

Die Wahl des richtigen Angusskanals beim Spritzgießen ist vergleichbar mit der Suche nach dem idealen Schlüssel, der die Tür zu perfekten Kunststoffteilen öffnet.
Die Wahl des optimalen Angusskanals beeinflusst die Fließeigenschaften des Kunststoffs. Hochviskose Kunststoffe eignen sich gut für Stiftangüsse. Niedrigviskose Materialien lassen sich besser mit Seiten- oder Fächerangüssen verarbeiten. Produktform und -größe spielen eine wichtige Rolle. Auch Qualitätsanforderungen beeinflussen die Entscheidung. Die Fließdynamik und die Produktintegrität verändern sich je nach Angusskanal.
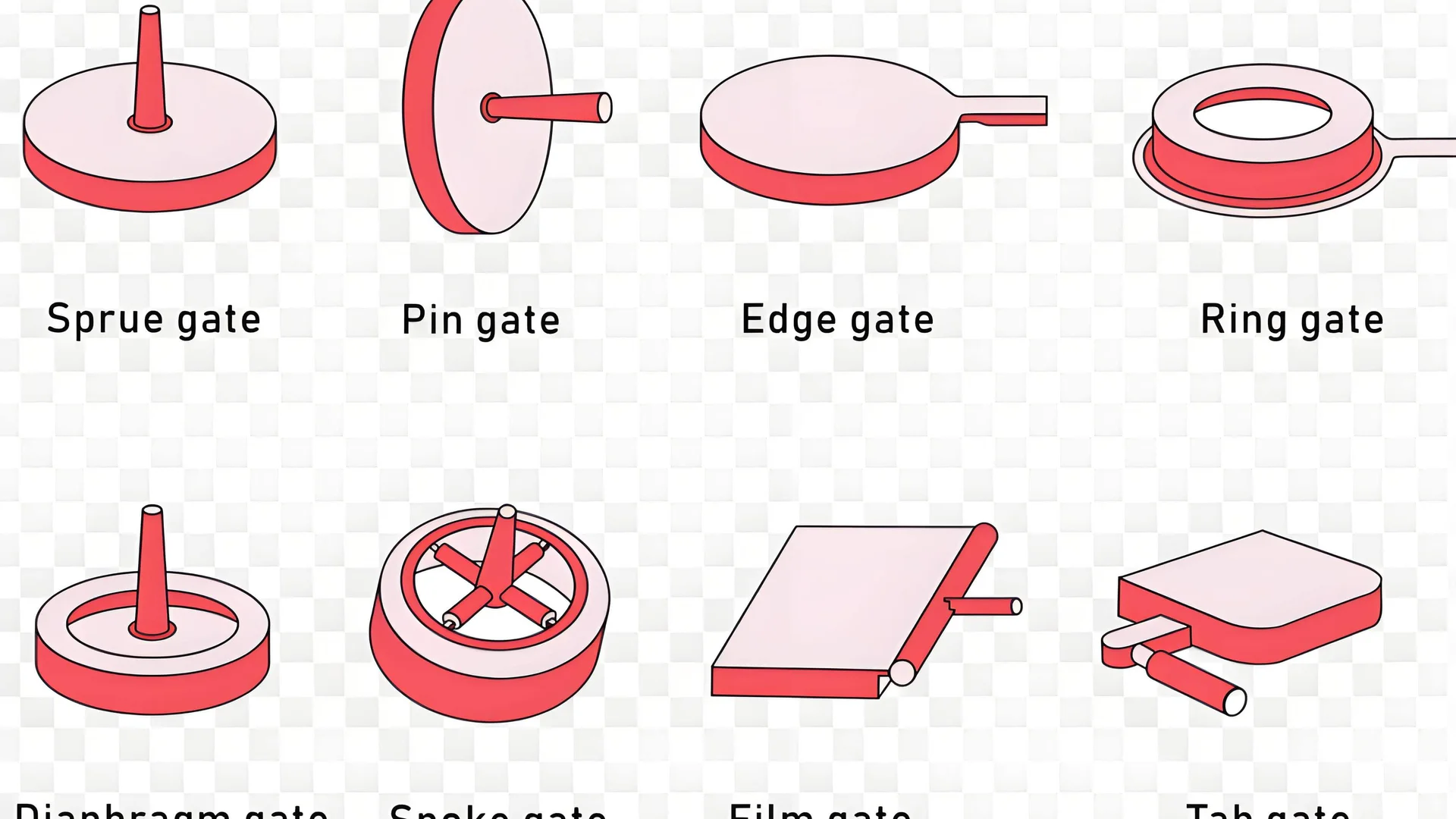
Als Werkzeugkonstrukteur bin ich oft ratlos angesichts der vielen Angussarten beim Spritzgießen. Jedes Projekt scheint seine eigenen, speziellen Anforderungen zu haben. Es ist wichtig zu verstehen, wie sich die verschiedenen Angussarten auf den Schmelzefluss auswirken. Dieses Wissen trägt zur Steigerung der Produktionseffizienz und zur Verbesserung der Produktqualität bei. Lassen Sie uns untersuchen, wie diese Optionen den unterschiedlichen Fertigungsanforderungen gerecht werden.
Angüsse mit Stiftform reduzieren die Viskosität in hochviskosen Kunststoffen.WAHR
Stiftanschnitte erhöhen die Scherwärme und senken so die Schmelzviskosität für einen gleichmäßigen Fluss.
Für große Kunststoffbehälter sind Lüfterschieber ungeeignet.FALSCH
Fächerdüsen verteilen die Schmelze gleichmäßig und sind daher ideal für große Behälter wie Polypropylen.
- 1. Wie beeinflusst die Viskosität des Kunststoffs die Angusswahl?
- 2. Welche Torarten eignen sich am besten für dünnwandige Produkte?
- 3. Warum ist der Tortyp bei der Konstruktion großer Produkte so wichtig?
- 4. Wie beeinflussen Torarten das Erscheinungsbild des Produkts und die Qualitätsstandards?
- 5. Abschluss
Wie beeinflusst die Viskosität des Kunststoffs die Angusswahl?
Die Auswahl des richtigen Angusses beim Spritzgießen stellt eine faszinierende Herausforderung dar. Die Viskosität des Kunststoffs spielt dabei eine entscheidende Rolle.
Die Viskosität des Kunststoffs beeinflusst die Wahl des Angusskanals, da sie die Bewegung der Schmelze und die Schergeschwindigkeit beeinflusst. Hochviskose Kunststoffe wie Polycarbonat werden mit Stiftangüssen verarbeitet. Stiftangüsse erzeugen mehr Scherwärme. Niedrigviskose Kunststoffe wie Polyethylen profitieren von Fächerangüssen. Fächerangüsse verteilen den Kunststoff gleichmäßig.
Auswirkungen hochviskoser Kunststoffe
Hochviskose Kunststoffe wie Polycarbonat 1 und Polyamid sind schwer zu fließen. Stellen Sie sich vor, Sie drücken Honig durch einen winzigen Trichter. Ich habe einmal an der Entwicklung einer Polycarbonat-Linse mitgearbeitet. Die von Angüssen mit Stiftkontakt . Diese Angüsse lieferten genau die richtige Menge an Wärme und verbesserten so die Fließfähigkeit. Was schwierig schien, wurde schließlich zum Erfolg.
| Kunststoffart | Empfohlenes Tor |
|---|---|
| Polycarbonat (PC) | Stift-Tor |
| Polyamid (PA) | Heißkanal-Stifttor |
Überlegungen zu niedrigviskosen Kunststoffen
Niedrigviskose Kunststoffe wie Polyethylen (PE) und Polypropylen (PP) fließen leicht. Die Konstruktion großer Kunststoffbehälter gehörte einst zu meinen Aufgaben. Der Einsatz von Fächerschiebern war dabei entscheidend. Stellen Sie sich vor, Sie leiten einen ruhigen Fluss in Kanäle; jeder Bereich des Behälters füllt sich perfekt – ohne Eile, einfach gleichmäßig.
Einfluss von Produktform und -größe
Produktform und -größe sind wie beim Maßanfertigen eines Anzugs; alles muss passen. Bei dünnwandigen Produkten ist schnelles Befüllen entscheidend, um Kühlungsprobleme zu vermeiden. Unterwasser- oder Punktöffnungen sind hier sehr hilfreich. Ich habe einmal eine dünne Handyhülle entworfen, bei der diese Öffnungen das Befüllen einfach und effizient machten – problemlos und reibungslos.
Bei größeren Produkten eignen sich viele Seitenschieber gut, um Probleme durch lange Fließwege zu vermeiden – man kann es sich so vorstellen, als würde man einen großen Kuchen gleichmäßig mit Zuckerguss überziehen, sodass jeder Teil bedeckt ist.
Komplexe Formen und Qualitätsstandards
Bei komplexen Formen ist eine präzise Angusswahl erforderlich; Automobilteile sind ein Beispiel dafür, wo Heißkanal-Punktangüsse meine erste Wahl sind, da sie die Schmelzeflussrichtung gut steuern – stellen Sie sich vor, Sie müssten eine detaillierte Skulptur sorgfältig bemalen.
Bei Produkten, bei denen das Aussehen eine Rolle spielt, wie beispielsweise bei hochwertigen Kosmetikverpackungen, ist die Wahl des Angusskanals entscheidend. Latent- oder Heißkanalangüsse eignen sich am besten, da sie nur winzige sichtbare Spuren hinterlassen und gleichzeitig hohe Qualitätsstandards gewährleisten.
Das Verständnis dieser Details hat mir gezeigt, wie man die Fertigung erheblich verbessern kann, indem man die Wahl des Angusskanals an den Material- und Produktanforderungen ausrichtet – es geht darum, für jede Konstruktionsherausforderung die perfekte Lösung zu finden.
- Mehr über Heißkanalsysteme 2 kann hilfreich sein, um deren Rolle in komplexen Formen zu verstehen.
- Erkunden Sie Best Practices für das Spritzgießen 3 , um die Designprozesse weiter zu verfeinern.
Hochviskose Kunststoffe profitieren von Angusskanälen.WAHR
Stiftanschnitte erhöhen die Scherwärme und verbessern so die Fließfähigkeit hochviskoser Kunststoffe.
Für große Produkte sind Lüftertore ungeeignet.FALSCH
Fächerförmige Angüsse sorgen für eine gleichmäßige Verteilung der Schmelze und sind ideal für große Produkte.
Welche Torarten eignen sich am besten für dünnwandige Produkte?
Die Wahl des optimalen Angusskanals für dünnwandige Bauteile gleicht einer komplexen Herausforderung. Die richtige Wahl führt zu exzellenten Spritzgussergebnissen. Entdecken Sie jetzt die besten Optionen, die Effizienz und Qualität bei der Herstellung dünnwandiger Bauteile garantieren.
Dünnwandige Produkte profitieren stark von Tauch- und Punktanschnitten. Diese Anschnitte verhindern effektiv Wärmeverluste und ermöglichen einen schnellen Schmelzefluss. Schneller Fluss bedeutet bessere Füllung und somit weniger Defekte. Das Ergebnis sind glatte und makellose Oberflächen.
Warum dünnwandige Produkte besondere Beachtung erfordern
Ich erinnere mich an mein erstes Projekt mit dünnwandigen Produkten. Es war, als würde man versuchen, den Blitz einzufangen. Diese Produkte kühlen schneller ab als gedacht, weshalb ein zügiges und effizientes Befüllen unerlässlich ist. Ein Anguss muss sie schnell und gleichmäßig befüllen, um Probleme wie unvollständige Füllung oder Verbiegungen zu vermeiden.
Unterwassertore: Eine beliebte Wahl
Ich verwende häufig Tauchanschnitte, insbesondere für Handyhüllen. Sie verhindern geschickt das Erstarren des Anschnitts beim Öffnen der Form, sodass die Schmelze schräg einfließen kann und der Wärmeverlust reduziert wird.
Vorteile:
- Verbessert die Abfüllleistung erheblich.
- Verdeckt die Markierungen am Tor gut.
- Sorgt für einen gleichmäßigen Schmelzfluss.
Unterwasser-Anschnittsysteme erhalten die feine Struktur dünnwandiger Produkte. Dies ist eine Eigenschaft, die ich bei der Erzielung perfekter Ergebnisse sehr schätze. Äußerst wichtig.
Punktgenaue Tore: Erhöhung der Scherwärme
Punktgenaue Angüsse sind bei hochviskosen Kunststoffen wie Polycarbonat sehr hilfreich. Höhere Scherraten erzeugen Wärme, wodurch die Viskosität sinkt und der Schmelzfluss erleichtert wird.
Vorteile:
- Lässt sich auch kniffligen Formen mühelos manövrieren.
- Schützt die Qualität von Dünnschnitten.
- Reduziert störende Schweißnähte.
Punktgenaue Öffnungen bewirken Wunder bei optischen Polycarbonat-Linsen⁴ . Die Präzision bleibt erhalten. Immer.
Vergleich der Gattertypen: Ein kurzer Überblick
| Torart | Ideal für | Wichtigste Vorteile |
|---|---|---|
| Unterwassertor | Dünnwandig, schnelle Abkühlung | Reduziert Wärmeverluste, minimiert Angussspuren |
| Punktgenaues Tor | Hochviskose Materialien | Erhöht die Scherwärme, verbessert die Strömungseffizienz |
Die Kenntnis der jeweiligen Vorteile der verschiedenen Angussarten ermöglicht es mir, die optimale Angussart für die Material- und Produktanforderungen auszuwählen. Jede Wahl beeinflusst die Produktionsergebnisse und trägt sowohl zur Effizienz als auch zur Qualität bei dünnwandigen Projekten bei. Erfahren Sie mehr über Spritzgusstechniken, um Ihren Prozess weiter zu optimieren.
Stiftanschnitte eignen sich für hochviskose Kunststoffe.WAHR
Stiftanschnitte erhöhen die Scherwärme und reduzieren so die Viskosität für eine gleichmäßige Kavitätenfüllung.
Fächerschieber eignen sich ideal für dünnwandige Produkte.FALSCH
Für das schnelle Füllen dünner Wände eignen sich Unterwasser- oder Punktventile besser.
Warum ist der Tortyp bei der Konstruktion großer Produkte so wichtig?
Haben Sie sich jemals gefragt, warum die Art des Angusses beim Spritzgießen über Erfolg oder Misserfolg Ihres Designs entscheidet?
Bei der Konstruktion großer Produkte spielt die Art des Angusses eine entscheidende Rolle. Sie beeinflusst den Materialfluss, die Abkühlgeschwindigkeit und das Oberflächenbild. Mit dem richtigen Anguss wird eine optimale Füllung erreicht, die Anzahl von Defekten reduziert und die Produktqualität deutlich verbessert.

Die verschiedenen Arten von Toren und ihre Auswirkungen verstehen
Als ich mit der Entwicklung großer Produkte begann, wurde mir schnell klar, dass die Art des Angusses beim Spritzgießen weit mehr als nur ein kleines Detail ist – sie verändert alles. Der Anguss beeinflusst, wie das geschmolzene Plastik in die Form gelangt, was wiederum die Endqualität des Produkts beeinflusst. Die Wahl des richtigen Angusses ist daher entscheidend.
Eigenschaften von Kunststoffen
Ich habe einmal mit Polycarbonat (PC) gearbeitet. Es ist ein hochviskoser Kunststoff. Angüsse mit Stiftanschnitt waren dabei sehr wichtig. Sie erhöhten die Schergeschwindigkeit, was die Schmelztemperatur steigerte und die Viskosität senkte. Das war besonders wichtig bei der Herstellung komplexer Formen wie optischer Linsen. In einem anderen Projekt, bei dem Polypropylen (PP) für große Behälter verwendet wurde, war das anders. Es ist ein niedrigviskoser Kunststoff. Seiten- oder Fächerangüsse ermöglichten einen gleichmäßigen Materialfluss und eine fehlerfreie Befüllung.
| Kunststoffart | Empfohlener Tortyp |
|---|---|
| Hohe Viskosität | Stift-Tor |
| Niedrige Viskosität | Seiten-/Lüftertor |
Überlegungen zu Form und Größe
Dünnwandige Produkte: Dünnwandige Produkte erfordern eine schnelle Kühlung und Befüllung. Ich habe einmal Handyhüllen entworfen, bei denen Unterwasseranschnitte ideal waren, da sie die Erstarrung beim Öffnen der Form verhinderten.
Große Produkte: Bei größeren Artikeln wie Paletten war es wichtig, die Schmelze gleichmäßig zu verteilen. Dies wurde durch mehrere seitliche Absperrschieber erreicht.
Komplexe Formen: Komplexe Formen erfordern besondere Sorgfalt. Heißkanal-Punktanschnitte haben sich bei Automobilteilen mit detaillierten Designs als hervorragend erwiesen. Diese Anschnitte steuern den Materialfluss präzise.
Erscheinungsbild und Qualitätsstandards
Ich habe mit ästhetisch anspruchsvollen Produkten wie Luxuskosmetikverpackungen gearbeitet. Verdeckte Zusätze erwiesen sich als äußerst hilfreich, da sie sichtbare Spuren minimierten und die optische Wirkung verbesserten.
Bei Bauteilen mit hohen Qualitätsanforderungen ist ein gleichmäßiger Schmelzefluss entscheidend. Fächeranschnitte oder Heißkanal-Punktanschnitte tragen zur Reduzierung von inneren Spannungen und Schweißspuren bei.
| Kriterien | Empfohlene Tore |
|---|---|
| Aussehen | Latentes Tor |
| Qualitätsstandards | Lüfter-/Heißkanal-Punkt-Gate |
Gestaltungsimplikationen und Strategien
Im Rückblick auf vergangene Projekte wird mir die Bedeutung des Verständnisses der Auswirkungen verschiedener Angussarten auf Produktionseffizienz und Qualität bewusst. Der Einsatz von Heißkanalsystemen⁶ beispielsweise verbesserte die Produktivität durch die Reduzierung von Zykluszeiten und Ausschuss.
Die Wahl der Angussart sollte sich an den Designanforderungen des Produkts (7) , wobei Komplexität und visuelle Ziele zu berücksichtigen sind. Durch sorgfältige Planung des Angussdesigns konnte ich potenzielle Probleme in der Serienproduktion vermeiden.
Angusskanäle erhöhen die Schmelztemperatur bei hochviskosen Kunststoffen.WAHR
Stiftanschnitte erzeugen Scherwärme, wodurch die Schmelztemperatur erhöht und die Viskosität verringert wird.
Für dünnwandige Produkte sind Fächerschieber ungeeignet.FALSCH
Fächeranschnitte verteilen die Schmelze gleichmäßig, aber Tauch- oder Punktanschnitte sind besser.
Wie beeinflussen Torarten das Erscheinungsbild des Produkts und die Qualitätsstandards?
Haben Sie sich jemals Gedanken darüber gemacht, wie die Wahl des richtigen Angusses beim Spritzgießen die Qualität und das Aussehen Ihres Produkts beeinflusst?
Verschiedene Angussarten, wie Stift- und Fächerangüsse, spielen beim Spritzgießen eine wichtige Rolle. Sie steuern den Materialfluss. Diese Fließkontrolle beeinflusst die Oberfläche und Festigkeit des Produkts. Die richtige Angusswahl sorgt für eine gleichmäßige Materialverteilung und reduziert sichtbare Markierungen. So bleiben hohe Qualitätsstandards erhalten.

Die verschiedenen Gattertypen verstehen
Ich habe viele Stunden in der Werkstatt verbracht und beobachtet, wie kleinste Anpassungen im Spritzgießprozess das Endprodukt maßgeblich beeinflussen. Die Wahl des Angusskanals ist dabei entscheidend. Bei dicken Kunststoffen wie Polycarbonat (PC) und Polyamid (PA) bevorzuge ich Stiftangüsse oder Heißkanalstiftangüsse. Sie ermöglichen eine höhere Schergeschwindigkeit und somit ein gleichmäßiges Fließen des Kunststoffs. Das war beispielsweise bei der Herstellung von Polycarbonat-Brillengläsern für Luxusbrillen. Jedes einzelne Glas war perfekt.
Für weichere Kunststoffe wie Polyethylen (PE) und Polypropylen (PP) eignen sich Seiten- oder Fächerschieber. Das Prinzip ist ähnlich wie beim Eingießen von Sirup – geht es zu schnell, läuft er über. Fächerschieber helfen, den Materialfluss zu steuern und gewährleisten so, dass jeder große Polypropylenbehälter gleichmäßig und problemlos befüllt wird.
Überlegungen zu Form und Größe
Die Herstellung dünnwandiger Produkte erfordert Schnelligkeit. Stellen Sie sich vor, Sie füllen eine dünne Handyhülle mit heißem Kunststoff; die Zeit vor dem Abkühlen ist begrenzt. Tauch- oder Punktangüsse gewährleisten zuverlässig ein schnelles und effizientes Befüllen.
Für größere Gegenstände wie große Kunststoffpaletten sind Fächertore oder mehrere Seitentore ideal. Ich hatte ein großes Projekt, bei dem jede Ecke perfekt sein musste. Diese Tore waren dabei eine große Hilfe, da sie jeden Bereich gleichmäßig ausfüllten.
Berücksichtigung von Anforderungen an Aussehen und Qualität
Ich gehe bei meiner Arbeit niemals Kompromisse in puncto Optik ein. Ich habe festgestellt, dass für besonders ästhetische Anforderungen, wie beispielsweise bei aufwendigen Kosmetikflaschen, verdeckte Angüsse oder Heißkanal-Punktangüsse am besten geeignet sind – sie minimieren die sichtbaren Angussspuren.
Präzision ist von größter Bedeutung, insbesondere bei Elektronikgehäusen, wo kleinste Details entscheidend sind. Fächeranschnitte oder Heißkanalsysteme gewährleisten einen gleichmäßigen Materialfluss. Dies reduziert innere Spannungen und vermeidet Fehler wie Schweißnähte, wodurch die Produktqualität sichergestellt wird.
Kurzübersichtstabelle: Gattertypen
| Produkttyp | Empfohlenes Tor |
|---|---|
| Hochviskose Kunststoffe | Stiftgatter |
| Kunststoffe mit niedriger Viskosität | Seiten-/Lüftertore |
| Dünnwandige Produkte | Unterwasser-/Punktgenaue Tore |
| Großprodukte | Ventilator/Mehrere Seitentüren |
| Produkte mit komplexer Form | Hot Runner Pin-Point/Ring |
| Hohe Anforderungen an das Erscheinungsbild | Latente/Heiße Kanalpunkt |
Die Wahl des richtigen Tores ist nicht nur eine technische Angelegenheit – sie ist wie eine Kunst. Es geht darum, Ästhetik und Funktion in Einklang zu bringen. Jede Entscheidung, die ich treffe, formt ein Produkt, das hohen Ansprüchen genügt und ansprechend aussieht.
Angüsse mit Stiftform reduzieren die Viskosität in hochviskosen Kunststoffen.WAHR
Stiftanschnitte erhöhen die Scherwärme und reduzieren so die Viskosität für einen reibungsloseren Eintritt in den Hohlraum.
Fächerschieber eignen sich ideal für dünnwandige Produkte.FALSCH
Für das schnelle Füllen dünner Wände eignen sich Unterwasser- oder Punktventile besser.
Abschluss
Die Wahl des richtigen Angusskanals beim Spritzgießen ist entscheidend für die Optimierung der Fließfähigkeit der Kunststoffschmelze und beeinflusst die Produktqualität und Effizienz in Abhängigkeit von der Materialviskosität und den Konstruktionsanforderungen.
-
Erfahren Sie, wie Stiftanker die Fließfähigkeit bei der Herstellung von Polycarbonatlinsen verbessern. ↩
-
Erfahren Sie, wie Heißkanalsysteme einen präzisen Materialfluss in komplexen Formen gewährleisten. ↩
-
Erforschen Sie umfassende Strategien zur Optimierung von Spritzgießprozessen. ↩
-
Erhalten Sie detaillierte Einblicke in die Verwendung von Punktanschnitten für die Formgebung optischer Linsen und verbessern Sie so Ihr Verständnis für eine effiziente Anschnittsauswahl. ↩
-
Gewinnen Sie ein tieferes Verständnis für verschiedene Spritzgusstechniken, die die Herstellung dünnwandiger Produkte optimieren können. ↩
-
Die Untersuchung von Heißkanalsystemen bietet Einblicke in die Verbesserung der Produktionseffizienz durch Reduzierung der Zykluszeit. ↩
-
Kenntnisse über Designanforderungen helfen bei der Auswahl geeigneter Tortypen, die der Produktkomplexität und den ästhetischen Anforderungen gerecht werden. ↩






