

কখনও কি ভেবে দেখেছেন যে কিছু নির্মাতারা কীভাবে এত জটিল প্লাস্টিকের যন্ত্রাংশ সহজেই তৈরি করে? এর রহস্য প্রায়শই কোরিং নামে পরিচিত একটি কৌশলের মধ্যে লুকিয়ে থাকে।.
ইনজেকশন ছাঁচনির্মাণে কোরিং করার ক্ষেত্রে কোর টানার প্রক্রিয়া ব্যবহার করা হয় যাতে ছাঁচ থেকে জটিল জ্যামিতিযুক্ত অংশগুলি দক্ষতার সাথে অপসারণ করা যায়। এই প্রক্রিয়াটি উপাদানের অপচয় কমিয়ে, ঠান্ডা করার সময় কমিয়ে এবং সামগ্রিক অংশের গুণমান উন্নত করে দক্ষতা বৃদ্ধি করে।.
এই সংক্ষিপ্ত বিবরণীতে ইনজেকশন মোল্ডিংয়ে করিংয়ের মূল সুবিধাগুলি তুলে ধরা হলেও, এর প্রক্রিয়া এবং প্রয়োগ সম্পর্কে আরও অনেক কিছু আবিষ্কার করার আছে। আসুন আরও গভীরে যাই!
ইনজেকশন ছাঁচনির্মাণে কোরিং ঠান্ডা করার সময় কমিয়ে দেয়।.সত্য
কোরিং উপাদানের ভর কমিয়ে দেয়, দ্রুত তাপ অপচয় এবং শীতলকরণের সুযোগ করে দেয়।.
ইনজেকশন ছাঁচনির্মাণে কোর পুলিং কী?
কোর টানা, যা স্লাইডার বা সাইড কোর অপারেশন নামেও পরিচিত, জটিল অংশ তৈরির জন্য ইনজেকশন ছাঁচনির্মাণে গুরুত্বপূর্ণ ভূমিকা পালন করে।.
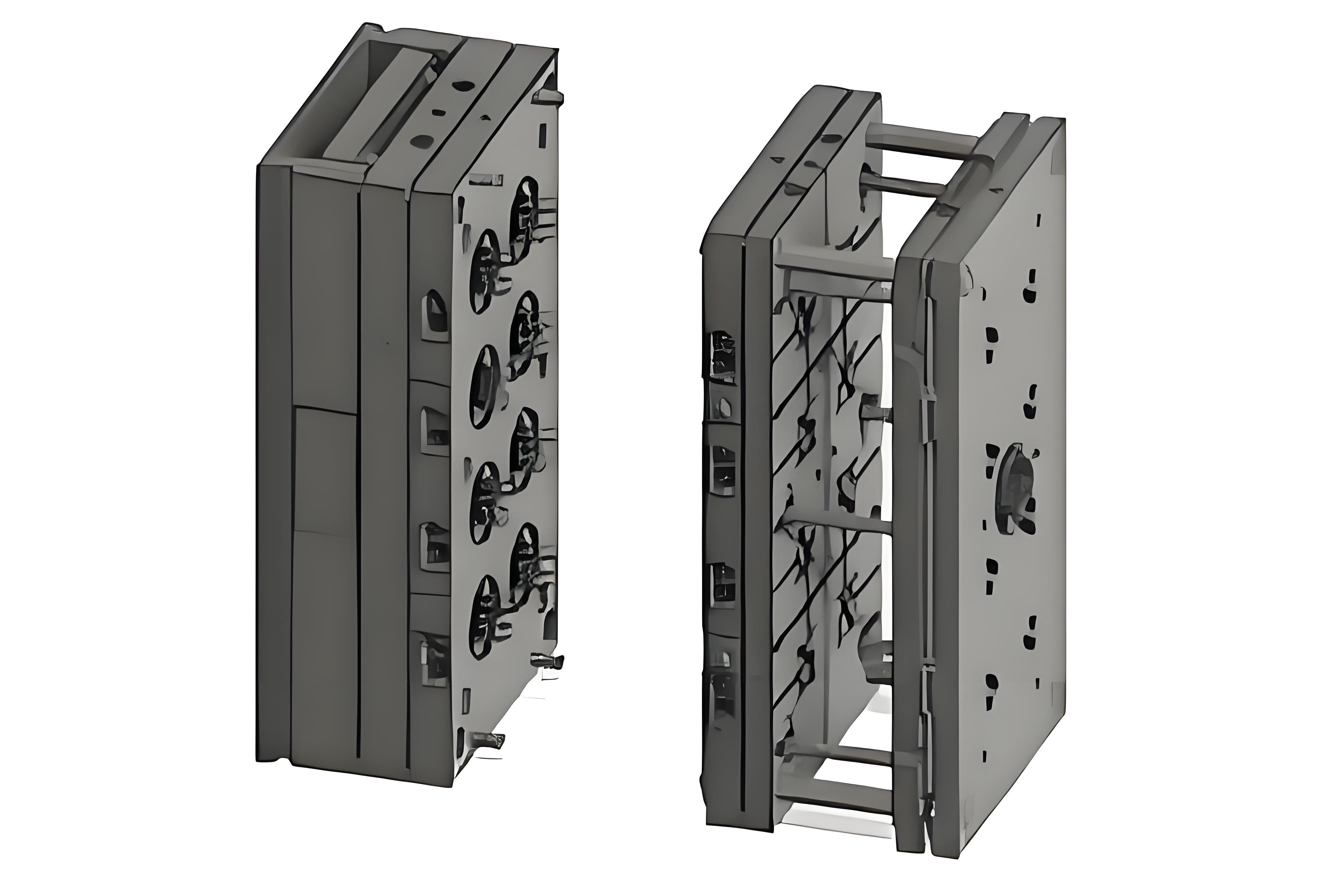
ইনজেকশন মোল্ডিংয়ে কোর টানা হল এমন একটি প্রক্রিয়া যা অভ্যন্তরীণ ছিদ্র বা পাশের অবতলের মতো বৈশিষ্ট্যযুক্ত অংশগুলিকে ভেঙে ফেলার জন্য ডিজাইন করা হয়েছে। এটি স্লাইডার, বাঁকানো গাইড পিলার এবং ওয়েজ ব্লক ব্যবহার করে ছাঁচ থেকে প্লাস্টিকের অংশটি মসৃণভাবে অপসারণ নিশ্চিত করে, দক্ষতা এবং পণ্যের গুণমান বৃদ্ধি করে।.
সংজ্ঞা এবং কার্যকারিতা
ইনজেকশন ছাঁচনির্মাণ ১ এর ক্ষেত্রে , কোর টানা বলতে জটিল জ্যামিতিক বৈশিষ্ট্যযুক্ত অংশগুলিকে ভাঙার সুবিধার্থে ছাঁচে একত্রিত একটি নির্দিষ্ট প্রক্রিয়াকে বোঝায়। এই বৈশিষ্ট্যগুলির মধ্যে অভ্যন্তরীণ গর্ত বা পার্শ্বীয় অবতল অন্তর্ভুক্ত থাকতে পারে যা প্রাথমিক ছাঁচ খোলার দিকের সাথে সামঞ্জস্যপূর্ণ নয়। কোর টানার প্রাথমিক কাজ হল ছাঁচ খোলার প্রক্রিয়ার সময় এই পার্শ্বীয় কোরগুলিকে প্রত্যাহার করা, যার ফলে ছাঁচে তৈরি অংশটি নির্বিঘ্নে নির্গত হয়।
কাজের নীতি
নকশা পর্যায়
নকশার পর্যায় থেকেই এই প্রক্রিয়া শুরু হয়। প্রকৌশলীরা অংশের আকৃতি মূল্যায়ন করেন এবং কোর টানা প্রয়োজন কিনা তা নির্ধারণ করেন। এরপর তারা একটি সংশ্লিষ্ট কোর টানার প্রক্রিয়া ডিজাইন করেন, যা সাধারণত স্লাইডার, ইনক্লিয়েড গাইড পিলার এবং ওয়েজ ব্লকের মতো উপাদান নিয়ে গঠিত।.
ইনজেকশন ছাঁচনির্মাণ পর্যায়
ইনজেকশন ছাঁচনির্মাণ পর্যায়ে, প্লাস্টিক গলে ছাঁচের গহ্বরটি পূরণ করে, প্লাস্টিকের অংশ তৈরি করে। এই সময়ে, কোর টানার প্রক্রিয়াটি একটি বন্ধ অবস্থানে থাকে, যা ছাঁচের বাকি অংশের সাথে একটি সম্পূর্ণ গহ্বর তৈরি করে।.
ছাঁচ খোলার পর্যায়
অংশটি ঠান্ডা হয়ে শক্ত হয়ে গেলে, ছাঁচ খোলা শুরু হয়। এখানে, ঝুঁকে থাকা গাইড পিন এবং স্লাইডার একে অপরের সাপেক্ষে সরে যায়। গাইড পিনের কোণ নিশ্চিত করে যে স্লাইডারটি একটি নির্দিষ্ট দিকে চলে, কার্যকরভাবে প্লাস্টিকের অংশ থেকে পার্শ্ব কোরটি টেনে বের করে।.
ডেমোল্ডিং স্টেজ
সফলভাবে কোর টানার পর, প্লাস্টিকের অংশটি ছাঁচ থেকে মসৃণভাবে বের করা যেতে পারে, যা উচ্চমানের উৎপাদন নিশ্চিত করে।.
কোর টানার প্রক্রিয়ার গুরুত্ব
জটিল নকশার যন্ত্রাংশ তৈরির জন্য কোর টানার প্রক্রিয়াগুলি গুরুত্বপূর্ণ, যার গুণমান বা দক্ষতার সাথে আপস না করে। ছাঁচে তৈরি যন্ত্রাংশগুলিতে আরও জটিল জ্যামিতি সক্ষম করে, এই প্রক্রিয়াগুলি পণ্যের কার্যকারিতা বৃদ্ধি করে, একই সাথে উপাদানের অপচয় কমিয়ে এবং শীতল করার সময় কমিয়ে দেয়।.
অধিকন্তু, নির্মাতারা ক্রমবর্ধমানভাবে উচ্চতর নির্ভুলতা এবং দক্ষতার দাবি করার সাথে সাথে, উৎপাদন প্রক্রিয়াগুলি সর্বোত্তম করার এবং প্রতিযোগিতামূলক সুবিধা বজায় রাখার জন্য কোর টানার প্রক্রিয়াগুলি কীভাবে কাজ করে তা বোঝা অপরিহার্য হয়ে ওঠে ।
কোর টানা শুধুমাত্র ভেতরের গর্ত তৈরির জন্য।.মিথ্যা
কোর টানার ফলে কেবল ভেতরের গর্তই নয়, পাশের অবতলও তৈরি হয়।.
স্লাইডারগুলি মূল টানার প্রক্রিয়ার অংশ।.সত্য
স্লাইডারগুলি ছাঁচ খোলার সময় পার্শ্ব কোরগুলিকে প্রত্যাহার করতে সাহায্য করে।.
কোর টানার প্রক্রিয়া কীভাবে কাজ করে?
ইনজেকশন ছাঁচনির্মাণে কোর টানার জটিলতাগুলি উন্মোচন করলে উৎপাদন দক্ষতা এবং নির্ভুলতা উল্লেখযোগ্যভাবে বৃদ্ধি পেতে পারে। জটিল যন্ত্রাংশ তৈরির জন্য এই প্রক্রিয়াটি অত্যন্ত গুরুত্বপূর্ণ।.
ইনজেকশন ছাঁচনির্মাণে কোর টানার ক্ষেত্রে এমন একটি প্রক্রিয়া জড়িত যা পার্শ্বীয় অবতলের মতো বৈশিষ্ট্যযুক্ত অংশগুলি অপসারণকে সহজতর করে। এটি ছাঁচ খোলার সময় পার্শ্বীয় কোরগুলিকে প্রত্যাহার করে মসৃণ ভাঙন নিশ্চিত করে, উৎপাদন দক্ষতা বৃদ্ধি করে।.
কোর টানার প্রক্রিয়া বোঝা
ইনজেকশন ছাঁচনির্মাণে, জটিল নকশার ছাঁচে ঢালাই করা অংশগুলি অপসারণের জন্য কোর টানার প্রক্রিয়া অত্যন্ত গুরুত্বপূর্ণ। প্রক্রিয়াটি নকশা পর্যায়ে শুরু হয়, যেখানে ইঞ্জিনিয়ারদের প্লাস্টিকের অংশের বৈশিষ্ট্যগুলির উপর ভিত্তি করে কোর টানার প্রয়োজন এমন ক্ষেত্রগুলি চিহ্নিত করতে হয়। এই বৈশিষ্ট্যগুলির মধ্যে অভ্যন্তরীণ বা বাইরের ছিদ্র বা পাশের অবতল অঞ্চল অন্তর্ভুক্ত থাকতে পারে যা ছাঁচের খোলার দিকের সাথে সামঞ্জস্যপূর্ণ নয়।.
ডিজাইনের উপাদান
কোর টানার প্রক্রিয়াটিতে সাধারণত স্লাইডার, ইনক্লিয়ড গাইড পিলার এবং ওয়েজ ব্লকের মতো মূল উপাদান থাকে। এই উপাদানগুলি ছাঁচ থেকে জটিল আকৃতির অংশগুলিকে মসৃণভাবে অপসারণের সুবিধার্থে সামঞ্জস্যপূর্ণভাবে কাজ করে।.
| কম্পোনেন্ট | ফাংশন |
|---|---|
| স্লাইডার | অংশ থেকে কোর বের করার জন্য নড়াচড়া করে |
| ঝোঁক নির্দেশিকা | ছাঁচ খোলার সময় স্লাইডারের চলাচল নির্দেশ করে |
| ওয়েজ ব্লক | নিরাপদ অবস্থান এবং চলাচলে সহায়তা করে |
ইনজেকশন ছাঁচনির্মাণ পর্যায়ে, ছাঁচের গহ্বরটি প্লাস্টিকের গলিত পদার্থ দিয়ে পূর্ণ হয়, যা কোর টানার প্রক্রিয়ার সাথে একত্রে একটি সম্পূর্ণ কাঠামো তৈরি করে। ছাঁচটি খোলা না হওয়া পর্যন্ত এই সেটআপটি বন্ধ থাকে।.
পরিচালনার পর্যায়গুলি
- ইনজেকশন পর্যায়: প্লাস্টিক গলে গহ্বরটি পূর্ণ করে, একটি শক্ত কাঠামো তৈরি করে যা মূল টানার প্রক্রিয়াকে অন্তর্ভুক্ত করে।
- ছাঁচ খোলার পর্যায়: ঠান্ডা এবং শক্ত হওয়ার পরে, ছাঁচটি খোলে, যার ফলে ঝুঁকে থাকা গাইড পিন এবং স্লাইডারের মিথস্ক্রিয়া শুরু হয়। এই মিথস্ক্রিয়ার ফলে পার্শ্ব কোরটি প্লাস্টিকের অংশ থেকে সরে যায়।
- ডিমোল্ডিং স্টেজ: পাশের কোরগুলি প্রত্যাহার করে নিলে, প্লাস্টিকের অংশটি সহজেই ছাঁচ থেকে কোনও ক্ষতি ছাড়াই সরানো যেতে পারে।
বিভিন্ন কোর টানার পদ্ধতি অন্বেষণ করা
উৎপাদনের প্রয়োজনীয়তার উপর ভিত্তি করে কোর টানার পদ্ধতিগুলি পরিবর্তিত হয়:
- ম্যানুয়াল কোর টানা: ছোট যন্ত্রাংশ বা কম উৎপাদন ভলিউমের জন্য আদর্শ, যেখানে ম্যানুয়াল অপারেশন যথেষ্ট।
- মোটরাইজড কোর পুলিং: বাহ্যিক শক্তির উৎস ব্যবহার করে, বড় ব্যাচের জন্য অটোমেশন এবং দক্ষতা বৃদ্ধি করে।
- হাইড্রোলিক কোর টানা: বৃহত্তর অংশ বা বিস্তৃত কোর টানা দূরত্বের জন্য হাইড্রোলিক সিস্টেম ব্যবহার করে, যা মসৃণ এবং জোরদার অপারেশন প্রদান করে।
হাইড্রোলিক সিস্টেম 3 করতে , তাদের সুবিধাগুলি বোঝা ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলিকে উন্নত করার অন্তর্দৃষ্টি প্রদান করতে পারে।
কোর টানা শুধুমাত্র সাধারণ অংশের জন্য।.মিথ্যা
জটিল নকশাযুক্ত জটিল অংশগুলির জন্য কোর টানা ব্যবহার করা হয়।.
স্লাইডারগুলি ছাঁচ খোলার সময় কোর টানতে সাহায্য করে।.সত্য
মসৃণ ভাঙনের সুবিধার্থে স্লাইডারগুলি পাশের কোরগুলিকে প্রত্যাহার করে।.
কোর টানার বিভিন্ন পদ্ধতি কী কী?
ইনজেকশন ছাঁচনির্মাণে কোর টানা অত্যন্ত গুরুত্বপূর্ণ, যা ছাঁচ থেকে জটিল অংশ অপসারণকে সহজতর করে। কিন্তু কোন পদ্ধতিগুলি ব্যবহার করা হয়?
ইনজেকশন ছাঁচনির্মাণে মূল টানা পদ্ধতির মধ্যে রয়েছে ম্যানুয়াল, মোটরচালিত এবং হাইড্রোলিক পদ্ধতি, প্রতিটি পদ্ধতি বিভিন্ন উৎপাদন চাহিদা পূরণ করে। ম্যানুয়াল পদ্ধতি ছোট ব্যাচের জন্য উপযুক্ত, মোটরচালিত পদ্ধতিগুলি বৃহত্তর রানের জন্য দক্ষতা বৃদ্ধি করে এবং হাইড্রোলিক কৌশলগুলি ভারী-শুল্ক অ্যাপ্লিকেশনের জন্য নির্ভুলতা প্রদান করে।.

কোর টানার পদ্ধতিগুলি বোঝা
ইনজেকশন ছাঁচনির্মাণ 4 এর ক্ষেত্রে , কোর টানা হল এমন একটি কৌশল যা প্লাস্টিকের অংশগুলি বের করার জন্য ডিজাইন করা হয়েছে যার মধ্যে জটিল বৈশিষ্ট্য রয়েছে যেমন পার্শ্ব গর্ত বা প্রক্ষেপণ যা ছাঁচের মূল খোলার দিকের সাথে সামঞ্জস্যপূর্ণ নয়। এই প্রক্রিয়াটি কেবল দক্ষ ভাঙন নিশ্চিত করে না বরং চূড়ান্ত পণ্যের গুণমান এবং নির্ভুলতার উপরও উল্লেখযোগ্যভাবে প্রভাব ফেলে।
1. ম্যানুয়াল কোর টানা
- প্রয়োগ : ছোট আকারের উৎপাদন বা প্রোটোটাইপের জন্য আদর্শ।
- প্রক্রিয়া : এর মধ্যে রয়েছে পার্শ্ব কোরগুলিকে ছাঁচে তৈরি অংশ থেকে বিচ্ছিন্ন করার জন্য ম্যানুয়ালি পরিচালনা করা।
- সুবিধা : ন্যূনতম সেটআপ প্রয়োজনীয়তা সহ সাশ্রয়ী।
- চ্যালেঞ্জ : ছোট অংশে সীমাবদ্ধ এবং বৃহৎ পরিসরে কার্যক্রমের জন্য কম দক্ষ।
2. মোটরচালিত কোর টানা
- প্রয়োগ : মাঝারি থেকে বড় উৎপাদনের জন্য উপযুক্ত।
- মেকানিজম : কোর টানা স্বয়ংক্রিয় করতে গিয়ার বা মোটরের মতো যান্ত্রিক শক্তি ব্যবহার করে।
- সুবিধা : উৎপাদন চক্র জুড়ে দক্ষতা এবং ধারাবাহিকতা বৃদ্ধি করে।
- চ্যালেঞ্জ : আরও পরিশীলিত সেটআপ এবং রক্ষণাবেক্ষণ ব্যবস্থা প্রয়োজন।
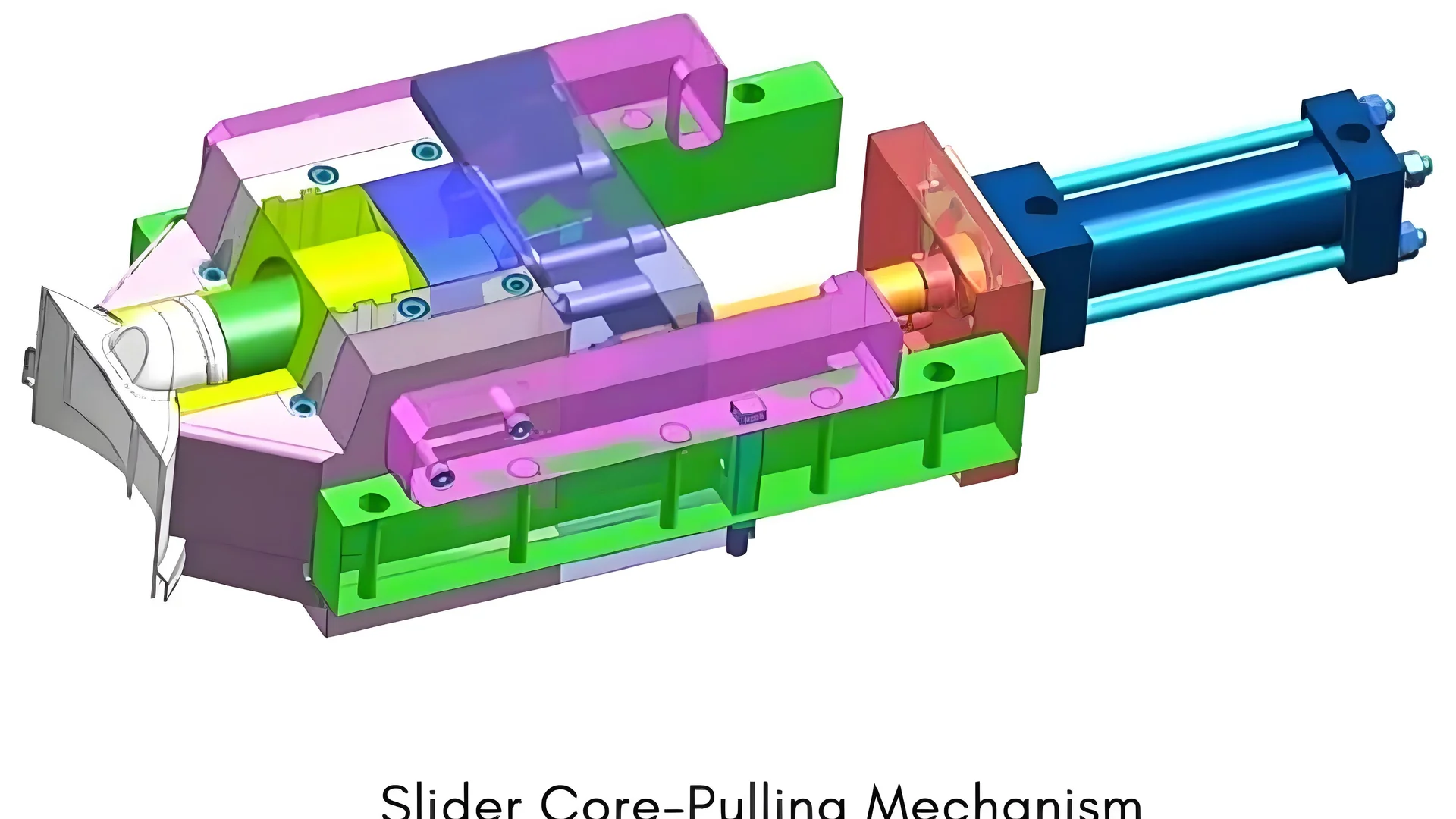
3. হাইড্রোলিক কোর টানা
- প্রয়োগ : বৃহৎ, জটিল অংশগুলির জন্য সবচেয়ে উপযুক্ত যেখানে নির্ভুলতার চাহিদা বেশি।
- প্রক্রিয়া : কোর টানার পর্যায়ে নিয়ন্ত্রিত বল প্রয়োগের জন্য হাইড্রোলিক সিস্টেম ব্যবহার করে।
- সুবিধা : উল্লেখযোগ্য টানা শক্তি সহ মসৃণ অপারেশন অফার করে, যা বিস্তারিত যন্ত্রাংশের জন্য আদর্শ।
- চ্যালেঞ্জ : উচ্চ প্রাথমিক বিনিয়োগ এবং নকশা ও রক্ষণাবেক্ষণে জটিলতা।
সঠিক পদ্ধতি নির্বাচন করা
উপযুক্ত কোর টানার পদ্ধতি নির্বাচন বিভিন্ন বিষয়ের উপর নির্ভর করে যার মধ্যে রয়েছে:
- উৎপাদনের পরিমাণ : ম্যানুয়াল পদ্ধতিগুলি কম-আয়তনের, কাস্টম অর্ডারের জন্য ভাল কাজ করে, যেখানে হাইড্রোলিক সিস্টেমগুলি ব্যাপক উৎপাদনের জন্য উপকারী।
- আংশিক জটিলতা : জটিল বিবরণ সহ জটিল নকশাগুলির জন্য হাইড্রোলিক সিস্টেমের নির্ভুলতা এবং শক্তির প্রয়োজন হতে পারে।
- বাজেটের সীমাবদ্ধতা : ছোট অপারেশনের জন্য ম্যানুয়াল পদ্ধতিগুলি সাশ্রয়ী, যেখানে মোটরচালিত এবং জলবাহী সিস্টেমগুলি আরও উল্লেখযোগ্য বিনিয়োগের প্রতিনিধিত্ব করে।
সারণী: কোর টানার পদ্ধতিগুলির সংক্ষিপ্তসার
| পদ্ধতি | সেরা জন্য | মূল সুবিধা | চ্যালেঞ্জ |
|---|---|---|---|
| ম্যানুয়াল | ছোট ব্যাচ, প্রোটোটাইপ | কম খরচে, সহজ সেটআপ | ছোট অংশে সীমাবদ্ধ |
| মোটরচালিত | মাঝারি থেকে বড় উৎপাদন | দক্ষতা, ধারাবাহিকতা | উন্নত সেটআপ প্রয়োজন |
| জলবাহী | বড়, জটিল অংশ | উচ্চ নির্ভুলতা, বল | উচ্চ প্রাথমিক খরচ |
স্বতন্ত্র কোর টানার পদ্ধতি 5 বোঝার মাধ্যমে , নির্মাতারা তাদের ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলিকে অপ্টিমাইজ করতে পারে, দক্ষতা এবং পণ্যের গুণমান উভয়ই উন্নত করতে পারে। উৎপাদন লক্ষ্য এবং আর্থিক বিবেচনার সাথে সামঞ্জস্যপূর্ণ তথ্যবহুল সিদ্ধান্ত নেওয়ার জন্য এই জ্ঞান অত্যন্ত গুরুত্বপূর্ণ।
ম্যানুয়াল কোর টানা ছোট আকারের উৎপাদনের জন্য উপযুক্ত।.সত্য
ম্যানুয়াল পদ্ধতিগুলি সাশ্রয়ী এবং প্রোটোটাইপ বা কম ভলিউম রানের জন্য আদর্শ।.
ছোট অংশের জন্য হাইড্রোলিক কোর টানা সবচেয়ে ভালো।.মিথ্যা
হাইড্রোলিক পদ্ধতিগুলি বৃহৎ, জটিল অংশগুলির জন্য উপযুক্ত যার নির্ভুলতা প্রয়োজন।.
কার্যকর কোর টানার জন্য কোন বিবেচ্য বিষয়গুলি গুরুত্বপূর্ণ?
ইনজেকশন ছাঁচনির্মাণে কোর টানা অত্যন্ত গুরুত্বপূর্ণ, যা জটিল জ্যামিতিযুক্ত অংশগুলি অপসারণকে সহজতর করে। কার্যকর কোর টানার জন্য নকশা, নির্ভুলতা এবং রক্ষণাবেক্ষণের প্রতি যত্নশীল মনোযোগ প্রয়োজন।.
কার্যকর কোর টানার জন্য একটি সুপরিকল্পিত প্রক্রিয়া, নির্ভুল নিয়ন্ত্রণ এবং নিয়মিত রক্ষণাবেক্ষণের প্রয়োজন হয় যাতে নির্ভরযোগ্য এবং মসৃণ অপারেশন নিশ্চিত করা যায়, ফলে ত্রুটি এবং ক্ষতি প্রতিরোধ করা যায়।.
নকশা বিবেচনা
কার্যকর কোর টানার ক্ষেত্রে সবচেয়ে গুরুত্বপূর্ণ বিবেচ্য বিষয়গুলির মধ্যে একটি হল কোর টানার প্রক্রিয়ার নকশা। নকশায় প্লাস্টিকের অংশের নির্দিষ্ট বৈশিষ্ট্যগুলি বিবেচনা করা উচিত, যেমন অভ্যন্তরীণ গর্ত বা পার্শ্বীয় অবতলতা, যার জন্য কোর টানার প্রয়োজন হয়। একটি সুচিন্তিত নকশা নিশ্চিত করে যে প্রক্রিয়াটি জ্যাম না করে বা ছাঁচ বা অংশের ক্ষতি না করে কাজ করতে পারে।.
মূল নকশা উপাদান:
- স্লাইডার এবং গাইড পিলার: স্লাইডার এবং ঝোঁকযুক্ত গাইড পিলারের পছন্দ অত্যন্ত গুরুত্বপূর্ণ। এই উপাদানগুলি অবশ্যই যথেষ্ট শক্তিশালী হতে হবে যাতে বারবার ব্যবহারের চাপ সহ্য করা যায় এবং একই সাথে সারিবদ্ধতা বজায় রাখা যায়।
- ওয়েজ ব্লক: স্লাইডারগুলি অপারেশনের পরে তাদের আসল অবস্থানে ফিরে আসে তা নিশ্চিত করতে ব্যবহৃত হয়।
একটি কার্যকর নকশা ক্ষয়ক্ষতি কমিয়ে দেয়, ছাঁচের আয়ুষ্কাল বাড়ায়। এই পদ্ধতিটি ত্রুটির কারণে ডাউনটাইম হ্রাস করে উৎপাদন দক্ষতা উন্নত করার সাথে সামঞ্জস্যপূর্ণ।.
যথার্থ নিয়ন্ত্রণ
কোর টানার ক্ষেত্রে নির্ভুলতা আরেকটি গুরুত্বপূর্ণ বিষয়। প্লাস্টিকের অংশের অখণ্ডতা বজায় রাখার জন্য প্রক্রিয়াটি অবশ্যই সঠিক নড়াচড়া করতে সক্ষম হতে হবে। উচ্চ নির্ভুলতা নিশ্চিত করে যে অংশগুলি মাত্রিক এবং পৃষ্ঠের মানের প্রয়োজনীয়তা পূরণ করে।.
এটি অর্জন করতে:
- কঠোর সহনশীলতা বজায় রাখুন: স্লাইডার এবং অন্যান্য অংশের মধ্যে কঠোর সহনশীলতা নিশ্চিত করলে ভুল সারিবদ্ধতা রোধ করা যায় এবং মসৃণ অপারেশন নিশ্চিত করা যায়।
- উচ্চমানের উপকরণের ব্যবহার: কোর টানার প্রক্রিয়ার জন্য টেকসই উপকরণ নির্বাচন করলে দীর্ঘায়ু এবং কর্মক্ষমতা উন্নত হতে পারে।
রক্ষণাবেক্ষণের প্রয়োজনীয়তা
কোর টানার প্রক্রিয়াটি সর্বোত্তমভাবে কার্যকর রাখার জন্য নিয়মিত রক্ষণাবেক্ষণ অপরিহার্য। রক্ষণাবেক্ষণের মধ্যে রয়েছে যন্ত্রাংশের ক্ষয় পরীক্ষা করা, চলমান যন্ত্রাংশ লুব্রিকেট করা এবং ক্ষতিগ্রস্ত উপাদানগুলি দ্রুত প্রতিস্থাপন করা।.
রক্ষণাবেক্ষণের সর্বোত্তম অনুশীলন:
- নির্ধারিত পরিদর্শন: নিয়মিত নির্ধারিত পরিদর্শন ত্রুটির দিকে পরিচালিত করার আগেই ক্ষয়ক্ষতি সনাক্ত করতে পারে।
- যন্ত্রাংশ প্রতিস্থাপন: জীর্ণ বা ক্ষতিগ্রস্ত যন্ত্রাংশ সময়মতো প্রতিস্থাপন করলে ভাঙ্গন রোধ হয়।
এই রক্ষণাবেক্ষণ পদ্ধতিগুলি মেনে চলার মাধ্যমে, নির্মাতারা নিশ্চিত করতে পারেন যে তাদের কোর টানা সিস্টেমগুলি দক্ষতার সাথে কাজ করে, ব্যয়বহুল উৎপাদন বাধা কমিয়ে আনে এবং ধারাবাহিক যন্ত্রাংশের গুণমান নিশ্চিত করে।.
যদিও এই বিষয়গুলি বোঝা গুরুত্বপূর্ণ, বিভিন্ন উৎপাদন স্কেলে ব্যবহৃত কোর টানার পদ্ধতি 6
স্লাইডার এবং গাইড পিলারগুলি কোর টানার ভুল সারিবদ্ধতা রোধ করে।.সত্য
স্লাইডার এবং গাইড পিলারগুলি সারিবদ্ধতা বজায় রাখে, ভুল সারিবদ্ধতার সমস্যা প্রতিরোধ করে।.
কোর টানার প্রক্রিয়াগুলির নিয়মিত রক্ষণাবেক্ষণ অপ্রয়োজনীয়।.মিথ্যা
নিয়মিত রক্ষণাবেক্ষণ ভাঙ্গন রোধ করে এবং দক্ষ পরিচালনা নিশ্চিত করে।.
উপসংহার
কোরিং কৌশলগুলি গ্রহণ করলে আপনার ইনজেকশন ছাঁচনির্মাণের দক্ষতা উল্লেখযোগ্যভাবে উন্নত হতে পারে। বর্জ্য হ্রাস করে এবং মসৃণভাবে ভাঙন নিশ্চিত করে, আপনি উৎপাদনের মান এবং আউটপুট উভয়ই উন্নত করতে পারেন।.
-
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া এবং তাদের উপাদানগুলির মূল বিষয়গুলি বুঝুন: ইনজেকশন ছাঁচনির্মাণ কী, ইনজেকশন ছাঁচনির্মাণ মেশিনটি কেমন দেখায় এবং ইনজেকশনটি কীভাবে .. ↩
-
কোর টানার প্রক্রিয়াগুলির বিশদ কাজের নীতিগুলি অন্বেষণ করুন।: ইনজেকশন ছাঁচের জন্য এখানে 15 ধরণের সাইড কোর টানার প্রক্রিয়া রয়েছে। এতে চার ধরণের অন্তর্ভুক্ত রয়েছে .. ↩
-
ইনজেকশন ছাঁচনির্মাণে হাইড্রোলিক সিস্টেম কীভাবে নির্ভুলতা বাড়ায় তা জানুন।: মৌলিক অপারেশনে একটি ছাঁচের দুটি অংশ জড়িত ছিল, যা সাপোর্টিং প্লেটেনের উপর বসানো হয়েছিল, হাইড্রোলিক সিলিন্ডার ব্যবহার করে উচ্চ চাপে একসাথে আটকানো হয়েছিল।. ↩
-
ইনজেকশন ছাঁচনির্মাণের মূল বিষয়গুলি সম্পর্কে মৌলিক অন্তর্দৃষ্টি অর্জন করুন: ইনজেকশন ছাঁচনির্মাণ কী, ইনজেকশন ছাঁচনির্মাণ মেশিনটি কেমন দেখাচ্ছে এবং ইনজেকশনটি কীভাবে তৈরি হয় … ↩
-
কোর টানার কৌশলগুলির বিশদ বিবরণ অন্বেষণ করুন।: ইনজেকশন ছাঁচের জন্য এখানে ১৫ ধরণের সাইড কোর টানার প্রক্রিয়া রয়েছে। এতে চার ধরণের অন্তর্ভুক্ত রয়েছে .. ↩
-
উৎপাদন দক্ষতা অপ্টিমাইজ করার জন্য বিভিন্ন কোর টানার পদ্ধতি সম্পর্কে জানুন।: ইনজেকশন ছাঁচের জন্য এখানে ১৫ ধরণের সাইড কোর টানার প্রক্রিয়া রয়েছে। এতে চার ধরণের অন্তর্ভুক্ত রয়েছে .. ↩






