

আপনি কি কখনও আপনার প্লাস্টিক পণ্যগুলিতে বিরক্তিকর মোচড় এবং বাঁক দেখেছেন?
ইনজেকশন ছাঁচনির্মাণে পণ্যের ওয়ারপেজ ত্রুটিগুলি ছাঁচের নকশা, প্রক্রিয়া পরামিতি এবং উপাদানের বৈশিষ্ট্য থেকে উদ্ভূত হয়। মূল কারণগুলির মধ্যে রয়েছে অসম শীতলকরণ, দুর্বল ছাঁচের মুক্তি এবং উপাদানের সংকোচন। এই সমস্যাগুলি সমাধান করলে ওয়ারপেজ উল্লেখযোগ্যভাবে হ্রাস করা যেতে পারে।.
এই সারসংক্ষেপটি পণ্যের যুদ্ধক্ষেত্রের কারণ সম্পর্কে একটি সংক্ষিপ্ত ধারণা দেয়। বিস্তারিতভাবে আলোচনা করা খুবই গুরুত্বপূর্ণ। প্রতিটি বিষয় ফলাফলকে প্রভাবিত করে। উদাহরণস্বরূপ, শীতলকরণ ব্যবস্থার নকশা গুরুত্বপূর্ণ। উপাদানের পছন্দও গুরুত্বপূর্ণ। এই উপাদানগুলি অন্বেষণ করা অনেক সাহায্য করে। মানুষ নতুন অন্তর্দৃষ্টি এবং কৌশল আবিষ্কার করে। এই অন্তর্দৃষ্টিগুলি উৎপাদন প্রক্রিয়ায় যুদ্ধক্ষেত্র প্রতিরোধে সহায়তা করে।.
ইনজেকশন ছাঁচনির্মাণে অসম শীতলতার কারণে পণ্যের ক্ষয় হয়।.সত্য
অসম শীতলতার ফলে ডিফারেনশিয়াল সংকোচন ঘটে, যার ফলে ওয়ারপেজ তৈরি হয়।.
ছাঁচ মুক্ত করার প্রক্রিয়া পণ্যের ওয়ারপেজের উপর কোন প্রভাব ফেলে না।.মিথ্যা
ভুলভাবে ছাঁচ নির্গত হলে চাপ এবং বিকৃতি হতে পারে।.
ছাঁচ নকশা কীভাবে পণ্যের ওয়ারপেজকে প্রভাবিত করে?
তুমি কি কখনও ভেবেছ যে তোমার প্লাস্টিকের পণ্যটি হঠাৎ করে বাঁকানো এবং মোচড়ানোর মাধ্যমে মজা করছে?
ইনজেকশন মোল্ডিংয়ে পণ্যের ওয়ারপেজ সাধারণত ছাঁচের নকশা থেকে আসে। কুলিং সিস্টেম লেআউট এবং ডেমোল্ডিং প্রক্রিয়া গুরুত্বপূর্ণ ভূমিকা পালন করে। অসম শীতলকরণের কারণে অনেক সমস্যা দেখা দেয়। ডেমোল্ডিংয়ের সময় ভুল বল বিতরণ আরেকটি সাধারণ কারণ।.

ছাঁচ নকশায় কুলিং সিস্টেমের ভূমিকা
ছাঁচ নকশার জটিল জগতের মধ্য দিয়ে আমি আপনাকে দেখাবো। পণ্যের বিকৃতি রোধে এটি গুরুত্বপূর্ণ ভূমিকা পালন করে। আমার প্রথম দিকে, আমি লক্ষ্য করেছিলাম যে নকশায় ছোট ছোট ভুলের ফলে প্রায়শই বিরক্তিকর ফলাফল দেখা দেয়।.
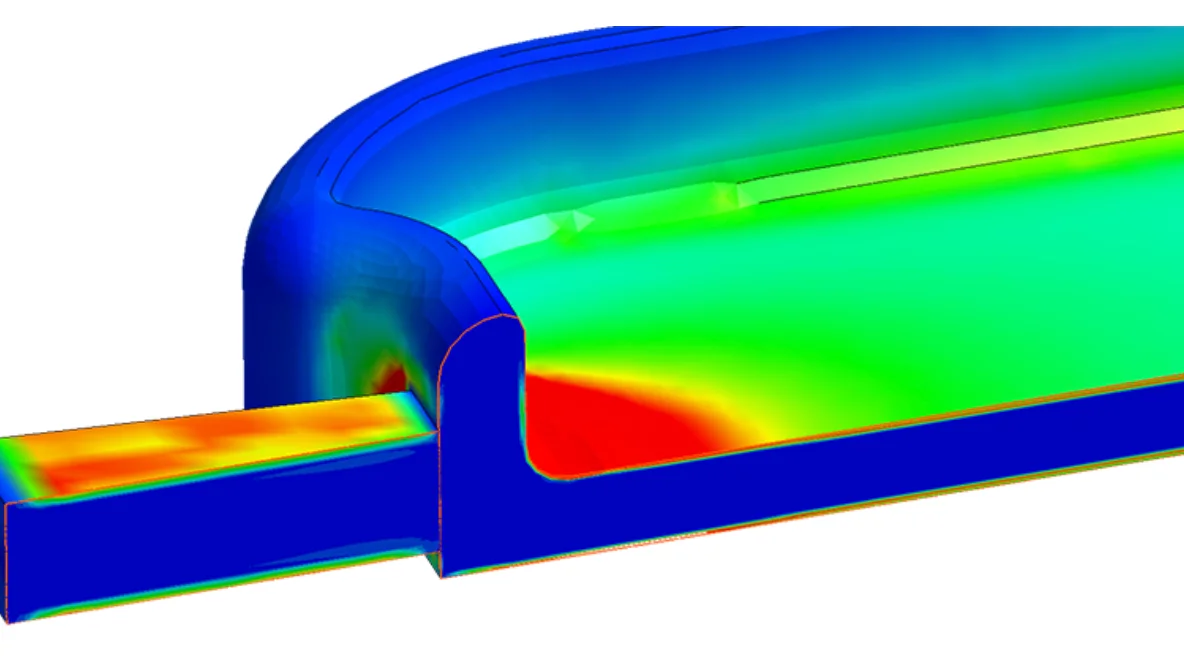
অসম শীতলতা পণ্যের বিকৃতির একটি প্রধান কারণ। যদি শীতল পাইপগুলি অযৌক্তিকভাবে ডিজাইন করা হয়, তাহলে এই পাইপের কাছাকাছি প্লাস্টিক প্রথমে ঠান্ডা হয় এবং শক্ত হয়, যখন অন্যান্য অংশগুলি আরও ধীরে ধীরে ঠান্ডা হয়। উদাহরণস্বরূপ, বড় সমতল পণ্য তৈরি করার সময়, ছাঁচ কেন্দ্রে ঘনীভূত শীতল পাইপগুলি প্রান্তের অংশগুলিকে ধীরে ধীরে ঠান্ডা করে, যার ফলে সংকোচনের পার্থক্য 1 ।
কুলিং সিস্টেমের পরামিতি
অসম শীতলতার কারণে ওয়ার্পিংয়ের সাথে আমার প্রথম দেখা হয়েছে বলে আমার মনে আছে। একটি বড় সমতল পণ্যের কিনারা ছিল যা স্থানে থাকত না। এটি আমাকে কুলিং পাইপগুলিকে ভারসাম্যপূর্ণ করার গুরুত্ব শিখিয়েছিল। পাইপগুলিকে খুব বেশি কেন্দ্রীভূত করার ফলে প্রান্ত শীতলকরণ ধীর হয়ে যেত, যার ফলে অসম সংকোচন এবং ওয়ার্পিং হত।.
পাইপের ব্যাস এবং ব্যবধানের উপর ভিত্তি করেও শীতলকরণের কার্যকারিতা নির্ধারিত হয়। একবার, আমি পাইপের ব্যবধান এবং ব্যাসকে উপেক্ষা করেছিলাম, ভেবেছিলাম এগুলো গৌণ। কিন্তু সরু বা দূরবর্তী পাইপগুলি প্লাস্টিককে খুব একটা ঠান্ডা করতে পারেনি। ফলস্বরূপ বিকৃত পণ্যের সৃষ্টি হয়েছিল।.
| প্যারামিটার | শীতলতার উপর প্রভাব |
|---|---|
| ব্যাস | কম তাপমাত্রা কম শীতলতার দিকে পরিচালিত করে |
| ব্যবধান | বেশি হলে অসম শীতলতার ঝুঁকি বাড়ে |
সঠিক শীতলকরণের জন্য এই পরামিতিগুলি সঠিকভাবে সেট করা খুবই গুরুত্বপূর্ণ।.
ভাঙার প্রক্রিয়া এবং ওয়ারপেজ
অসম ইজেক্টর পিনগুলি আমাকে আরেকটি শিক্ষা দিয়েছে। একটি প্রকল্পে পিনগুলি সমানভাবে স্থাপন করা হয়নি। ভাঙার শক্তির ফলে পরিষ্কার ওয়ার্পিং হয়েছিল।.
ছাঁচ ছাড়ার প্রক্রিয়াটি সাবধানতার সাথে বিবেচনা করা উচিত। ভাঙার সময় অসম বল পণ্যের উপর বিকৃতি । স্লাইডারের মতো প্রক্রিয়াগুলি যদি অসম বল প্রয়োগ করে তবে উল্টানো কাঠামোযুক্ত পণ্যগুলিতে বিকৃতি দেখা দিতে পারে।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার কারণগুলি
ইনজেকশন চাপ এবং ধরে রাখার চাপ
অতিরিক্ত ইনজেকশন চাপ চাপের কারণ, যেমন একটি স্যুটকেস অতিরিক্ত প্যাকিং করা। ভাঙার সময় চাপের ভারসাম্যহীনতার কারণে বিভিন্ন ধরণের দেয়ালের পুরুত্বের পণ্য ঘন দেয়ালের দিকে বিকৃত হয়ে যায়।
উচ্চ ধারণ চাপ বিশেষ করে অসম দেয়ালের পুরুত্বের পণ্যগুলিকে প্রভাবিত করে, যার ফলে ঘন দেয়ালের দিকে বিকৃত হয়ে যায়।
ছাঁচ তাপমাত্রা এবং গলিত তাপমাত্রা
আমি উন্নত তরলতার জন্য উচ্চ ছাঁচ তাপমাত্রা চেষ্টা করেছি কিন্তু এটি স্ফটিক প্লাস্টিকের সংকোচন এবং ক্ষয় বৃদ্ধি করে।
উচ্চ ছাঁচ তাপমাত্রা প্লাস্টিক গলে ঠান্ডা হওয়ার সময়কে দীর্ঘায়িত করে, সংকোচন এবং বিকৃতির ঝুঁকি বাড়ায়।
নিখুঁত তাপমাত্রার ভারসাম্য খুঁজে বের করা অপরিহার্য।
ইনজেকশন গতি
দ্রুত ইনজেকশন কার্যকর মনে হতে পারে কিন্তু উচ্চ শিয়ার স্ট্রেসের কারণ হতে পারে। দ্রুত ইনজেকশনের সময় আমি অসম গলিত বিতরণের সম্মুখীন হয়েছিলাম যার ফলে অপ্রত্যাশিত ওয়ারপেজ তৈরি হয়েছিল।
দ্রুত ইনজেকশনের গতি গহ্বরে বড় শিয়ার স্ট্রেস তৈরি করে যা অবশিষ্ট চাপ তৈরি করে যা ডিমোল্ডিং-পরবর্তী ওয়ারপেজ তৈরি করে।
ওয়ারপেজকে প্রভাবিত করে এমন উপাদানের কারণগুলি
সংকোচনের হারের তারতম্য
বিভিন্ন প্লাস্টিক তাপের প্রতি ভিন্নভাবে প্রতিক্রিয়া দেখায়; শীতলকরণের সময় উচ্চ সংকোচনের হারের কারণে পলিমাইড আমার লম্বা পণ্যটিকে বিকৃত করে, যার ফলে সহজেই ওয়ারপেজ সমস্যা 3। ছাঁচ নকশায় দিকনির্দেশনামূলক সংকোচন বিবেচনা করা প্রয়োজন।
দিকনির্দেশনামূলক (অ্যানিসোট্রপিক) সংকোচন দীর্ঘ পণ্যগুলিকে তাদের দৈর্ঘ্য এবং প্রস্থের সাথে ভিন্নভাবে প্রভাবিত করতে পারে।
বিভিন্ন প্লাস্টিকের সংকোচনের হার ভিন্ন হয়; পলিঅ্যামাইডের মতো উপাদানগুলি শীতল করার সময় সহজেই বড় সংকোচন প্রদর্শন করে যার ফলে ওয়ারপেজ
সমস্যা 4. দিকনির্দেশক (অ্যানিসোট্রপিক) সংকোচনের ফলে লম্বা পণ্যগুলি তাদের দৈর্ঘ্য এবং প্রস্থে ভিন্নভাবে প্রভাবিত হতে পারে।
বিভিন্ন প্লাস্টিকের সংকোচনের হার ভিন্ন হয়; পলিঅ্যামাইডের মতো উপাদানগুলি শীতল করার সময় সহজেই বড় সংকোচনের ফলে ওয়ারপেজ সমস্যা 5.
দিকনির্দেশক (অ্যানিসোট্রপিক) সংকোচনের ফলে লম্বা পণ্যগুলি তাদের দৈর্ঘ্য এবং প্রস্থে ভিন্নভাবে প্রভাবিত হতে পারে। বিভিন্ন প্লাস্টিকের সংকোচনের হার ভিন্ন হয়; পলিঅ্যামাইডের মতো উপাদানগুলি শীতল করার সময় সহজেই বড় সংকোচনের ফলে ওয়ারপেজ সমস্যা দেখা দেয় 6. দিকনির্দেশক ( বিভিন্ন
প্লাস্টিকের সংকোচনের হার ভিন্ন হয়; পলিঅ্যামাইডের মতো উপাদানগুলি শীতল করার সময় সহজেই বড় সংকোচনের ফলে ওয়ারপেজ সমস্যা দেখা দেয় 7.
দিকনির্দেশক ( অ্যানিসোট্রপিক) সংকোচনের ফলে
অসম শীতলতার কারণে ছাঁচের নকশায় পণ্যের বিকৃতি ঘটে।.সত্য
অসম শীতলতার ফলে ডিফারেনশিয়াল সংকোচন ঘটে, যার ফলে ওয়ারপেজ তৈরি হয়।.
পাইপের ব্যাস ছোট হলে শীতলকরণের দক্ষতা বৃদ্ধি পায়।.মিথ্যা
ছোট ব্যাসের পাইপগুলি কম শীতলতা প্রদান করে, যা যুদ্ধক্ষেত্রে যাওয়ার ঝুঁকি বাড়ায়।.
ইনজেকশন চাপ ওয়ারপেজকে কীভাবে প্রভাবিত করে?
কখনো কি ভেবে দেখেছেন কেন কিছু প্লাস্টিকের যন্ত্রাংশ সোজা থাকে না?
ইনজেকশন চাপ অবশিষ্ট চাপ এবং শীতলকরণ সংকোচন পরিবর্তন করে ওয়ারপেজকে প্রভাবিত করে। খুব বেশি চাপ সম্ভবত অসম শীতলকরণের কারণ হয়, যার ফলে সম্ভবত ওয়ারপেজ হয়। ইনজেকশন পরামিতিগুলির সঠিক সমন্বয় এই প্রভাবগুলি হ্রাস করে।.

ইনজেকশন চাপের প্রভাব বোঝা
যখন আমি ছাঁচ ডিজাইন শুরু করি, তখন ইনজেকশন চাপ আমার আকর্ষণ করে। এটি ছোট মনে হলেও প্রকল্পের সাফল্য বা ব্যর্থতা নির্ধারণ করতে পারে। এটি একটি গোপন উপাদানের মতো যা অবশ্যই নিখুঁত হতে হবে। উচ্চ চাপ গলিত প্লাস্টিককে ছাঁচের দেয়ালের সাথে খুব জোরে ধাক্কা দিতে পারে। এটি ঠান্ডা করার সময় অসম চাপ তৈরি করে। আমার এমন একটি প্রকল্পের কথা মনে আছে যেখানে সামান্য অতিরিক্ত চাপ আমাদের পণ্যকে বিকৃত করেছিল। আমরা তাড়াহুড়ো করার চেষ্টা করেছি - সত্যিই শিক্ষা পেয়েছি!
ইনজেকশন চাপ সরাসরি প্রভাবিত করে কিভাবে গলিত প্লাস্টিক ছাঁচের গহ্বর পূরণ করে। ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া 8 , যদি চাপ খুব বেশি হয়, তাহলে এটি ছাঁচের দেয়ালে অতিরিক্ত বল প্রয়োগ করতে পারে, যার ফলে অভ্যন্তরীণ চাপ অসমভাবে বিতরণ করা হয়, বিশেষ করে ঠান্ডা হওয়ার সময়।
ওয়ারপেজে অবদান রাখার কারণগুলি:
- অবশিষ্ট চাপ : উচ্চ ইনজেকশন চাপ অংশের ভিতরে চাপ তৈরি করে। ছাঁচ থেকে বেরিয়ে আসার পরে, এটি একটি টানটান স্প্রিংয়ের মতো কাজ করে, প্রায়শই বিকৃতি ঘটায়।
- সংকোচনের তারতম্য : ঘরে তৈরি কুকিজ অসমভাবে বেক করার কথা ভাবুন। ভুল চাপের কারণে ছাঁচের দেয়ালের কাছাকাছি অংশগুলি ভিতরের অংশগুলির তুলনায় দ্রুত ঠান্ডা হলে অসম সংকোচন ঘটে।
| ফ্যাক্টর | ওয়ারপেজের উপর প্রভাব |
|---|---|
| অবশিষ্ট চাপ | শীতল হওয়ার পরে বিকৃতি ঘটায় |
| সংকোচনের বৈচিত্র্য | অসম সংকোচনের দিকে পরিচালিত করে |
চাপ এবং শীতলকরণের ভারসাম্য বজায় রাখা
সঠিক ইনজেকশন এবং ধরে রাখার চাপ সবকিছু বদলে দিতে পারে। একটি প্রকল্পের কয়েকদিন ধরে এই সেটিংস সঠিকভাবে সামঞ্জস্য করার ফলে প্লাস্টিক অবশেষে ছাঁচে অতিরিক্ত চাপ ছাড়াই প্রবাহিত হয়েছে - এই প্রক্রিয়াটি নিখুঁত করা গুরুত্বপূর্ণ।.
সঠিকভাবে ইনজেকশন সামঞ্জস্য করা এবং চাপ 9 ওয়ারপেজ কমাতে সাহায্য করতে পারে। অতিরিক্ত চাপ না দিয়ে প্লাস্টিক ছাঁচে সমানভাবে প্রবাহিত হয় এমন একটি ভারসাম্য খুঁজে বের করা অত্যন্ত গুরুত্বপূর্ণ।
ছাঁচ নকশা বিবেচনা
চাপই একমাত্র বিষয় নয়; ছাঁচের নকশা অনেক গুরুত্বপূর্ণ:
- কুলিং সিস্টেম ডিজাইন : একটি অনুপযুক্ত কুলিং সিস্টেম ঠান্ডা চুলায় কেক বেক করার মতো। সমস্ত ছাঁচের অংশগুলিকে ধারাবাহিকভাবে ঠান্ডা করার জন্য পাইপগুলিকে সমানভাবে ছড়িয়ে দিতে হবে।
- রিলিজ মেকানিজম : অসম ভাঙন বল আটকে থাকা জিপারের মতো—এগুলি পণ্যগুলিকে হতাশ করে এবং বিকৃত করে। সুষম ইজেক্টর পিনগুলি এই সমস্যাগুলি প্রতিরোধ করে।
ইনজেকশন চাপ পরিচালনার পাশাপাশি, নিম্নলিখিত বিষয়গুলি বিবেচনা করুন:
- কুলিং সিস্টেম ডিজাইন : একটি অযৌক্তিক নকশা ওয়ারপেজকে আরও বাড়িয়ে তুলতে পারে; সমস্ত অংশে সমানভাবে শীতলকরণ নিশ্চিত করার জন্য কুলিং পাইপগুলি সমানভাবে বিতরণ করা উচিত।
- রিলিজ মেকানিজম : নিশ্চিত করুন যে ভাঙার বলগুলি ভারসাম্যপূর্ণ, কারণ ভাঙার সময় অসম বলগুলি আরও পণ্যের বিকৃতি ঘটাতে পারে।
উপাদান নির্বাচনের ভূমিকা
সঠিক প্লাস্টিক নির্বাচন করাও গুরুত্বপূর্ণ:
কিছু প্লাস্টিক, যেমন স্ফটিকের মতো, উচ্চ চাপে বেশি সঙ্কুচিত হয় এবং ঠান্ডা করার সময় আরও বেশি বিকৃত হয়। সঠিক সংকোচনের হার সহ উপকরণ নির্বাচন করলে অনেক মাথাব্যথা প্রতিরোধ করা যায়।
উচ্চ চাপে বিভিন্ন প্লাস্টিক ভিন্নভাবে প্রতিক্রিয়া দেখায়; উদাহরণস্বরূপ, স্ফটিক প্লাস্টিকগুলি শীতল হওয়ার সময় আরও সঙ্কুচিত হওয়ার স্বাভাবিক প্রবণতার কারণে আরও স্পষ্টভাবে ওয়ারপেজ দেখাতে পারে। উপযুক্ত সংকোচনের হার এবং স্ফটিকতা সহ উপকরণ নির্বাচন করা অপরিহার্য।.
এই উপাদানগুলির উপর দক্ষতা নাটকীয়ভাবে ত্রুটিগুলি হ্রাস করে - জ্যাকির মতো ডিজাইনাররা এটিকে কার্যকরভাবে দেখেন কারণ পণ্যগুলি তাদের অখণ্ডতা বজায় রাখে এবং অপচয় কম হয় - এই সাফল্য খুবই ফলপ্রসূ।.
উচ্চ ইনজেকশন চাপ অবশিষ্ট চাপ বৃদ্ধি করে।.সত্য
ছাঁচনির্মাণের সময় অতিরিক্ত চাপ অভ্যন্তরীণ চাপ বাড়ায়, যার ফলে ওয়ারপেজ হয়।.
সঠিক কুলিং সিস্টেম ডিজাইন ওয়ারপেজের ঝুঁকি কমায়।.সত্য
এমনকি ঠান্ডা করাও অসম সংকোচন রোধ করে এবং ছাঁচে তৈরি অংশগুলিতে বিকৃতি হ্রাস করে।.
বস্তুগত বৈশিষ্ট্যগুলি ওয়ারপেজকে কীভাবে প্রভাবিত করে?
কখনো কি ভেবে দেখেছেন যে উপকরণের ছোট ছোট পরিবর্তনগুলি কীভাবে পুরো পণ্যকে বিকৃত করে? এটা সত্যিই আকর্ষণীয়! আসুন আমরা যা তৈরি করি তা গঠনকারী লুকানো শক্তিগুলি দেখি।.
প্লাস্টিক তৈরিতে সঙ্কোচনের হার, স্ফটিকতা এবং তাপীয় প্রসারণের মতো উপাদানের বৈশিষ্ট্যগুলি অত্যন্ত গুরুত্বপূর্ণ। এই বৈশিষ্ট্যগুলি ওয়ারপেজকে উল্লেখযোগ্যভাবে প্রভাবিত করে। শীতলতা এবং চাপ উপাদানের আচরণকে প্রভাবিত করে। এর ফলে প্রকৃতপক্ষে বিকৃতি ঘটতে পারে।.
সংকোচনের হার এবং এর প্রভাব
সংকোচনের হার ১০ এর সাথে আমার প্রথম অভিজ্ঞতা PA ব্যবহার করে একটি প্রকল্পের সময় । আমি দেখেছি একটি সাবধানে তৈরি অংশটি আকৃতি থেকে বিচ্যুত হয়ে যাচ্ছে, যেন কোনও জাদুর কৌশল ভুল হয়ে গেছে। উচ্চ সংকোচনের উপাদানগুলি ঠান্ডা হওয়ার সাথে সাথে উল্লেখযোগ্যভাবে পরিবর্তিত হয়, যার ফলে পণ্য জুড়ে বিভিন্ন চাপ তৈরি হয়। ইনজেকশন ছাঁচনির্মাণে, এই পার্থক্যগুলি উপেক্ষা করা একটি বৃত্তাকার গর্তে একটি বর্গাকার খুঁটি স্থাপন করার চেষ্টা করার মতো - জিনিসগুলি ঠিক মানায় না।
| উপাদান | সাধারণ সংকোচনের হার (%) |
|---|---|
| পলিমাইড ( পিএ ) | 0.8 – 2.0 |
| পলিপ্রোপিলিন (পিপি) | 1.0 – 2.5 |
| অ্যাক্রিলোনাইট্রাইল বুটাডিন স্টাইরিন (ABS) | 0.4 – 0.8 |
স্ফটিকতার ভূমিকা
সংকোচন আচরণে স্ফটিকতা একটি প্রধান ভূমিকা পালন করে। কল্পনা করুন কিভাবে পলিথিলিন (PE) এর মতো স্ফটিক প্লাস্টিকগুলি সুন্দরভাবে সাজানো কাঠামোতে ঠান্ডা হয়; এটি ধাঁধার টুকরোগুলিকে জায়গায় আটকে যাওয়ার মতো। তবে, যদি টুকরোগুলি অসমভাবে ছড়িয়ে পড়ে, তাহলে ওয়ারপেজ ঘটে। আমি দেখেছি যে ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার 11 ।
তাপীয় সম্প্রসারণ সহগ
আমি আবিষ্কার করেছি যে তাপীয় প্রসারণ সহগ (CTE) তাপমাত্রা পরিবর্তনের সাথে সাথে মাত্রিক পরিবর্তনের জন্য একটি গুরুত্বপূর্ণ উপাদান। উচ্চ CTEযুক্ত পদার্থগুলি গলিত অবস্থা থেকে উল্লেখযোগ্যভাবে পরিবর্তিত হয়, তাই নকশা এবং প্রক্রিয়াকরণের সময় সঠিক নিয়ন্ত্রণ warping কমাতে গুরুত্বপূর্ণ।.
| উপাদান | তাপীয় প্রসারণের সহগ (µm/m°C) |
|---|---|
| পলিথিন (PE) | 100 – 200 |
| পলিকার্বোনেট (পিসি) | 65 – 70 |
| নাইলন | 80 – 120 |
যান্ত্রিক বৈশিষ্ট্যের ভারসাম্য বজায় রাখা
যান্ত্রিক বৈশিষ্ট্য, যেমন স্থিতিস্থাপকতার মডুলাস, প্রায়শই ওয়ার্পিংয়ের উপর তাদের প্রভাব দেখে আমাকে অবাক করে। কম-কঠিনতাযুক্ত উপাদানগুলি ঠান্ডা করার সময় চাপের মধ্যে বাঁকতে পারে, তবে যান্ত্রিক চাপের সমান বন্টন নিশ্চিত করা শীতল করার 12 ।
পদার্থের অ্যানিসোট্রপিক আচরণ
অ্যানিসোট্রপিক আচরণ আমার কাছে একটি উদ্ঘাটন ছিল - এই উপকরণগুলিতে, সংকোচন বা শক্তির মতো বৈশিষ্ট্যগুলি দিক অনুসারে পরিবর্তিত হয়। ইনজেকশন ছাঁচনির্মাণে, এই জাতীয় উপকরণগুলি এক দিকের তুলনায় অন্য দিকে বেশি সঙ্কুচিত হতে পারে, যা নকশা পর্যায়ে বিবেচনা না করলে বিকৃতির দিকে পরিচালিত করে। এই আচরণটি বোঝা সক্রিয়ভাবে ছাঁচনির্মাণ পণ্যগুলিতে ত্রুটিগুলি হ্রাস করতে সহায়তা করে।.
অনেক প্রকল্পে, আমি শিখেছি যে ওয়ারপেজ জটিল—পেঁয়াজের স্তরের মতো—যেখানে কুলিং সিস্টেম এবং উপাদানের বিবরণের মতো ছাঁচের কারণগুলি প্রতিটি পণ্যের চূড়ান্ত গুণমান নির্ধারণে গুরুত্বপূর্ণ ভূমিকা পালন করে।.
পলিঅ্যামাইডের সংকোচনের হার ABS এর তুলনায় কম।.মিথ্যা
পলিঅ্যামাইডের সংকোচনের হার ABS (0.4-0.8%) এর চেয়ে বেশি (0.8-2.0%)।.
উচ্চ CTE উপকরণগুলি ওয়ারপেজ প্রবণ।.সত্য
উচ্চ তাপীয় প্রসারণ সহগযুক্ত পদার্থের মাত্রা উল্লেখযোগ্যভাবে পরিবর্তিত হয়, যার ফলে ওয়ারপেজ তৈরি হয়।.
ওয়ারপেজ কমানোর কার্যকর কৌশলগুলি কী কী?
আপনার প্রোডাকশন লাইনে কখনও ওয়ার্পিংয়ের সমস্যা হয়েছে? এটা সত্যিই হতাশাজনক, তাই না? আসুন এই সমস্যা সমাধানের ব্যবহারিক উপায়গুলি অন্বেষণ করি। আপনার পণ্যগুলিকে চমৎকার অবস্থায় রাখুন।.
ওয়ারপেজ কমাতে, কুলিং সিস্টেমের দিকে মনোযোগ দিন। ইনজেকশনের চাপ সাবধানে সামঞ্জস্য করুন। কাজের জন্য সঠিক উপকরণ নির্বাচন করুন। এই পদ্ধতিগুলি গুরুত্বপূর্ণ। এই পদ্ধতিগুলি ছাঁচ নকশাকে লক্ষ্য করে। তারা প্রক্রিয়া পরামিতিগুলির উপরও মনোযোগ দেয়। উপাদান নির্বাচনও একটি বড় ভূমিকা পালন করে। এটি কম বিকৃতির দিকে পরিচালিত করে। এটি সত্যিই গুণমান উন্নত করে।.

ছাঁচের কারণ
-
কুলিং সিস্টেম ডিজাইন : যখন আমি ছাঁচ ডিজাইন শুরু করি, তখন আমি লক্ষ্য করি যে কুলিং সিস্টেম কতটা গুরুত্বপূর্ণ। অসম শীতলতা ওয়ারপেজের একটি প্রধান কারণ। যদি কুলিং পাইপগুলি সমানভাবে বিতরণ না করা হয়, তাহলে প্লাস্টিকের বিভিন্ন অংশ বিভিন্ন হারে ঠান্ডা হবে। কল্পনা করুন বড় সমতল জিনিসপত্র যার কেবল মাঝখানে শীতলতা রয়েছে; প্রান্তগুলি উষ্ণ থাকে, যা শীতলতাকে অসম করে তোলে।
প্যারামিটার ওয়ারপেজের উপর প্রভাব কুলিং পাইপের আকার ছোট ব্যাসের কারণে অপর্যাপ্ত শীতলতা হতে পারে পাইপ ব্যবধান বেশি ব্যবধানের ফলে অসম শীতলতা দেখা দেয় -
ছাঁচ ছাড়ার প্রক্রিয়া : আমি আরও জানতে পেরেছি যে একটি ভালো ছাঁচ ছাড়ার ব্যবস্থা কতটা গুরুত্বপূর্ণ। ভাঙার সময় অসম বল বিকৃত হতে পারে। অসম চাপে একটি সূক্ষ্ম খোলস খোলার ছবি তুলুন; এতে ফাটল ধরতে পারে এমনকি এটি সম্পূর্ণরূপে ভেঙেও যেতে পারে।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার কারণগুলি
-
ইনজেকশনের চাপ : ইনজেকশনের চাপ জটিল। ইনজেকশনের সময় অতিরিক্ত চাপের ফলে উচ্চ অবশিষ্ট চাপ তৈরি হতে পারে। একবার, অত্যধিক চাপ পণ্যের উপর লুকিয়ে থাকা চাপ ছেড়ে দেয়, যার ফলে ঘন অংশগুলি বাঁকতে থাকে।
-
ছাঁচের তাপমাত্রা : তারপর আছে ছাঁচের তাপমাত্রা। উচ্চ তাপমাত্রা শীতলকরণকে ধীর করে দেয় এবং সংকোচন বৃদ্ধি করে।
তাপমাত্রার ফ্যাক্টর ফলাফল ছাঁচের তাপমাত্রা দীর্ঘস্থায়ী শীতলতা, আরও সংকোচন গলিত তাপমাত্রা বর্ধিত তরলতা, উচ্চ সংকোচন -
ইনজেকশনের গতি : ইনজেকশনের গতি সাবধানে পরিচালনা করা প্রয়োজন। দ্রুত গতিতে শিয়ার স্ট্রেস তৈরি হয় যার ফলে অভ্যন্তরীণ অবশিষ্ট চাপ তৈরি হয়, যার ফলে ভাঙনের পরে ওয়ারপেজ তৈরি হয়।
প্লাস্টিক উপাদানের কারণ
-
সংকোচনের হার : এখন প্লাস্টিক সম্পর্কে - প্রতিটি ধরণের সঙ্কুচিত হয় ভিন্নভাবে। পলিঅ্যামাইডের মতো প্লাস্টিকের সংকোচনের হার বেশি, যার ফলে ওয়ারপেজ হয়।
-
স্ফটিকতা : স্ফটিকতাও গুরুত্বপূর্ণ। অসম স্ফটিকীকরণের ফলে বিভিন্ন সংকোচনের হার দেখা দেয়।
এই বিষয়গুলি বিবেচনা করে এবং স্মার্ট সমাধান 13 বিশেষ ছাঁচনির্মাণ পদ্ধতি 14 দেখুন এবং কম ওয়ার্পেজ সহ সেরাগুলি বেছে নিতে বিভিন্ন প্লাস্টিক 15
অসম শীতলতা প্লাস্টিক পণ্যগুলিতে বিকৃতি ঘটায়।.সত্য
অসম শীতলতার ফলে ডিফারেনশিয়াল সংকোচন ঘটে, যার ফলে ওয়ারপেজ তৈরি হয়।.
ইনজেকশন ছাঁচনির্মাণে উচ্চতর ছাঁচের তাপমাত্রা ওয়ারপেজ কমায়।.মিথ্যা
উচ্চতর ছাঁচের তাপমাত্রা শীতলকরণের সময় এবং সংকোচন বৃদ্ধি করে, যার ফলে ওয়ারপেজ তৈরি হয়।.
উপসংহার
ইনজেকশন ছাঁচনির্মাণে পণ্যের ওয়ারপেজ অসম শীতলতা, ছাঁচের নকশার ত্রুটি, অনুপযুক্ত চাপ সেটিংস এবং উপাদানের বৈশিষ্ট্যের কারণে ঘটে। মানসম্পন্ন উৎপাদনের জন্য এই বিষয়গুলি মোকাবেলা করা অত্যন্ত গুরুত্বপূর্ণ।.
-
কুলিং সিস্টেমের বিন্যাস কীভাবে পণ্যের শীতলকরণের অভিন্নতার উপর প্রভাব ফেলে, সংকোচন এবং ওয়ারপেজকে প্রভাবিত করে তা অন্বেষণ করুন।. ↩
-
ছাঁচে তৈরি প্লাস্টিকের মধ্যে বিভিন্ন ইনজেকশন চাপ কীভাবে অবশিষ্ট চাপের মাত্রাকে প্রভাবিত করে তা আবিষ্কার করুন।. ↩
-
ইনজেকশন ছাঁচনির্মাণের সেরা অনুশীলনগুলি সম্পর্কে জানুন যা কার্যকরভাবে ওয়ারপেজের ঝুঁকি কমাতে সাহায্য করে।. ↩
-
ইনজেকশন ছাঁচনির্মাণের সেরা অনুশীলনগুলি সম্পর্কে জানুন যা কার্যকরভাবে ওয়ারপেজের ঝুঁকি কমাতে সাহায্য করে।. ↩
-
ইনজেকশন ছাঁচনির্মাণের সেরা অনুশীলনগুলি সম্পর্কে জানুন যা কার্যকরভাবে ওয়ারপেজের ঝুঁকি কমাতে সাহায্য করে।. ↩
-
ইনজেকশন ছাঁচনির্মাণের সেরা অনুশীলনগুলি সম্পর্কে জানুন যা কার্যকরভাবে ওয়ারপেজের ঝুঁকি কমাতে সাহায্য করে।. ↩
-
ইনজেকশন ছাঁচনির্মাণের সেরা অনুশীলনগুলি সম্পর্কে জানুন যা কার্যকরভাবে ওয়ারপেজের ঝুঁকি কমাতে সাহায্য করে।. ↩
-
ইনজেকশন চাপ কীভাবে ছাঁচনির্মাণ প্রক্রিয়াকে প্রভাবিত করে সে সম্পর্কে অন্তর্দৃষ্টি অর্জন করুন, যা আপনাকে মানসম্পন্ন যন্ত্রাংশের জন্য সেটিংস অপ্টিমাইজ করতে সহায়তা করে।. ↩
-
ওয়ারপেজ কমাতে এবং পণ্যের মান উন্নত করতে ইনজেকশন সেট করার এবং চাপ ধরে রাখার সেরা পদ্ধতিগুলি আবিষ্কার করুন।. ↩
-
এই লিঙ্কটি বিভিন্ন প্লাস্টিকের সংকোচনের হারের বিস্তারিত তথ্য প্রদান করে, যা ওয়ারপেজ পরিচালনার ডিজাইনারদের জন্য অপরিহার্য।. ↩
-
পণ্যের গুণমান আরও ভালোভাবে নিয়ন্ত্রণের জন্য স্ফটিকতা এবং ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার মধ্যে সম্পর্ক সম্পর্কে জানুন।. ↩
-
যুদ্ধক্ষেত্র কমাতে এবং অভিন্ন উপাদানের বৈশিষ্ট্য নিশ্চিত করতে কার্যকর শীতলকরণ কৌশলগুলি অন্বেষণ করুন।. ↩
-
এই লিঙ্কটি ছাঁচনির্মাণ প্রক্রিয়ার সময় ওয়ারপেজ কমানোর প্রমাণিত কৌশলগুলির আরও গভীর অন্তর্দৃষ্টি প্রদান করে।. ↩
-
ইনজেকশন ছাঁচনির্মাণে উন্নত পদ্ধতিগুলি অন্বেষণ করুন যা পণ্যের বিকৃতি কমাতে এবং গুণমান উন্নত করতে সহায়তা করে।. ↩
-
বিভিন্ন প্লাস্টিকের বৈশিষ্ট্য কীভাবে ওয়ারপেজকে প্রভাবিত করে এবং আপনার প্রয়োজনের জন্য সঠিক উপকরণ কীভাবে বেছে নেবেন তা বুঝুন।. ↩






