effizienz und Qualität des Dünnwandformprozesses deutlich verbessern kann . Die Fortschritte in der Werkzeugtechnologie beeindrucken mich immer wieder und versprechen weitere Verbesserungen in diesen Bereichen.
Durch das Verständnis und die Anwendung der richtigen Kühltechniken können wir als Konstrukteure und Hersteller optimale Ergebnisse bei Dünnwand-Spritzgießverfahren erzielen und so qualitativ hochwertige Produkte bei reduzierten Produktionszeiten gewährleisten. Und glauben Sie mir, es gibt nichts Schöneres, als zu sehen, wie eine perfekt gekühlte Form einwandfrei funktioniert.
Die konturnahe Kühlung verkürzt die Zykluszeiten beim Dünnwandformen.WAHR
Konforme Kühlkanäle verbessern den Wärmeaustausch und minimieren so die Zykluszeiten.
Einsätze aus Berylliumkupfer sind für alle Formtypen kostengünstig.FALSCH
Berylliumkupfer-Einsätze sind zwar effektiv, haben aber höhere Anschaffungskosten.
Welche häufigen Mängel treten bei dünnwandigen Formteilen auf und wie lassen sie sich vermeiden?
Jedes Mal, wenn ich mit dünnwandigen Leisten arbeite, wird mir bewusst, wie selbst kleinste Unebenheiten wie riesige Hürden wirken können. Doch mit etwas Know-how lassen sie sich problemlos bewältigen.
Häufige Fehler beim Dünnwandformen, wie Verzug, Verbrennungen und innere Risse, können durch eine optimierte Werkzeugkonstruktion, eine präzise Steuerung der Prozessparameter und die Auswahl geeigneter Materialien vermieden werden.

Dünnwandige Formteile verstehen
Als ich mich zum ersten Mal mit dem Dünnwandspritzgießen beschäftigte, fühlte es sich an wie ein filigraner Tanz. Bei diesem Verfahren geht es darum, Teile herzustellen, die dünner sind als mit herkömmlichen Methoden. Es ist besonders in Branchen wie der Elektronik- und Automobilindustrie beliebt, wo jedes Gramm zählt.
Häufige Fehler bei dünnwandigen Formteilen
-
Verzug : Ich erinnere mich an die Frustration, wenn sich ein Teil verzog und nicht richtig saß. Das passiert oft aufgrund ungleichmäßiger Abkühlung oder Restspannungen im Material. Um Verzug zu vermeiden, achte ich auf gleichmäßige Abkühlung, indem ich die Formtemperatur anpasse und hochwertige Materialien verwende.
-
Verbrennungsspuren : Diese lästigen dunklen Streifen können unerwartet auftreten und werden oft durch Lufteinschlüsse oder zu hohe Temperaturen verursacht. Ich habe festgestellt, dass sich diese unschönen Spuren durch Anpassen der Einspritzgeschwindigkeit und Verbessern der Entlüftung deutlich reduzieren lassen.
-
Innere Risse : Sie sind ein Albtraum und entstehen oft durch zu hohen Injektionsdruck oder unzureichende Materialtrocknung. Meine Vorgehensweise? Die Materialien gründlich trocknen und den Druck sorgfältig anpassen, um Risse zu vermeiden.
| Fehlertyp | Ursache | Lösung |
|---|---|---|
| Verwerfung | Ungleichmäßige Kühlung | Optimieren Sie die Formtemperatur |
| Brandmale | Eingeschlossene Luft/Hohe Temperatur | Einspritzgeschwindigkeit anpassen, Entlüftung verbessern |
| Innere Risse | Hoher Druck/Unzureichende Trocknung | Richtiges Trocknen, Einspritzdrücke anpassen |
Materialauswahl9
Die Wahl des richtigen Materials ist wie die Auswahl des perfekten Werkzeugs für eine Aufgabe – sie ist entscheidend, um Fehler zu vermeiden. Materialien mit gleichbleibenden Eigenschaften und hervorragenden Fließeigenschaften machen bei Dünnwandformteilen den entscheidenden Unterschied. Die Auseinandersetzung mit geeigneten Materialien kann den Erfolg Ihres Projekts maßgeblich beeinflussen.
Prozessoptimierung11
Die Feinabstimmung von Prozessparametern wie Temperatur, Druck und Geschwindigkeit ist der spannendste Teil. Ich nutze häufig Simulationstools, um verschiedene Szenarien zu testen, bevor ich in die eigentliche Produktion gehe. Das ist ein echter Wendepunkt; Sie sollten sich eingehender mit Prozessoptimierung 12) .
Überlegungen zur Formenkonstruktion13
Eine gut konstruierte Form ist wie ein zuverlässiger Partner, um Fehler zu vermeiden. Sie sollte eine gleichmäßige Kühlung gewährleisten und über ausreichende Belüftung verfügen, um Verbrennungen und Verformungen vorzubeugen. Entdecken Sie die 14 die Formenkonstruktion und optimieren Sie Ihre Dünnwandformteile.
Auf unserem kontinuierlichen Weg zur Herstellung hochwertiger Produkte ist es entscheidend, die Ursache jedes Fehlers zu verstehen. Ob durch Designoptimierung, sorgfältige Materialauswahl oder präzise Prozesskontrolle – jeder Schritt stärkt die Produktintegrität und reduziert Ausschuss und steigert so letztendlich die Effizienz unserer Fertigungsprozesse.
Verformung entsteht durch ungleichmäßige Abkühlung in dünnwandigen Formteilen.WAHR
Ungleichmäßige Abkühlung führt zu Eigenspannungen und damit zu Verzug.
Durch Erhöhung der Einspritzgeschwindigkeit werden Brandspuren beseitigt.FALSCH
Durch Reduzierung der Einspritzgeschwindigkeit und Verbesserung der Entlüftung lassen sich Brandspuren vermeiden.
Warum ist eine gleichmäßige Wandstärke bei Dünnwandprofilen so wichtig?
Ich erinnere mich noch gut an den Moment, als mir zum ersten Mal bewusst wurde, wie entscheidend eine gleichmäßige Wandstärke beim Formenbau ist. Das war ein echter Aha-Moment, der alles veränderte.
Eine gleichmäßige Wandstärke bei Dünnwandformteilen beugt Materialfehlern vor, gewährleistet einen reibungslosen Materialfluss und erhält die strukturelle Integrität aufrecht. Dies steigert die Produktionseffizienz und -qualität durch weniger Abfall und schnellere Zykluszeiten.

Die Rolle einer gleichmäßigen Wandstärke bei der Qualitätskontrolle
Ich erinnere mich an ein Projekt, bei dem selbst geringste Abweichungen in der Wandstärke zu unerwartetem Verzug führten. Das war eine schmerzhafte Lektion, die aber verdeutlichte, wie wichtig Gleichmäßigkeit ist. Fehler wie Verzug und Einfallstellen , wenn dickere Bereiche langsamer abkühlen als dünnere, wodurch innere Spannungen entstehen.
Materialfluss und strukturelle Integrität
Bei einem anderen Projekt stellte ich fest, wie ungleichmäßige Wandstärken den Materialfluss beim Spritzgießen beeinträchtigten. Das Produkt wies Schwachstellen auf, da bestimmte Bereiche vorzeitig abkühlten. Eine gleichmäßige Wandstärke trägt zur Erhaltung der strukturellen Integrität , indem sie eine gleichmäßige Abkühlung und Verfestigung des Endprodukts fördert.
Effizienz in Produktionsprozessen
Eine gleichmäßige Wandstärke verbessert nicht nur die Qualität, sondern steigert auch die Effizienz. Ich konnte die Zykluszeiten einmal deutlich verkürzen, indem ich einfach eine gleichbleibende Wandstärke beibehielt. Weniger Ausschuss und eine schnellere Produktion wurden zum neuen Standard. So funktioniert es im Detail:
| Vorteile | Erläuterung |
|---|---|
| Verkürzte Zykluszeit | Eine gleichmäßige Kühlung beschleunigt den Prozess |
| Materialeffizienz | Weniger Abfall durch gleichmäßigen Durchfluss |
| Kosteneffizienz | Niedrigere Fehlerraten bedeuten weniger Ausschuss |
Gestaltungsüberlegungen
In meinem Konstruktionsprozess hat die gleichmäßige Wandstärke stets oberste Priorität. Ich nutze CAD- Tools, um potenzielle Probleme frühzeitig und so Zeit und Ressourcen zu sparen. Es geht darum, Probleme von vornherein zu vermeiden und eine reibungslose Produktion in jeder Phase sicherzustellen.
Eine gleichmäßige Wandstärke verhindert Verformungen bei dünnwandigen Formteilen.WAHR
Eine gleichmäßige Wandstärke gewährleistet eine gleichmäßige Kühlung und reduziert so innere Spannungen.
Uneinheitliche Wandstärken beschleunigen die Produktionszykluszeit.FALSCH
Inkonsistenzen verursachen ungleichmäßige Kühlung, was die Zykluszeit verlängert und zu Defekten führt.
Abschluss
Für eine effektive Werkzeugkonstruktion beim Dünnwand-Spritzgießen ist es erforderlich, den Materialfluss zu optimieren, eine gleichmäßige Wandstärke zu gewährleisten und fortschrittliche Kühltechniken einzusetzen, um die Qualität zu verbessern und Defekte zu reduzieren.
-
Erfahren Sie, wie sich die Anpassung der Wandstärke auf die Kosten und die Produktionseffizienz bei Dünnwand-Formverfahren auswirkt. ↩
-
Lernen Sie Simulationswerkzeuge kennen, die dabei helfen, potenzielle Schwächen in der Wanddickenverteilung während der Entwurfsphase zu erkennen. ↩
-
Entdecken Sie innovative Kühlkanaldesigns, die die Zykluszeiten verbessern und die Produktqualität beim Spritzgießen erhalten. ↩
-
Erfahren Sie, wie sich die Wärmeleitfähigkeit auf die Effizienz der Formgebung und die Abkühlzeiten auswirkt. ↩
-
Entdecken Sie Techniken zur Bewertung der wirtschaftlichen Machbarkeit verschiedener Materialien. ↩
-
Erfahren Sie, wie konturnahe Kühlkanäle die Kühlleistung in komplexen Formgeometrien optimieren. ↩
-
Erfahren Sie, warum Berylliumkupfer-Einsätze aufgrund ihrer hervorragenden Wärmeleitfähigkeit so beliebt sind. ↩
-
Gewinnen Sie Einblicke in fortschrittliche Techniken zur Verbesserung der Effizienz beim Dünnwandformen. ↩
-
Die Suche nach den besten Materialien verbessert das Verständnis ihrer Eigenschaften und trägt zur Vermeidung von Fehlern bei. ↩
-
Die Suche nach den besten Materialien verbessert das Verständnis ihrer Eigenschaften und trägt zur Vermeidung von Fehlern bei. ↩
-
Die Erforschung von Optimierungstechniken kann zu einer verbesserten Effizienz und Qualität beim Formenbau führen. ↩
-
Die Erforschung von Optimierungstechniken kann zu einer verbesserten Effizienz und Qualität beim Formenbau führen. ↩
-
Das Erlernen von Designtipps hilft dabei, Formen zu erstellen, die Defekte effektiv minimieren. ↩
-
Das Erlernen von Designtipps hilft dabei, Formen zu erstellen, die Defekte effektiv minimieren. ↩
-
Lernen Sie häufige Fehler wie Einfallstellen beim Spritzgießen kennen und erfahren Sie, wie diese die Produktqualität beeinträchtigen. ↩
-
Erfahren Sie, warum die Erhaltung der strukturellen Integrität für die Langlebigkeit und Zuverlässigkeit von Formteilen von entscheidender Bedeutung ist. ↩
-
Erfahren Sie, wie CAD-Tools Designern wie Jacky helfen, Designherausforderungen vorherzusehen und effektiv zu bewältigen. ↩






