

উৎপাদনের সময় পলিপ্রোপিলিনের যন্ত্রাংশ ভেঙে পড়ার হতাশার মুখোমুখি হয়েছেন কি কখনও? আপনি একা নন। এই ধসের পেছনের সূক্ষ্মতাগুলি বোঝা আপনাকে ব্যয়বহুল ভুলগুলি এড়াতে সাহায্য করতে পারে।
ইনজেকশন ছাঁচে তৈরি পলিপ্রোপিলিন যন্ত্রাংশগুলি উপাদানের সংকোচন, দুর্বল তরলতা, অপর্যাপ্ত ইনজেকশন চাপ, বা অনুপযুক্ত ছাঁচ নকশার মতো সমস্যার কারণে ভেঙে পড়তে পারে। যন্ত্রাংশের অখণ্ডতা বজায় রাখার জন্য এই বিষয়গুলি মোকাবেলা করা অত্যন্ত গুরুত্বপূর্ণ।
আসুন পলিপ্রোপিলিন উৎপাদনের জটিল জগতের আরও গভীরে ডুব দেই এবং এই চ্যালেঞ্জগুলির মূল কারণগুলি আবিষ্কার করি।
অসম প্রাচীরের পুরুত্ব পলিপ্রোপিলিনের অংশ ভেঙে পড়ার কারণ।সত্য
অসম প্রাচীরের পুরুত্ব ডিফারেনশিয়াল শীতলতার দিকে পরিচালিত করে, যার ফলে অভ্যন্তরীণ চাপ এবং পতন ঘটে।
উপাদান সংকোচন পলিপ্রোপিলিন যন্ত্রাংশকে কীভাবে প্রভাবিত করে?
পলিপ্রোপিলিন যন্ত্রাংশের গুণমান এবং অখণ্ডতাকে প্রভাবিত করে এমন একটি গুরুত্বপূর্ণ বিষয় হল উপাদানের সংকোচন। ধসে পড়া রোধ করার জন্য এর প্রভাব বোঝা গুরুত্বপূর্ণ।
পলিপ্রোপিলিন যন্ত্রাংশের উপাদান সংকোচনের ফলে কাঠামোগত দুর্বলতা দেখা দিতে পারে, যার ফলে উৎপাদন-পরবর্তী সময়ে ধস নেমে আসে। ইনজেকশন ছাঁচনির্মাণের সময় উপাদানের সহজাত বৈশিষ্ট্য এবং প্রক্রিয়ার তারতম্যের কারণে এটি ঘটে।

পলিপ্রোপিলিনের সংকোচনের বৈশিষ্ট্যগুলি বোঝা
সংকোচন বৈশিষ্ট্যের জন্য পরিচিত , যা ছাঁচে তৈরি অংশগুলির চূড়ান্ত মাত্রা এবং স্থায়িত্বকে উল্লেখযোগ্যভাবে প্রভাবিত করতে পারে। সাধারণত, পলিপ্রোপিলিনের সংকোচনের হার 1.5% থেকে 3% এর মধ্যে থাকে। এই পার্থক্যটি ব্যবহৃত পলিপ্রোপিলিনের নির্দিষ্ট গ্রেডের উপর নির্ভর করে। যদি পর্যাপ্তভাবে হিসাব না করা হয়, তাহলে সংকোচনের ফলে মাত্রিক ত্রুটি 1 এবং এমনকি অংশ ভেঙে যেতে পারে।
বিভিন্ন গ্রেডের পলিপ্রোপিলিনের সংকোচনের হার বিভিন্ন রকমের হয়। নির্মাতাদের তাদের উদ্দেশ্যপ্রণোদিত প্রয়োগ এবং কর্মক্ষমতার প্রয়োজনীয়তার উপর ভিত্তি করে সাবধানতার সাথে উপকরণ নির্বাচন করতে হবে। প্রয়োজনীয় নকশা বা প্রক্রিয়া সমন্বয় ছাড়াই উচ্চ সংকোচনের হার সহ গ্রেড বেছে নেওয়া ধসের ঝুঁকি বাড়ায়।
মাত্রিক স্থিতিশীলতার উপর প্রভাব
সংকোচন যন্ত্রাংশের মাত্রিক স্থিতিশীলতাকে প্রভাবিত করে, যার ফলে নির্দিষ্ট সহনশীলতা থেকে সম্ভাব্য বিচ্যুতি ঘটে। এটি বিশেষ করে সেইসব উপাদানের জন্য সমস্যাযুক্ত হতে পারে যেগুলির জন্য উচ্চ নির্ভুলতা প্রয়োজন। উদাহরণস্বরূপ, অসম প্রাচীরের পুরুত্ব সংকোচনের প্রভাবকে আরও বাড়িয়ে তুলতে পারে, যেখানে ঘন অংশগুলি ধীরে ধীরে ঠান্ডা হয় এবং পাতলা অংশগুলির তুলনায় বেশি সঙ্কুচিত হয়। এই অসম শীতলতা অভ্যন্তরীণ চাপ তৈরি করতে পারে যা অংশের কাঠামোগত অখণ্ডতার সাথে আপস করে।
সংকোচনের প্রভাব কমাতে প্রক্রিয়া সমন্বয়
সংকোচনের প্রভাব কমাতে, নির্মাতারা বেশ কয়েকটি প্রক্রিয়া সমন্বয় বাস্তবায়ন করতে পারেন:
- উপাদান নির্বাচন : অংশটির প্রয়োগের জন্য উপযুক্ত অনুমানযোগ্য সংকোচন বৈশিষ্ট্য সহ পলিপ্রোপিলিন গ্রেড নির্বাচন করুন।
- ছাঁচ নকশা : ডিফারেনশিয়াল শীতলতা এবং সংকোচন কমাতে অংশ জুড়ে অভিন্ন প্রাচীর বেধ নিশ্চিত করুন।
- প্রক্রিয়া পরামিতি : প্রবাহ এবং শীতলকরণের হার কার্যকরভাবে নিয়ন্ত্রণ করতে ইনজেকশন চাপ এবং তাপমাত্রা অপ্টিমাইজ করুন।
এই বিষয়গুলির পুঙ্খানুপুঙ্খ বোধগম্যতা নির্মাতাদের সম্ভাব্য সমস্যাগুলি পূর্বাভাস দিতে এবং অংশের অখণ্ডতা বজায় রাখার জন্য জ্ঞাত সিদ্ধান্ত নিতে সক্ষম করে।
পর্যবেক্ষণ এবং মান নিয়ন্ত্রণ ব্যবস্থা
উৎপাদন প্রক্রিয়ার শুরুতে সংকোচন-সম্পর্কিত ত্রুটি সনাক্তকরণের জন্য শক্তিশালী মান নিয়ন্ত্রণ ব্যবস্থা 2
নিয়মিত পর্যবেক্ষণ এবং পর্যবেক্ষণকৃত সংকোচনের ধরণগুলির উপর ভিত্তি করে সমন্বয় নিশ্চিত করে যে চূড়ান্ত পণ্যগুলি মানের মান এবং কার্যকরী প্রয়োজনীয়তা পূরণ করে।
পলিপ্রোপিলিন সংকোচনের ফলে কাঠামোগত দুর্বলতা দেখা দেয়।সত্য
সংকোচন মাত্রা এবং স্থায়িত্বকে প্রভাবিত করে, যার ফলে সম্ভাব্য ধস নেমে আসে।
অসম প্রাচীরের পুরুত্ব পলিপ্রোপিলিনে সংকোচনের প্রভাব কমায়।মিথ্যা
অসম পুরুত্ব ডিফারেনশিয়াল কুলিং বৃদ্ধি করে, সংকোচনকে আরও বাড়িয়ে তোলে।
পার্ট ইন্টিগ্রিটিতে ইনজেকশন প্রেসার কী ভূমিকা পালন করে?
পলিপ্রোপিলিন যন্ত্রাংশের কাঠামোগত অখণ্ডতা নিশ্চিত করার ক্ষেত্রে ইনজেকশন চাপ একটি গুরুত্বপূর্ণ বিষয়, যা তাদের শক্তি এবং স্থায়িত্বকে সরাসরি প্রভাবিত করে।
ইনজেকশন চাপ নিশ্চিত করে যে গলিত পলিপ্রোপিলিন ছাঁচের গহ্বর সম্পূর্ণরূপে দখল করে, ত্রুটি প্রতিরোধ করে এবং অংশের অখণ্ডতা নিশ্চিত করে। কম চাপ অসম্পূর্ণ ভরাট হতে পারে, যার ফলে অভ্যন্তরীণ দুর্বলতা এবং সম্ভাব্য পতন হতে পারে।
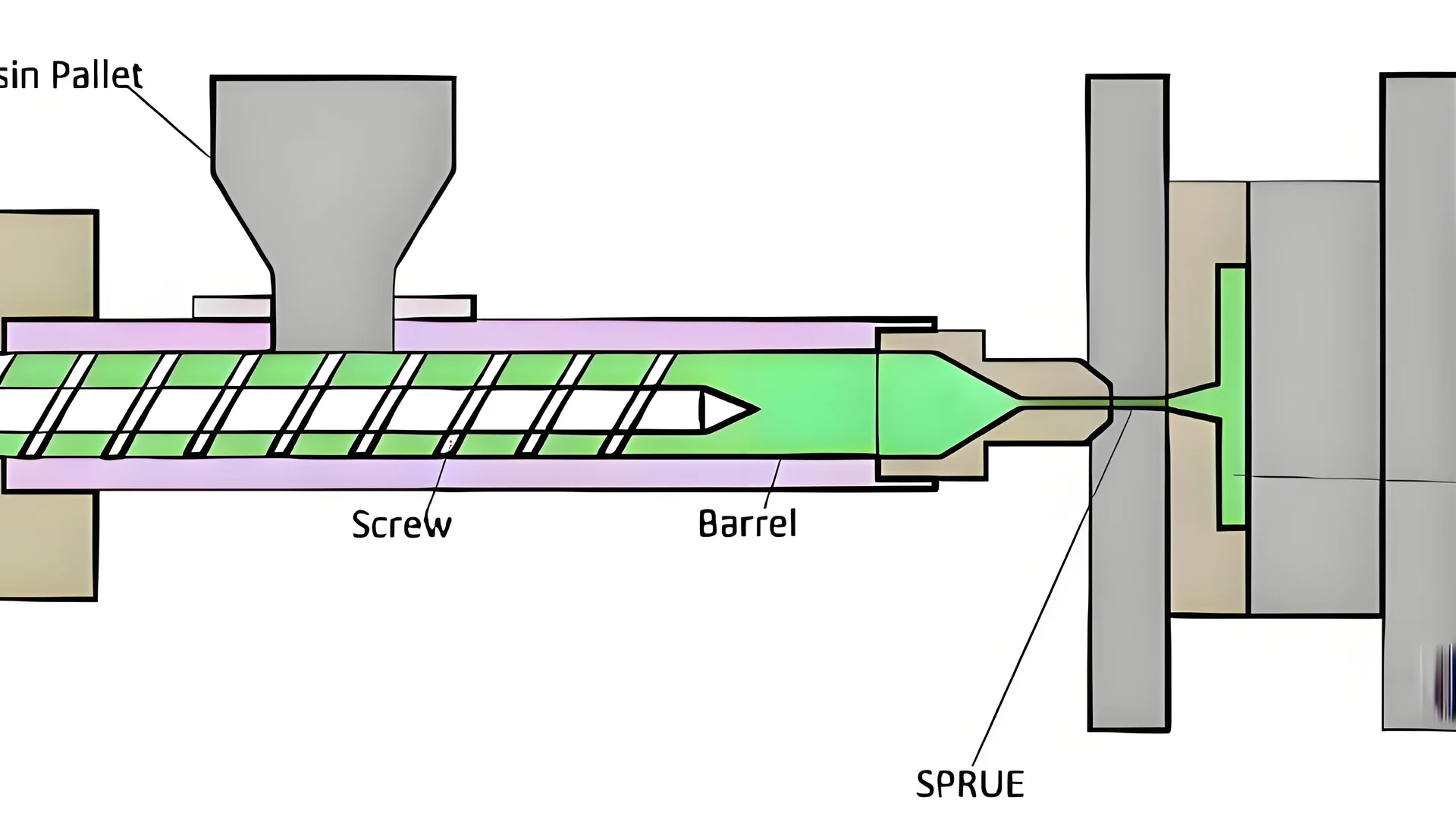
পলিপ্রোপিলিন ছাঁচনির্মাণে ইনজেকশন চাপের গুরুত্ব
ইনজেকশন ছাঁচনির্মাণে ইনজেকশন চাপ অত্যন্ত গুরুত্বপূর্ণ কারণ এটি নিশ্চিত করে যে গলিত পলিপ্রোপিলিন ছাঁচের গহ্বর পর্যাপ্তভাবে পূরণ করতে পারে। এই চাপটি প্রতিরোধকে অতিক্রম করার জন্য এবং ছাঁচের প্রতিটি কোণে উপাদানের প্রবাহ বজায় রাখার জন্য যথেষ্ট উচ্চ হওয়া উচিত। যদি ইনজেকশন চাপ খুব কম হয়, তাহলে এটি অসম্পূর্ণ ভরাট হতে পারে, যার ফলে দুর্বলতা দেখা দিতে পারে এবং অংশটি ঠান্ডা হয়ে গেলে ভেঙে পড়ার সম্ভাবনা থাকে।
কাঠামোগত অখণ্ডতার উপর প্রভাব
যখন গলিত পলিপ্রোপিলিনকে অপর্যাপ্ত চাপের সাথে একটি ছাঁচে প্রবেশ করানো হয়, তখন উপাদানটি সমস্ত অংশে পৌঁছাতে পারে না, বিশেষ করে জটিল বা জটিল নকশায়। উপাদানের বন্টনের এই অভাব অংশের মধ্যে শূন্যস্থান বা দুর্বল বিন্দু তৈরি করতে পারে, যা চাপের মধ্যে বা পরিচালনার সময় এটি ভেঙে পড়ার সম্ভাবনা তৈরি করে। ইনজেকশন চাপ বৃদ্ধি করে, নির্মাতারা নিশ্চিত করতে পারেন যে উপাদানটি ছাঁচের ক্ষুদ্রতম অংশগুলিও পূরণ করে, যার ফলে সামগ্রিক অংশের শক্তি বৃদ্ধি পায়।
সর্বোত্তম ফলাফলের জন্য ইনজেকশন চাপ সামঞ্জস্য করা
-
পার্ট ডিজাইন বিবেচনা
অংশের আকৃতি এবং জটিলতা প্রয়োজনীয় ইনজেকশন চাপকে উল্লেখযোগ্যভাবে প্রভাবিত করে। উদাহরণস্বরূপ, পাতলা দেয়াল সহ জটিল নকশাগুলিতে ত্রুটি ছাড়াই সম্পূর্ণ ভরাট নিশ্চিত করার জন্য উচ্চ চাপের প্রয়োজন হতে পারে। বিপরীতে, সহজ নকশাগুলিতে ততটা চাপের প্রয়োজন নাও হতে পারে।
-
উপাদান বৈশিষ্ট্য
বিভিন্ন গ্রেডের পলিপ্রোপিলিনের তরলতা এবং সংকোচনের বৈশিষ্ট্য বিভিন্ন মাত্রায় প্রদর্শিত হয়। উদাহরণস্বরূপ, উচ্চ-তরলতা গ্রেড 3 বেশি সান্দ্র গ্রেডের তুলনায় কম চাপে ছাঁচটি আরও সহজে পূরণ করতে পারে।
-
ছাঁচ কনফিগারেশন
গেটের সংখ্যা এবং আকার, বায়ুচলাচল ব্যবস্থা এবং শীতলকরণ চ্যানেলের মতো বিষয়গুলি ছাঁচ জুড়ে চাপ কতটা কার্যকরভাবে প্রয়োগ করা হয় তা প্রভাবিত করতে পারে। সঠিক ছাঁচ নকশা চাপের অভিন্ন বন্টন নিশ্চিত করতে এই দিকগুলি পরিচালনা করতে সহায়তা করতে পারে।
অন্যান্য চলকের সাথে চাপের ভারসাম্য বজায় রাখা
ইনজেকশনের চাপ বৃদ্ধি করলে যন্ত্রাংশের অখণ্ডতা উন্নত হতে পারে, তবে ধরে রাখার সময় এবং ঠান্ডা করার হারের মতো অন্যান্য পরামিতিগুলির সাথে এটির ভারসাম্য বজায় রাখাও অপরিহার্য। অতিরিক্ত চাপের ফলে অভ্যন্তরীণ চাপ বৃদ্ধি বা ঝলকানির মতো অন্যান্য সমস্যা দেখা দিতে পারে।
এই বিষয়গুলিকে সামঞ্জস্য এবং ভারসাম্য বজায় রাখার জন্য একটি পদ্ধতিগত পদ্ধতি ব্যবহার করলে পলিপ্রোপিলিন যন্ত্রাংশের গুণমান এবং কর্মক্ষমতা উল্লেখযোগ্যভাবে বৃদ্ধি পেতে পারে। প্রতিটি উপাদানের বিস্তারিত মূল্যায়ন লক্ষ্যবস্তুতে উন্নতির সুযোগ করে দেয় যা উৎপাদনে দক্ষতা এবং ব্যয়-কার্যকারিতা বজায় রেখে পতন রোধ করতে সহায়তা করে।
উচ্চ ইনজেকশন চাপ ছাঁচ ভর্তি ত্রুটি প্রতিরোধ করে।সত্য
উচ্চ চাপ নিশ্চিত করে যে গলিত পলিপ্রোপিলিন ছাঁচটি সম্পূর্ণরূপে পূরণ করে, ত্রুটি এড়িয়ে যায়।
কম ইনজেকশন চাপ পলিপ্রোপিলিন অংশগুলিকে শক্তিশালী করে।মিথ্যা
কম চাপের কারণে অসম্পূর্ণ ভরাট হতে পারে, যার ফলে অংশে দুর্বলতা দেখা দিতে পারে।
পতন রোধে ছাঁচ নকশা কেন গুরুত্বপূর্ণ?
পলিপ্রোপিলিন যন্ত্রাংশের কাঠামোগত পতন রোধে, স্থায়িত্ব এবং কার্যকারিতা নিশ্চিত করতে একটি সু-নকশিত ছাঁচ অত্যন্ত গুরুত্বপূর্ণ।
দেয়ালের পুরুত্বের অভিন্নতা, গেটের অবস্থান এবং নিষ্কাশনের দক্ষতার মতো বিষয়গুলিকে মোকাবেলা করে পলিপ্রোপিলিন যন্ত্রাংশের পতন রোধে ছাঁচের নকশা অত্যন্ত গুরুত্বপূর্ণ। সঠিক ছাঁচের নকশা সমানভাবে উপাদান বিতরণ নিশ্চিত করে, অভ্যন্তরীণ চাপ কমায় এবং যন্ত্রাংশের স্থায়িত্ব বাড়ায়।

অভিন্ন প্রাচীর পুরুত্বের গুরুত্ব
ছাঁচ নকশার একটি মৌলিক দিক হল যন্ত্রাংশের দেয়ালের পুরুত্ব সমান থাকে তা নিশ্চিত করা। যখন পলিপ্রোপিলিন অংশগুলির দেয়ালের পুরুত্ব অসম থাকে, তখন অংশ জুড়ে শীতলকরণ এবং সংকোচনের হার উল্লেখযোগ্যভাবে পরিবর্তিত হয়। পুরু-দেয়ালযুক্ত অংশগুলি আরও ধীরে ধীরে ঠান্ডা হয় এবং আরও সঙ্কুচিত হয়, যার ফলে অভ্যন্তরীণ চাপ তৈরি হয় যা ভাঙার সময় ধসের কারণ হতে পারে।
এই সমস্যাটি কমাতে, ডিজাইনারদের পুরো অংশ জুড়ে দেয়ালের পুরুত্বের ধারাবাহিকতা বজায় রাখার লক্ষ্য রাখা উচিত। যদি বৈচিত্র্য অনিবার্য হয়, তাহলে পাঁজর এবং ট্রানজিশন ফিলেটের মতো কাঠামোগত বৈশিষ্ট্যগুলি অন্তর্ভুক্ত করলে চাপ আরও সমানভাবে বিতরণ করা যায় এবং ধসের ঝুঁকি কমানো যায়।
সমান পদার্থ প্রবাহের জন্য গেট পজিশনিং
ছাঁচ নকশার ক্ষেত্রে গেটের অবস্থান আরেকটি গুরুত্বপূর্ণ বিষয় যা যন্ত্রাংশের গুণমানকে প্রভাবিত করে। অনুপযুক্তভাবে স্থাপন করা গেট অসম উপাদান বিতরণের দিকে পরিচালিত করতে পারে, যার ফলে যন্ত্রাংশের বিভিন্ন অংশে উপাদানের ঘাটতি বা অতিরিক্ততা দেখা দিতে পারে। শীতলকরণ পর্যায়ে এই অসঙ্গতির ফলে প্রায়শই ধসে পড়ে।
ডিজাইনারদের অবশ্যই পলিপ্রোপিলিনের প্রবাহ বৈশিষ্ট্যগুলি, অংশের জ্যামিতির পাশাপাশি সাবধানতার সাথে বিবেচনা করতে হবে, যাতে একটি গেট অবস্থান নির্বাচন করা যায় যা অভিন্ন ভরাট নিশ্চিত করে। উদাহরণস্বরূপ, কৌশলগত পয়েন্টগুলিতে গেট স্থাপন করলে সুষম প্রবাহ পথ সহজতর হতে পারে যা সম্ভাব্য দুর্বলতাগুলি হ্রাস করে।
দক্ষ নিষ্কাশন ব্যবস্থা
ছাঁচ থেকে দক্ষ গ্যাস নিষ্কাশন অপরিহার্য, যাতে উচ্চ-চাপের এলাকাগুলি উপাদানের প্রবাহকে বাধাগ্রস্ত করতে পারে এবং অপর্যাপ্ত ভরাট হতে পারে। দুর্বল নিষ্কাশন নকশা বাতাসকে আটকে রাখে, যার ফলে সংকোচন হয় এবং ঠান্ডা হওয়ার পরে ধসে পড়ে।
একটি সুচিন্তিত নিষ্কাশন ব্যবস্থা বাস্তবায়ন করা, যার মধ্যে বিভাজনকারী পৃষ্ঠগুলির মধ্যে নিষ্কাশন খাঁজ বা ভেন্ট অন্তর্ভুক্ত থাকতে পারে, গ্যাসগুলিকে মসৃণভাবে বেরিয়ে যেতে দেয়। এটি কেবল উপাদানের বন্টন উন্নত করে না বরং সামগ্রিক অংশের স্থিতিশীলতায়ও অবদান রাখে।
এই কৌশলগুলি বাস্তবে কীভাবে বাস্তবায়িত করা যেতে পারে সে সম্পর্কে আপনার বোধগম্যতা আরও গভীর করতে ছাঁচ নকশা কৌশল 4
একই রকমের প্রাচীরের পুরুত্ব অংশ ভেঙে পড়া রোধ করে।সত্য
ধারাবাহিক প্রাচীরের পুরুত্ব চাপ এবং সংকোচনের পার্থক্য হ্রাস করে।
গেটের সঠিক অবস্থান না থাকার ফলে উপকরণের ঘাটতি দেখা দেয়।সত্য
ভুল গেট স্থাপনের ফলে অসম উপাদান বিতরণ হয়।
শীতলকরণের সময় কীভাবে কাঠামোগত স্থিতিশীলতার উপর প্রভাব ফেলতে পারে?
ইনজেকশন ছাঁচনির্মাণে শীতল সময় একটি গুরুত্বপূর্ণ বিষয়, যা পলিপ্রোপিলিন যন্ত্রাংশের কাঠামোগত স্থিতিশীলতার উপর প্রভাব ফেলে।
সঠিক শীতলকরণের সময় পলিপ্রোপিলিনের যন্ত্রাংশ সম্পূর্ণরূপে শক্ত হওয়া নিশ্চিত করে, অপর্যাপ্ত শীতলকরণের কারণে ভেঙে পড়ার ঝুঁকি হ্রাস করে।
শীতল সময়ের পিছনে বিজ্ঞান
ইনজেকশন মোল্ডিং ৫ এর জগতে , শীতলকরণের সময় একটি গুরুত্বপূর্ণ পরামিতি। এটি সরাসরি পলিপ্রোপিলিনের অংশ কতটা শক্ত হয় এবং এর পরবর্তী কাঠামোগত স্থিতিশীলতার উপর প্রভাব ফেলে। অপর্যাপ্ত শীতলকরণ উপাদানটিকে আধা-কঠিন অবস্থায় ফেলে দিতে পারে, ওজন বা চাপের কারণে ভেঙে পড়ার সম্ভাবনা বাড়িয়ে দেয়। বিপরীতে, অতিরিক্ত শীতলকরণ দীর্ঘ উৎপাদন চক্রের দিকে নিয়ে যেতে পারে, যা দক্ষতার উপর প্রভাব ফেলতে পারে।
উপাদান দৃঢ়ীকরণ
শীতলকরণ পর্যায়ে, গলিত থেকে কঠিন অবস্থায় রূপান্তর ঘটে। এই পর্যায়টি অত্যন্ত গুরুত্বপূর্ণ কারণ এটি ছাঁচে তৈরি অংশের চূড়ান্ত শক্তি এবং স্থায়িত্ব নির্ধারণ করে। যদি শীতলকরণ কম করা হয়, তাহলে অংশের মধ্যে থাকা অংশগুলি সম্পূর্ণ শক্ত নাও হতে পারে, যার ফলে দুর্বল বিন্দুগুলি ভেঙে পড়ার ঝুঁকিতে পড়ে।
| শীতলকরণের পরিস্থিতি | ফলাফল |
|---|---|
| অপর্যাপ্ত শীতলতা | আংশিকভাবে শক্ত অংশ, ধসে পড়ার ঝুঁকি |
| সর্বোত্তম শীতলকরণ | সম্পূর্ণ দৃঢ়ীকরণ, কাঠামোগত অখণ্ডতা |
| অতিরিক্ত শীতলতা | চক্রের সময় বৃদ্ধি, দক্ষতা হ্রাস |
সর্বোত্তম শীতলকরণের জন্য বিবেচনা
- অংশের পুরুত্ব: ঘন অংশগুলিকে সমানভাবে শক্ত করার জন্য দীর্ঘ ঠান্ডা করার সময় প্রয়োজন। পাতলা দেয়ালযুক্ত অংশগুলি দ্রুত ঠান্ডা হয় তবে এখনও পাকা বা সংকোচন এড়াতে মনোযোগের প্রয়োজন হতে পারে।
- ছাঁচের তাপমাত্রা: উপযুক্ত ছাঁচের তাপমাত্রা বজায় রাখলে অংশ থেকে দক্ষতার সাথে তাপ নিষ্কাশন করা সম্ভব হয়, যা সমানভাবে ঠান্ডা হতে সাহায্য করে।
- কুলিং চ্যানেল: ছাঁচের মধ্যে সঠিকভাবে ডিজাইন করা কুলিং চ্যানেলগুলি তাপ অপচয় বৃদ্ধি করতে পারে, পুরো অংশ জুড়ে সমানভাবে শীতলতা বৃদ্ধি করতে পারে।
দক্ষতা এবং মানের ভারসাম্য বজায় রাখা
কাঠামোগত ব্যর্থতা রোধ করার জন্য পর্যাপ্ত শীতলকরণের সময় নিশ্চিত করা অপরিহার্য হলেও, নির্মাতারা দক্ষ উৎপাদন হার বজায় রাখার চ্যালেঞ্জের মুখোমুখি হন। এই ভারসাম্য অর্জন করা যেতে পারে নিম্নলিখিত উপায়ে:
- তাপ নিষ্কাশন দক্ষতা বৃদ্ধির জন্য কুলিং চ্যানেল ডিজাইন অপ্টিমাইজ করা।
- অংশের জ্যামিতির উপর ভিত্তি করে ছাঁচের তাপমাত্রা এবং চক্রের সময়কালের মতো প্রক্রিয়া পরামিতিগুলি সামঞ্জস্য করা।
- শীতল আচরণের পূর্বাভাস দিতে এবং সেটিংস অপ্টিমাইজ করতে সিমুলেশন সফ্টওয়্যার ব্যবহার করা।
পরিশেষে, কার্যকরভাবে শীতলকরণের সময় পরিচালনা করা কেবল ধস রোধ করার জন্য নয় বরং গুণমান এবং উৎপাদন দক্ষতার মধ্যে একটি সূক্ষ্ম ভারসাম্য অর্জনের জন্যও। নির্মাতাদের জন্য, এই গতিশীলতাগুলি বোঝা আরও শক্তিশালী এবং নির্ভরযোগ্য পলিপ্রোপিলিন যন্ত্রাংশ তৈরি করতে পারে।
অপর্যাপ্ত শীতলতার কারণে পলিপ্রোপিলিন ভেঙে পড়ে।সত্য
পর্যাপ্ত শীতলকরণ ছাড়া, অংশগুলি আধা-কঠিন থাকে, যা ভেঙে পড়ার ঝুঁকি রাখে।
অতিরিক্ত শীতলকরণ উৎপাদন দক্ষতা বৃদ্ধি করে।মিথ্যা
অতিরিক্ত ঠান্ডা হলে চক্রের সময় বৃদ্ধি পায়, উৎপাদন দক্ষতা হ্রাস পায়।
উপসংহার
উপাদানের বৈশিষ্ট্য, প্রক্রিয়ার পরামিতি এবং ছাঁচের নকশা মোকাবেলা করে, নির্মাতারা ধসের ঝুঁকি উল্লেখযোগ্যভাবে কমাতে পারে এবং পণ্যের নির্ভরযোগ্যতা বাড়াতে পারে।
-
ছাঁচে তৈরি অংশগুলিতে সংকোচন কীভাবে মাত্রিক নির্ভুলতার উপর প্রভাব ফেলে তা জানুন।: এই ফলাফলগুলি থেকে, একটি নির্দিষ্ট গ্রেড এবং অংশের সংকোচন সঠিকভাবে অনুমান করা যেতে পারে পছন্দসই অংশের বেধ দিয়ে শুরু করে। এটি একটি স্থির … ↩
-
ইনজেকশন-ছাঁচে তৈরি যন্ত্রাংশের জন্য কার্যকর মান নিয়ন্ত্রণ কৌশলগুলি অন্বেষণ করুন।: প্রথম পর্যায় হল নকশা পর্যায়, তারপরে ছাঁচ এবং প্রাক-উত্পাদন পরিদর্শন এবং প্রক্রিয়াধীন মান নিয়ন্ত্রণ এবং চূড়ান্ত পরিদর্শন। ↩
-
উন্নত ছাঁচ ভর্তি ক্ষমতা প্রদানকারী বিভিন্ন গ্রেড আবিষ্কার করুন।: মোপ্লেন RP5007 এর উচ্চ তরলতা এবং উচ্চ চকচকেতা প্রক্রিয়াকরণ তাপমাত্রা 10 থেকে 20°C কমাতে সক্ষম করে, ইনজেকশনের গতি বৃদ্ধি করতে পারে, … ↩
-
যন্ত্রাংশের অখণ্ডতা বৃদ্ধির জন্য উন্নত ছাঁচ নকশা কৌশল আবিষ্কার করুন।: আন্ডারকাট সহ যন্ত্রাংশ নকশার ছয়টি উদাহরণ: একটি TE ক্যাপ, CT ক্যাপ, থ্রেডেড কলার, প্রেসক্রিপশন, ডোজিং এবং দীর্ঘ থ্রেড রান নকশা। আন্ডারকাট … ↩
-
ইনজেকশন ছাঁচনির্মাণে ঠান্ডা সময়ের উল্লেখযোগ্য প্রভাবগুলি অন্বেষণ করুন: ৮০%। প্লাস্টিকের অংশ ঠান্ডা করার জন্য ছাঁচনির্মাণ চক্রের বেশিরভাগ সময় ব্যয় করা হয়। এটি প্রক্রিয়াটির একটি মোটামুটি বড় অংশ, তাই এটি গুরুত্বপূর্ণ ... ↩






