

প্লাস্টিক ইনজেকশন ছাঁচনির্মাণের জটিল জগতে, প্রতিটি বিবরণই গুরুত্বপূর্ণ—বিশেষ করে যখন দক্ষতা এবং মানের কথা আসে। আসুন আমরা ফিলিং এবং ধরে রাখার পর্যায়ে দক্ষতা অর্জনের শিল্পে ডুব দেই, যেখানে নির্ভুলতাই সমস্ত পার্থক্য তৈরি করে।.
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে ভরাট এবং ধারণের পর্যায়গুলি সর্বোত্তম করার জন্য, পণ্যের স্পেসিফিকেশন এবং উপাদানের বৈশিষ্ট্য অনুসারে ইনজেকশনের গতি, চাপ এবং তাপমাত্রা সামঞ্জস্য করুন। এই সমন্বয়গুলি গলিত প্রবাহ এবং শীতলকরণ নিয়ন্ত্রণ করতে, ত্রুটিগুলি হ্রাস করতে এবং পণ্যের গুণমান উন্নত করতে সহায়তা করে।.
কিন্তু এখানেই থেমে যাবেন না! আসুন প্রতিটি প্যারামিটারের গভীর তাৎপর্য অন্বেষণ করি এবং এমন কৌশলগুলি আবিষ্কার করি যা আপনার ছাঁচনির্মাণ প্রক্রিয়াটিকে সত্যিকার অর্থে রূপান্তরিত করবে।.
ছাঁচনির্মাণে ইনজেকশনের গতি পৃষ্ঠের গুণমানকে প্রভাবিত করে।.সত্য
ইনজেকশনের গতি সামঞ্জস্য করলে গলিত প্রবাহের উপর প্রভাব পড়ে, যা পৃষ্ঠের সমাপ্তির উপর প্রভাব ফেলে।.
ছাঁচনির্মাণের গুণমানে ইনজেকশন গতি কী ভূমিকা পালন করে?
প্লাস্টিকের ছাঁচে তৈরি পণ্যের গুণমান নির্ধারণে ইনজেকশনের গতি একটি গুরুত্বপূর্ণ বিষয়। এই প্যারামিটারের সমন্বয় পণ্যের পৃষ্ঠের সমাপ্তি, মাত্রিক স্থিতিশীলতা এবং কাঠামোগত অখণ্ডতাকে উল্লেখযোগ্যভাবে প্রভাবিত করতে পারে।.
প্লাস্টিক গলে ছাঁচের গহ্বরে কীভাবে প্রবাহিত হয়, তা ইনজেকশনের গতির উপর প্রভাব ফেলে, যা পৃষ্ঠের গুণমান এবং অভ্যন্তরীণ চাপের উপর প্রভাব ফেলে। দ্রুত গতি পোড়া দাগের মতো ত্রুটির কারণ হতে পারে, অন্যদিকে ধীর গতিতে অসম্পূর্ণ ভরাট হতে পারে। পণ্যের স্পেসিফিকেশন অনুসারে গতির ভারসাম্য সর্বোত্তম ছাঁচনির্মাণের গুণমান নিশ্চিত করে।.
ইনজেকশন স্পিড ডাইনামিক্স বোঝা
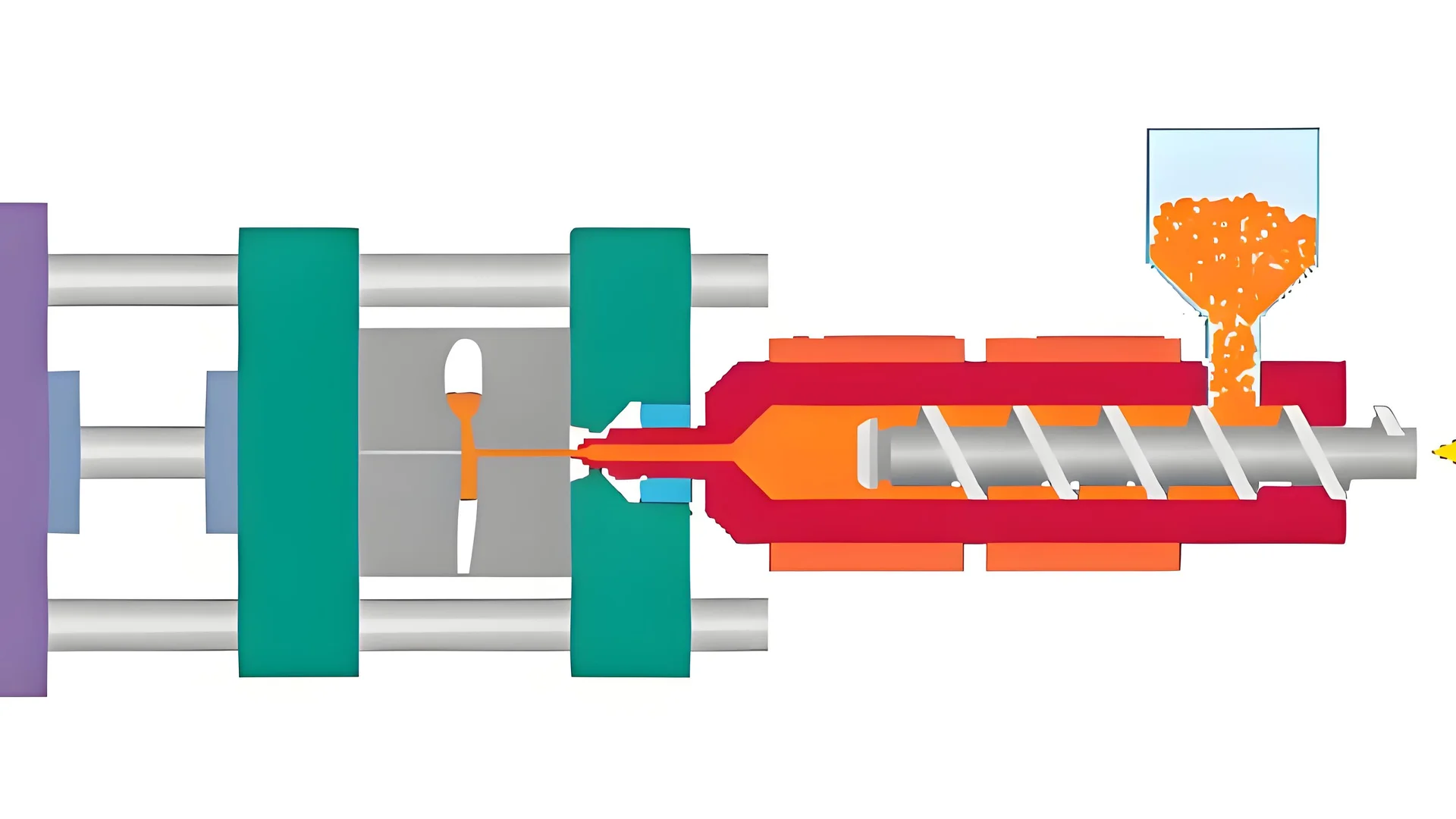
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে, ইনজেকশনের গতি নির্দেশ করে যে গলিত প্লাস্টিক কত দ্রুত ছাঁচের গহ্বরে ঠেলে দেওয়া হবে। এই প্রক্রিয়াটি অত্যন্ত গুরুত্বপূর্ণ কারণ এটি নির্ধারণ করে যে উপাদানটি গহ্বরটি কতটা ভালভাবে পূরণ করে এবং ছাঁচের জটিলতার সাথে কতটা লেগে থাকে।.
-
দ্রুত ইনজেকশন গতি: যখন ইনজেকশন গতি খুব দ্রুত হয়, তখন এটি গলে যাওয়া স্প্রে এবং পোড়ার মতো ঘটনা ঘটাতে পারে। গলে যাওয়া স্প্রে করার ফলে উপাদানের অসম বন্টন ঘটে, যার ফলে প্রায়শই প্রসাধনী ত্রুটি দেখা দেয় বা কাঠামোগত অঞ্চল দুর্বল হয়ে পড়ে। অন্যদিকে, পাতলা-দেয়ালযুক্ত পণ্যগুলির জন্য উচ্চ গতি উপকারী হতে পারে, এটি নিশ্চিত করে যে গলে যাওয়া দ্রুত গহ্বরটি ঠান্ডা হওয়ার আগে পূরণ করে।
-
ধীর ইনজেকশন গতি: বিপরীতভাবে, যদি ইনজেকশনের গতি খুব ধীর হয়, তাহলে শর্ট শট (যেখানে ছাঁচ সম্পূর্ণরূপে ভরাট হয় না) এবং ফ্লো মার্কের মতো সমস্যা দেখা দিতে পারে। এই ত্রুটিগুলো চূড়ান্ত পণ্যের নান্দনিক এবং কার্যকরী উভয় দিককেই ক্ষতিগ্রস্ত করে।
| ইনজেকশন গতি | সুবিধাদি | অসুবিধাগুলি |
|---|---|---|
| দ্রুত | পাতলা দেয়ালের জন্য দ্রুত ভরাট | পোড়া দাগ, গলে যাওয়া স্প্রে |
| ধীর | জটিল আকারের জন্য নিয়ন্ত্রিত পূরণ | ছোট ছবি, প্রবাহ চিহ্ন |
অ্যাপ্লিকেশন-ভিত্তিক গতি সমন্বয়
ইনজেকশনের গতি সামঞ্জস্য করা পণ্যের নকশা এবং উপাদানের বৈশিষ্ট্যের সাথে ঘনিষ্ঠভাবে সামঞ্জস্যপূর্ণ হওয়া উচিত:
-
পাতলা-দেয়ালের পণ্য: সাধারণত উচ্চতর ইনজেকশন গতি বাঞ্ছনীয়। এই পদ্ধতিটি নিশ্চিত করে যে গলিত পদার্থ দ্রুত গহ্বরটি পূরণ করে, ঠান্ডা করার সময় কমিয়ে দেয় যা সম্পূর্ণ ভরাটের আগে শক্ত হয়ে যেতে পারে।
-
পুরু-দেয়ালের পণ্য: কম গতি প্রায়শই সুবিধাজনক কারণ এটি অভ্যন্তরীণ চাপ কমায় যা ছাঁচনির্মাণের পরে বিকৃত বা ফাটল সৃষ্টি করতে পারে। ভরাটের হার নিয়ন্ত্রণ করে, নির্মাতারা প্রাচীরের পুরুত্ব এবং ঘনত্বের মধ্যে অভিন্নতা বজায় রাখতে পারে।
পণ্যের মানের উপর প্রভাব
সঠিকভাবে ইনজেকশনের গতি সামঞ্জস্য করা কেবল পৃষ্ঠের নান্দনিকতাকেই প্রভাবিত করে না বরং কাঠামোগত অখণ্ডতা বজায় রাখতেও গুরুত্বপূর্ণ ভূমিকা পালন করে। উদাহরণস্বরূপ, একটি ভালভাবে ক্যালিব্রেটেড গতি সেটিং অতিরিক্ত অভ্যন্তরীণ চাপ প্রতিরোধ করে যা ছাঁচের ক্ষতি1, পণ্যের ঝলকানি, এমনকি ব্যবহারের সময় ব্যর্থতার কারণ হতে পারে।
অধিকন্তু, সঠিক গতি নির্বাচন চক্র সময় এবং পণ্যের মানের মধ্যে ভারসাম্য2, যা শেষ পর্যন্ত উৎপাদন দক্ষতা এবং ব্যয়-কার্যকারিতার উপর প্রভাব ফেলে।
উপসংহার
ইনজেকশন মোল্ডিংয়ের ক্ষেত্রে ইনজেকশনের গতি অনেকগুলি পরামিতির মধ্যে একটি, তবে এর ভূমিকা নিঃসন্দেহে গুরুত্বপূর্ণ। তাপমাত্রা এবং চাপের মতো অন্যান্য বিষয়গুলির সাথে এটি কীভাবে মিথস্ক্রিয়া করে তা বোঝার মাধ্যমে, নির্মাতারা উন্নত পণ্যের গুণমানের জন্য তাদের প্রক্রিয়াগুলিকে আরও ভালভাবে অপ্টিমাইজ করতে পারেন।.
দ্রুত ইনজেকশনের গতির কারণে পোড়া দাগ হতে পারে।.সত্য
দ্রুত গতি ঘর্ষণ এবং তাপমাত্রা বৃদ্ধি করে, যার ফলে পোড়া দাগ দেখা দেয়।.
ধীর ইনজেকশন গতি সমস্ত ত্রুটি দূর করে।.মিথ্যা
ধীর গতির কারণে ছোট শট এবং প্রবাহ চিহ্নের মতো ত্রুটি দেখা দিতে পারে।.
বিভিন্ন প্লাস্টিকের জন্য ইনজেকশন চাপ কীভাবে অপ্টিমাইজ করা যেতে পারে?
ছাঁচনির্মাণের মানের ক্ষেত্রে ইনজেকশন চাপ গুরুত্বপূর্ণ, তবে প্লাস্টিকের ধরণের সাথে তারতম্য হয়। এটি সঠিকভাবে তৈরি করলে দক্ষতা এবং পণ্যের অখণ্ডতা উভয়ই বৃদ্ধি পায়।.
ইনজেকশন চাপ অপ্টিমাইজ করার জন্য প্লাস্টিকের তরলতা, পণ্যের নকশা এবং দেয়ালের বেধের উপর ভিত্তি করে এটি সামঞ্জস্য করা জড়িত। সঠিক ক্রমাঙ্কন ত্রুটিগুলি কমিয়ে আনে এবং ছাঁচ পূরণের দক্ষতা সর্বাধিক করে তোলে।.
ইনজেকশন প্রেসারের ভূমিকা বোঝা
ইনজেকশন চাপ একটি গুরুত্বপূর্ণ পরামিতি যা ছাঁচের গহ্বরে গলিত প্লাস্টিকের প্রবাহকে প্রভাবিত করে। এই চাপকে অপ্টিমাইজ করে, নির্মাতারা জটিল জ্যামিতির দক্ষ ভরাট নিশ্চিত করতে পারে এবং ফ্ল্যাশিং বা ছোট শটের মতো সম্ভাব্য ত্রুটিগুলি হ্রাস করতে পারে। আদর্শ ইনজেকশন চাপ ব্যবহৃত প্লাস্টিকের ধরণ, পণ্যের মাত্রা এবং দেয়ালের বেধ সহ বিভিন্ন কারণ দ্বারা নির্ধারিত হয়।.
ইনজেকশন চাপকে প্রভাবিত করার কারণগুলি
1. প্লাস্টিকের তরলতা
- কম তরলতাযুক্ত প্লাস্টিক: সম্পূর্ণ ছাঁচ পূরণ নিশ্চিত করার জন্য এগুলিতে উচ্চতর ইনজেকশন চাপের প্রয়োজন হয়। উদাহরণস্বরূপ, পলিকার্বোনেট (পিসি) উচ্চ সান্দ্রতাযুক্ত এবং প্রায়শই চাপ বৃদ্ধির প্রয়োজন হয়।
- ভালো তরলতা সম্পন্ন প্লাস্টিক: কম চাপই যথেষ্ট, যা ছাঁচের ক্ষতি বা অতিরিক্ত ঝলকানির ঝুঁকি কমাতে পারে। চমৎকার প্রবাহ বৈশিষ্ট্যের জন্য পরিচিত পলিপ্রোপিলিন (পিপি) এর উদাহরণ।
2. পণ্য নকশা বিবেচনা
- জটিল জ্যামিতি: উচ্চ চাপ জটিল নকশা পূরণ করতে সাহায্য করে। বিস্তারিত বৈশিষ্ট্য বা পাতলা দেয়ালযুক্ত পণ্যগুলির জন্য এটি অত্যন্ত গুরুত্বপূর্ণ যেখানে শক্ত হওয়া রোধ করার জন্য দ্রুত গহ্বর পূরণ করা প্রয়োজন।
- সহজ নকশা: এর ফলে চাপ কমানো সম্ভব হতে পারে, যা শক্তি সংরক্ষণ করে এবং ছাঁচের আয়ু দীর্ঘায়িত করে।
| প্লাস্টিকের ধরণ | প্রস্তাবিত চাপ পরিসীমা (এমপিএ) |
|---|---|
| পলিকার্বোনেট | 80-150 |
| পলিপ্রোপিলিন | 40-90 |
অন্যান্য পরামিতিগুলির সাথে চাপের ভারসাম্য বজায় রাখা
ইনজেকশনের গতি: উচ্চতর ইনজেকশনের গতি নির্দিষ্ট পরিস্থিতিতে কম চাপের জন্য ক্ষতিপূরণ দিতে পারে, বিশেষ করে পাতলা-দেয়ালযুক্ত অংশগুলির জন্য যেখানে দ্রুত ভরাট সময় অকাল ঠান্ডা হওয়া রোধ করে।
ব্যারেল তাপমাত্রা: উপযুক্ত তাপমাত্রা নির্ধারণ করলে তরলতা বৃদ্ধি পেতে পারে, যা সম্ভাব্যভাবে উচ্চ চাপের প্রয়োজনীয়তা হ্রাস করতে পারে। উদাহরণস্বরূপ, স্ফটিক প্লাস্টিকের সান্দ্রতা কার্যকরভাবে কমাতে উচ্চ তাপমাত্রার প্রয়োজন হতে পারে।
ব্যবহারিক প্রয়োগ
- মোটরগাড়ির যন্ত্রাংশ বিষয়ক কেস স্টাডি: মোটরগাড়ির যন্ত্রাংশ উৎপাদনে, উপাদানের বৈশিষ্ট্য এবং যন্ত্রাংশের কার্যকারিতা (যেমন, ড্যাশবোর্ড বনাম অভ্যন্তরীণ ব্র্যাকেট) অনুযায়ী ইনজেকশন প্রেশার সমন্বয় করলে উৎপাদন দক্ষতা এবং যন্ত্রাংশের গুণমান উল্লেখযোগ্যভাবে বৃদ্ধি পেতে পারে।
ইনজেকশন চাপ সামঞ্জস্য করতে পারেন কৌশলগতভাবে। বিভিন্ন ছাঁচনির্মাণ পরিস্থিতিতে সর্বোত্তম ফলাফল অর্জনের জন্য
পলিকার্বোনেটের জন্য পলিপ্রোপিলিনের তুলনায় বেশি ইনজেকশন চাপের প্রয়োজন হয়।.সত্য
পলিকার্বোনেটের সান্দ্রতা বেশি, ছাঁচ পূরণের জন্য আরও চাপের প্রয়োজন হয়।.
সহজ পণ্য ডিজাইনের জন্য উচ্চতর ইনজেকশন চাপের প্রয়োজন হয়।.মিথ্যা
সহজ নকশার জন্য প্রায়শই কম চাপের প্রয়োজন হয়, শক্তি সংরক্ষণ করে এবং ছাঁচের আয়ু বৃদ্ধি পায়।.
ইনজেকশন ছাঁচনির্মাণে তাপমাত্রা নিয়ন্ত্রণ কেন গুরুত্বপূর্ণ?
তাপমাত্রা নিয়ন্ত্রণের নির্ভুলতা ইনজেকশন ছাঁচনির্মাণ পণ্যের মান তৈরি বা ভাঙতে পারে। এটি কেন গুরুত্বপূর্ণ তা এখানে।.
ইনজেকশন ছাঁচনির্মাণে তাপমাত্রা নিয়ন্ত্রণ সঠিক গলিত প্রবাহ নিশ্চিত করে, বিকৃতির মতো ত্রুটি প্রতিরোধ করে এবং সামগ্রিক পণ্যের গুণমান উন্নত করে। উপাদানের বৈশিষ্ট্য এবং পণ্য নকশার উপর ভিত্তি করে ব্যারেল, ছাঁচ এবং শীতলকরণের তাপমাত্রা সামঞ্জস্য করা সামঞ্জস্যপূর্ণ, উচ্চ-মানের উৎপাদনের জন্য অত্যাবশ্যক।.

ব্যারেল তাপমাত্রার ভূমিকা
ব্যারেলের তাপমাত্রা প্লাস্টিক গলানোর তরলতার উপর গভীর প্রভাব ফেলে। এই প্যারামিটারটি সামঞ্জস্য করে, নির্মাতারা গলিত সান্দ্রতা নিয়ন্ত্রণ করতে পারে এবং নিশ্চিত করতে পারে যে এটি ছাঁচের গহ্বর কার্যকরভাবে পূরণ করে। উদাহরণস্বরূপ, পর্যাপ্ত প্রবাহ অর্জনের জন্য স্ফটিক প্লাস্টিকের সাধারণত নিরাকার ধরণের তুলনায় উচ্চ ব্যারেল তাপমাত্রার প্রয়োজন হয়।.
সঠিকভাবে ব্যারেলের তাপমাত্রা৪ প্লাস্টিকের তরলতা বজায় রেখে এর পচন রোধ করা যায়। অতিরিক্ত তাপমাত্রার কারণে উপাদানের গুণমান হ্রাস পেতে পারে, যা চূড়ান্ত পণ্যের শক্তি এবং বাহ্যিক রূপকে প্রভাবিত করে। অন্যদিকে, তাপমাত্রা খুব কম হলে অসম্পূর্ণ ফিলিং হতে পারে, যার ফলে শট ছোট হয়ে যায়।
ছাঁচের তাপমাত্রা অপ্টিমাইজ করা
ছাঁচের তাপমাত্রা সরাসরি পণ্যের শীতলকরণের হারকে প্রভাবিত করে, যা এর কাঠামোগত অখণ্ডতা এবং পৃষ্ঠের সমাপ্তির জন্য অত্যন্ত গুরুত্বপূর্ণ। উচ্চতর ছাঁচের তাপমাত্রা5 পৃষ্ঠের গুণমান উন্নত করতে পারে এবং অভ্যন্তরীণ চাপ কমাতে পারে তবে ভাঙন প্রক্রিয়াগুলিকে জটিল করে তুলতে পারে। তবে, কম তাপমাত্রা চক্রের সময়কে ত্বরান্বিত করতে পারে তবে পৃষ্ঠের সমাপ্তি খারাপ হতে পারে এবং অবশিষ্ট চাপ বৃদ্ধি পেতে পারে।
স্ফটিক প্লাস্টিকের জন্য, পণ্যে কাঙ্ক্ষিত স্ফটিকতা অর্জনের জন্য উচ্চ ছাঁচের তাপমাত্রা বজায় রাখা অপরিহার্য। বিপরীতে, নিরাকার প্লাস্টিকগুলি অবাঞ্ছিত চাপ প্রতিরোধ করার জন্য কম ছাঁচের তাপমাত্রা থেকে উপকৃত হয়।.
শীতলকরণের সময় বিবেচনা
শীতলকরণের পর্যায় প্লাস্টিকের অংশের আকৃতিকে দৃঢ় করে তোলে। নিয়ন্ত্রিত শীতলকরণ বিকৃতকরণ এবং সংকোচন রোধ করে, যা পণ্যের মাত্রায় অসঙ্গতি সৃষ্টি করতে পারে। শীতলকরণের সময়6 অংশের দেয়ালের বেধ এবং আকার অনুসারে
পুরু-দেয়ালযুক্ত পণ্যগুলির জন্য সাধারণত দীর্ঘ শীতলকরণের সময় প্রয়োজন হয় যাতে পুরো অংশ জুড়ে অভিন্ন শীতলতা নিশ্চিত করা যায়। পাতলা-দেয়ালযুক্ত পণ্যগুলির জন্য, কম শীতলকরণের সময় যথেষ্ট, তবে বিকৃতি এড়াতে যত্ন নেওয়া উচিত।.
চাপ এবং সময়ের সাথে তাপমাত্রার ভারসাম্য বজায় রাখা
তাপমাত্রা সমন্বয় ভরাট এবং ধারণ উভয় পর্যায়ে চাপ এবং সময় সেটিংসের সাথে ঘনিষ্ঠভাবে সম্পর্কিত। সর্বোত্তম ফলাফলের জন্য, নির্দিষ্ট উপাদান এবং পণ্য নকশার প্রয়োজনীয়তার উপর ভিত্তি করে তিনটি পরামিতিই সামঞ্জস্যপূর্ণ করা উচিত। এই সামগ্রিক পদ্ধতি নিশ্চিত করে যে ছাঁচে তৈরি অংশগুলি ধারাবাহিকভাবে মানের মান পূরণ করে।.
সংক্ষেপে, ইনজেকশন ছাঁচনির্মাণের মধ্যে সূক্ষ্ম তাপমাত্রা নিয়ন্ত্রণ কেবল পণ্যের গুণমানই উন্নত করে না বরং ত্রুটিগুলি হ্রাস করে এবং উৎপাদন ব্যাচগুলিতে ধারাবাহিকতা নিশ্চিত করে উৎপাদন দক্ষতাও সর্বোত্তম করে তোলে।.
ইনজেকশন ছাঁচনির্মাণে ব্যারেলের তাপমাত্রা গলিত সান্দ্রতাকে প্রভাবিত করে।.সত্য
ব্যারেলের তাপমাত্রা সামঞ্জস্য করলে প্লাস্টিকের তরলতা নিয়ন্ত্রণ হয়, যা ছাঁচের ভরাট নিশ্চিত করে।.
কম ছাঁচের তাপমাত্রা চক্রের সময় কমায় কিন্তু চাপ বাড়ায়।.সত্য
কম তাপমাত্রা চক্রকে ত্বরান্বিত করে কিন্তু পৃষ্ঠের সমাপ্তি খারাপ হতে পারে।.
হোল্ডিং পর্যায়ে সাধারণ চ্যালেঞ্জগুলি কী কী?
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে ধারণক্ষমতার পর্যায়ে নেভিগেট করা স্বতন্ত্র চ্যালেঞ্জ উপস্থাপন করে যা পণ্যের গুণমান এবং উৎপাদন দক্ষতার উপর প্রভাব ফেলতে পারে।.
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণের ধারণ পর্যায়ে সাধারণ চ্যালেঞ্জগুলির মধ্যে রয়েছে অতিরিক্ত অভ্যন্তরীণ চাপ, সংকোচনের চিহ্ন এবং ভাঙার অসুবিধা। এই সমস্যাগুলি ভুল ধারণ চাপ, সময় এবং ছাঁচের তাপমাত্রা সেটিংসের কারণে উদ্ভূত হয়, সর্বোত্তম ফলাফল নিশ্চিত করার জন্য পণ্যের বৈশিষ্ট্যের উপর ভিত্তি করে সুনির্দিষ্ট সমন্বয় প্রয়োজন।.

চাপ ধরে রাখার ভূমিকা বোঝা
চাপ ধরে রাখা অত্যন্ত গুরুত্বপূর্ণ কারণ এটি ভর্তির পরে গহ্বরে অতিরিক্ত প্লাস্টিক গলে যাওয়ার মাধ্যমে ঠান্ডা সংকোচনের ক্ষতিপূরণ দেয়। খুব বেশি সেট করা হলে, এটি অত্যধিক অভ্যন্তরীণ চাপের কারণ হতে পারে এবং ভাঙনকে কঠিন করে তুলতে পারে। বিপরীতভাবে, খুব কম চাপের ফলে সংকোচনের চিহ্ন এবং আকার অস্থিরতা দেখা দিতে পারে।.
এই প্রতিবন্ধকতাগুলো মোকাবিলা করার জন্য, পণ্যের আকৃতি, আকার এবং দেয়ালের পুরুত্ব বিবেচনা করা অত্যাবশ্যক। বড় বা পুরু পণ্যের জন্য সাধারণত বেশি ধারণ চাপ প্রয়োজন হয়, অন্যদিকে ছোট বা পাতলা পণ্যের ক্ষেত্রে কম চাপই যথেষ্ট। ধারণ চাপ কার্যকরভাবে সমন্বয় করাপণ্যের গুণমানের উপর উল্লেখযোগ্য প্রভাব ফেলতে পারে।
সময় ধরে রাখার গুরুত্ব
প্লাস্টিক ধরে রাখার সময়কাল বলতে বোঝায় প্লাস্টিক ধরে রাখার চাপে গলে যাওয়ার সময়কাল। অতিরিক্ত ধরে রাখার সময়কাল অতিরিক্ত চাপ সৃষ্টি করতে পারে এবং উৎপাদন চক্রকে দীর্ঘায়িত করতে পারে, অন্যদিকে স্বল্প সময়ের জন্য অস্থির আকার এবং সংকোচন হতে পারে।.
পণ্যের মাত্রার উপর নির্ভর করে সর্বোত্তম ধারণ সময় পরিবর্তিত হয়; বড় বা মোটা জিনিসের জন্য দীর্ঘ সময় প্রয়োজন। প্রত্যাশিত ফলাফল অর্জনের জন্য ধারণ সময়টি সঠিকভাবে বোঝা এবং সমন্বয় করা অত্যন্ত গুরুত্বপূর্ণ।.
| পণ্যের ধরণ | প্রস্তাবিত ধারণ সময় |
|---|---|
| বড়/পুরু দেয়াল | দীর্ঘতর |
| ছোট/পাতলা দেয়াল | ছোট |
ছাঁচের তাপমাত্রা: একটি ভারসাম্যমূলক কাজ
পণ্যের গুণমান নির্ধারণে ছাঁচের তাপমাত্রা একটি গুরুত্বপূর্ণ ভূমিকা পালন করে। উচ্চ তাপমাত্রা ভাঙনকে জটিল করে তুলতে পারে এবং বিকৃতি ঘটাতে পারে, যেখানে কম তাপমাত্রা পৃষ্ঠের গুণমান খারাপ করতে পারে এবং অভ্যন্তরীণ চাপ বৃদ্ধি করতে পারে।.
ছাঁচের তাপমাত্রা সামঞ্জস্য করার জন্য প্লাস্টিকের ধরণ, পণ্যের আকৃতি এবং আকার বিবেচনা করা প্রয়োজন। স্ফটিক প্লাস্টিকের জন্য, উচ্চ তাপমাত্রা সাধারণত ভালো; নিরাকার প্লাস্টিকের জন্য, তাপমাত্রা হ্রাস করা বাঞ্ছনীয়। ছাঁচের তাপমাত্রা8 অপরিহার্য।
এই বিষয়গুলি সমালোচনামূলকভাবে পরীক্ষা করে, নির্মাতারা সাধারণ হোল্ডিং পর্যায়ের চ্যালেঞ্জগুলি হ্রাস করতে পারে, যার ফলে উন্নত দক্ষতা এবং উন্নত পণ্য ফলাফল পাওয়া যায়।.
উচ্চ ধারণ চাপ অতিরিক্ত চাপ সৃষ্টি করে।.সত্য
উচ্চ ধারণ চাপ অভ্যন্তরীণ চাপ বৃদ্ধি করে, যা ভাঙনকে জটিল করে তোলে।.
কম ছাঁচের তাপমাত্রা পৃষ্ঠের গুণমান উন্নত করে।.মিথ্যা
কম ছাঁচের তাপমাত্রা পৃষ্ঠের গুণমান খারাপ করতে পারে।.
উপসংহার
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে গুণমান এবং দক্ষতা বৃদ্ধির জন্য আপনার ইনজেকশনের গতি, চাপ এবং তাপমাত্রা অপ্টিমাইজ করা গুরুত্বপূর্ণ। এই অন্তর্দৃষ্টিগুলিকে হৃদয়ে ধারণ করুন, পরীক্ষা করুন এবং আপনার উৎপাদনের উন্নতি দেখুন!
-
সঠিক গতি সেটিংসের মাধ্যমে ছাঁচের ক্ষতি এড়ানো সম্পর্কে জানুন।: সাধারণত, একই ইনজেকশন গতিতে, উচ্চ ইনজেকশন চাপ প্লাস্টিকের প্রবাহ ক্ষমতা উন্নত করে, মাত্রিক নির্ভুলতা বৃদ্ধি করে .. ↩
-
গুণমান বজায় রেখে চক্রের সময়কে সর্বোত্তম করার কৌশলগুলি অন্বেষণ করুন।: উচ্চ-মানের, ত্রুটি-মুক্ত ছাঁচনির্মাণ অর্জনের জন্য ইনজেকশনের গতি, চাপ এবং শীতল সময়ের মধ্যে সঠিক ভারসাম্য বজায় রাখা গুরুত্বপূর্ণ .. ↩
-
দক্ষ ইনজেকশন চাপ অপ্টিমাইজেশনের জন্য উন্নত কৌশলগুলি শিখুন।: ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া অপ্টিমাইজেশনের ধাপ · 1. টুল কার্যকারিতা পরীক্ষা · 2. সংক্ষিপ্ত শট পরীক্ষা · 3. গেট সিল অধ্যয়ন · 4. নমুনা যন্ত্রাংশ মূল্যায়ন/ডেটা … ↩
-
ব্যারেলের তাপমাত্রা কীভাবে গলিত সান্দ্রতা এবং পণ্যের গুণমানকে প্রভাবিত করে তা জানুন।: এখানে একটি ইনজেকশন ছাঁচনির্মাণ মেশিনের চারটি মৌলিক ব্যারেল জোন দেখানো হয়েছে যা নজলের বডি এবং টিপ সহ সঠিকভাবে সেট আপ করতে হবে।. ↩
-
ছাঁচের তাপমাত্রা কীভাবে পৃষ্ঠের সমাপ্তি এবং চাপের মাত্রাকে প্রভাবিত করে তা আবিষ্কার করুন।: ABS এবং পলিকার্বোনেটের মতো নিরাকার পলিমারগুলিতে, উচ্চতর ছাঁচের তাপমাত্রা কম স্তরের ছাঁচে তৈরি চাপ তৈরি করে এবং ফলস্বরূপ আরও ভাল .. ↩
-
পণ্যের ধারাবাহিকতা বাড়ানোর জন্য শীতলকরণের সময় সামঞ্জস্য করার কৌশলগুলি অন্বেষণ করুন।: ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার দক্ষতা উন্নত এবং বজায় রাখার জন্য ইনজেকশন ছাঁচনির্মাণ চক্র সময় বা শীতলকরণ সময় অন্যতম প্রধান কারণ।. ↩
-
ছাঁচনির্মাণে সর্বোত্তম ধারণ চাপ নির্ধারণের কৌশলগুলি আবিষ্কার করুন।: ধারণ চাপ এবং গতি সাধারণত উপরের ইনজেকশন চাপ এবং গতির 50% - 65% হয়। অর্থাৎ, ধারণ চাপ প্রায় 0.6 - 0.8 .. ↩
-
গুণমানের জন্য সঠিক ছাঁচের তাপমাত্রা নিয়ন্ত্রণ কেন অত্যন্ত গুরুত্বপূর্ণ তা জানুন।: স্থিতিশীল ছাঁচের তাপমাত্রা ছাঁচের সংকোচনের ওঠানামা কমায়, মাত্রিক স্থিতিশীলতা উন্নত করে। স্ফটিক প্লাস্টিকের জন্য, উচ্চ ছাঁচ … ↩






