

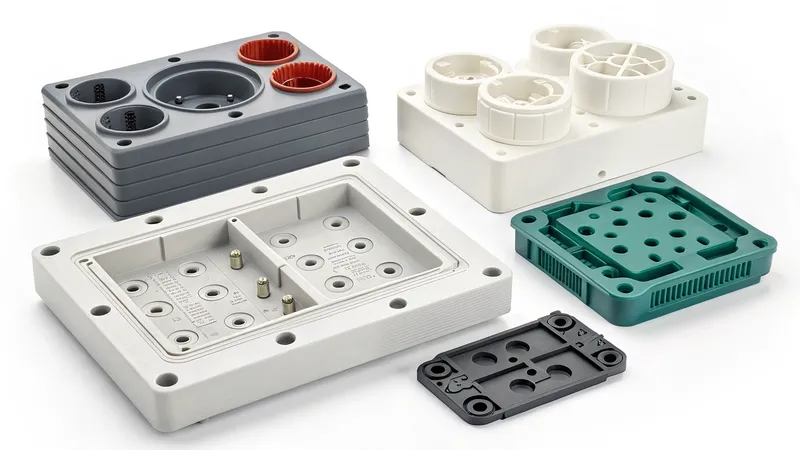
ইনসার্ট মোল্ডিং হল একটি বিশেষায়িত ইনজেকশন মোল্ডিং কৌশল ১ যা ছাঁচনির্মাণ প্রক্রিয়ার সময় পূর্বে তৈরি ইনসার্টগুলিকে - সাধারণত ধাতব উপাদান ২ - প্লাস্টিকের অংশগুলিতে একীভূত করে। এই পদ্ধতিটি শক্তিশালী, আরও কার্যকরী এবং সাশ্রয়ী পণ্য তৈরি করে ঐতিহ্যবাহী ইনজেকশন মোল্ডিংকে উন্নত করে। প্লাস্টিকের মধ্যে সরাসরি ইনসার্ট এম্বেড করে, নির্মাতারা সমাবেশের ধাপগুলি কমাতে, নকশার নমনীয়তা উন্নত করতে এবং হালকা অথচ টেকসই উপাদান তৈরি করতে পারে। মোটরগাড়ি, চিকিৎসা এবং ইলেকট্রনিক্সের মতো শিল্পে ব্যাপকভাবে গৃহীত, ইনসার্ট মোল্ডিং ৩ বিভিন্ন প্রয়োগের চাহিদা মেটাতে ধাতু এবং প্লাস্টিকের সম্মিলিত বৈশিষ্ট্যগুলিকে কাজে লাগায়।
ইনসার্ট মোল্ডিং প্লাস্টিকের যন্ত্রাংশে ধাতব ইনসার্ট একীভূত করে, অ্যাসেম্বলি ধাপ কমিয়ে, শক্তি উন্নত করে এবং মোটরগাড়ি এবং চিকিৎসার মতো শিল্পের জন্য জটিল নকশা সক্ষম করে ইনজেকশন প্রক্রিয়াগুলিকে উন্নত করে।.
ইনসার্ট মোল্ডিং কীভাবে কাজ করে এবং এর সুবিধাগুলি বোঝা আপনাকে উৎপাদন প্রক্রিয়া এবং পণ্যের কর্মক্ষমতা অপ্টিমাইজ করতে সাহায্য করতে পারে। অন্যান্য কৌশল এবং এর ব্যবহারিক প্রয়োগের সাথে এটি কীভাবে তুলনা করে তা দেখতে আরও অনুসন্ধান করুন।.
ইনসার্ট মোল্ডিং উৎপাদনে সমাবেশ খরচ কমায়।.সত্য
ছাঁচনির্মাণ প্রক্রিয়ার সময় সন্নিবেশগুলিকে একীভূত করার মাধ্যমে, পৃথক সমাবেশ ধাপগুলি বাদ দেওয়া হয়, যার ফলে উল্লেখযোগ্য সময় এবং শ্রম সাশ্রয় হয়।.
ইনসার্ট মোল্ডিং শুধুমাত্র মোটরগাড়ি শিল্পে ব্যবহৃত হয়।.মিথ্যা
যদিও মোটরগাড়িতে এটি প্রচলিত, তবুও এর বহুমুখী ব্যবহারের কারণে চিকিৎসা, ইলেকট্রনিক্স এবং ভোগ্যপণ্য শিল্পেও এটি ব্যাপকভাবে ব্যবহৃত হয়।.
- 1. ইনসার্ট মোল্ডিং কী?
- 2. ইনসার্ট মোল্ডিং কীভাবে ইনজেকশন প্রক্রিয়াগুলিকে উন্নত করে?
- 3. ইনসার্ট মোল্ডিং প্রক্রিয়ার ধাপগুলি কী কী?
- 4. ইনসার্ট মোল্ডিংয়ে ব্যবহৃত সাধারণ উপকরণগুলি কী কী?
- 5. ইনসার্ট মোল্ডিংয়ের জন্য ডিজাইনের বিবেচ্য বিষয়গুলি কী কী?
- 6. ইনসার্ট মোল্ডিং এবং ওভারমোল্ডিংয়ের মধ্যে পার্থক্য কী?
- 7. উপসংহার
ইনসার্ট মোল্ডিং কী?
ইনসার্ট মোল্ডিং-এর মধ্যে গলিত প্লাস্টিক ইনজেক্ট করার আগে পূর্বে তৈরি ইনসার্ট, যেমন ধাতব স্ক্রু, সংযোগকারী বা বুশিং, একটি ছাঁচের গহ্বরে স্থাপন করা জড়িত। প্লাস্টিক ঠান্ডা এবং শক্ত হওয়ার সাথে সাথে, এটি ইনসার্টের সাথে আবদ্ধ হয়, একটি একক, সমন্বিত অংশ তৈরি করে। এই প্রক্রিয়াটি প্লাস্টিকের হালকা ওজনের এবং বহুমুখী বৈশিষ্ট্যের সাথে ধাতুর শক্তি এবং স্থায়িত্বকে একত্রিত করে ঐতিহ্যবাহী ইনজেকশন মোল্ডিংকে উন্নত করে ( RapidDirect )।
স্পষ্ট সংজ্ঞা
-
ইনসার্ট মোল্ডিং : একটি প্রক্রিয়া যেখানে ইনজেকশন মোল্ডিংয়ের সময় পূর্বে তৈরি ইনসার্টগুলি (যেমন, ধাতু, প্লাস্টিক, বা ইলেকট্রনিক উপাদান) প্লাস্টিকের অংশগুলিতে এম্বেড করা হয়।
-
সম্পূর্ণ কারিগরি নাম : ইনসার্ট ইনজেকশন মোল্ডিং ৪
-
সাধারণ উপনাম : মেটাল ইনসার্ট মোল্ডিং, ইনসার্ট মোল্ডিং
-
মূল নীতিমালা:
- ছাঁচের গহ্বরে সন্নিবেশের সঠিক অবস্থান নির্ধারণ।.
- সন্নিবেশটি ঢেকে রাখার জন্য উচ্চ চাপে গলিত প্লাস্টিকের ইনজেকশন।.
- সন্নিবেশ এবং প্লাস্টিকের মধ্যে শক্তিশালী আনুগত্য নিশ্চিত করা।.
- সন্নিবেশের ক্ষতি না করেই অংশটিকে ঠান্ডা করা এবং বের করে দেওয়া।.
শ্রেণীবিভাগ
ইনসার্ট মোল্ডিং প্রক্রিয়া, উপকরণ এবং প্রয়োগ অনুসারে শ্রেণীবদ্ধ করা যেতে পারে:

-
প্রক্রিয়া অনুসারে:
- ম্যানুয়াল ইনসার্ট লোডিং : হাতে-কলমে পরিদর্শনের মাধ্যমে কম পরিমাণে উৎপাদনের জন্য আদর্শ।
- অটোমেটেড ইনসার্ট লোডিং ৫ : উচ্চ-ভলিউম উৎপাদনে নির্ভুলতা এবং দক্ষতার জন্য রোবোটিক্স ব্যবহার করে।
-
উপকরণ দ্বারা:
- সন্নিবেশ : ধাতু (পিতল, স্টেইনলেস স্টিল, অ্যালুমিনিয়াম), প্লাস্টিক, অথবা ইলেকট্রনিক উপাদান (যেমন, সংযোগকারী)।
- প্লাস্টিক:
- থার্মোপ্লাস্টিক ৬ : পলিপ্রোপিলিন (পিপি), নাইলন (পিএ), পলিকার্বোনেট (পিসি), এবিএস, পলিথিন (পিই), অ্যাসিটাল।
- থার্মোসেট: পলিয়েস্টার, ইপক্সি, মেলামাইন-ফর্মালডিহাইড রেজিন।.
- ইলাস্টোমার: পলিউরেথেন, প্রাকৃতিক রাবার।.
-
অ্যাপ্লিকেশন অনুসারে:
- মোটরগাড়ি: হালকা কাঠামোগত উপাদান।.
- চিকিৎসা ডিভাইস: ইমপ্লান্ট, ক্যাথেটার।.
- ইলেকট্রনিক্স: সংযোগকারী, সুইচ।.
- ভোগ্যপণ্য: সরঞ্জাম, যন্ত্রপাতি।.
ইনসার্ট মোল্ডিং একটি একক-পদক্ষেপ প্রক্রিয়া।.সত্য
এটি ইনসার্ট এবং প্লাস্টিককে একটি ছাঁচনির্মাণ চক্রে একীভূত করে, যা ছাঁচনির্মাণ-পরবর্তী সমাবেশের প্রয়োজনীয়তা দূর করে।.
ইনসার্ট মোল্ডিংয়ে শুধুমাত্র ধাতব ইনসার্ট ব্যবহার করা যেতে পারে।.মিথ্যা
ধাতু সাধারণ হলেও, ব্যবহারের উপর নির্ভর করে সন্নিবেশগুলি প্লাস্টিক বা ইলেকট্রনিক উপাদানও হতে পারে।.
ইনসার্ট মোল্ডিং কীভাবে ইনজেকশন প্রক্রিয়াগুলিকে উন্নত করে?
ইনসার্ট মোল্ডিং বেশ কয়েকটি গুরুত্বপূর্ণ উপায়ে ইনজেকশন মোল্ডিং উন্নত করে:
-
মাল্টি-মেটেরিয়াল ইন্টিগ্রেশন ৭ : প্লাস্টিকের মধ্যে ধাতু বা অন্যান্য ইনসার্ট এম্বেড করে, শক্তি এবং কার্যকারিতা বৃদ্ধি করে (যেমন, বেঁধে রাখার জন্য থ্রেডেড ইনসার্ট)।
-
হ্রাসকৃত সমাবেশ ৮ : এক ধাপে উপাদানগুলিকে একত্রিত করে, শ্রম খরচ এবং উৎপাদন সময় কমিয়ে দেয়।
-
নকশার নমনীয়তা ৯ : নির্দিষ্ট চাহিদা অনুসারে জটিল, বহু-উপাদানের যন্ত্রাংশ তৈরি করতে সক্ষম করে।
-
উন্নত কর্মক্ষমতা : প্লাস্টিকের হালকা প্রকৃতির সাথে ধাতুর স্থায়িত্বকে একত্রিত করে, যা চাহিদাপূর্ণ ব্যবহারের জন্য আদর্শ।
সাধারণ প্রয়োগের পরিস্থিতি
সমন্বিত উপকরণের প্রয়োজন হলে ছাঁচনির্মাণের উৎকর্ষ সন্নিবেশ করুন:

-
মোটরগাড়ি শিল্প : বেঁধে রাখার জন্য, জ্বালানি দক্ষতা বৃদ্ধি করার জন্য এবং সমাবেশের সময় কমানোর জন্য থ্রেডেড ইনসার্টের মতো হালকা ওজনের যন্ত্রাংশ তৈরি করে।
-
চিকিৎসা ডিভাইস : ক্যাথেটার এবং ইমপ্লান্টের মতো জিনিসপত্রের জন্য ধাতব উপাদানগুলিকে জৈব-সামঞ্জস্যপূর্ণ প্লাস্টিকের সাথে একীভূত করে, শক্তি এবং কার্যকারিতা নিশ্চিত করে।
-
ইলেকট্রনিক্স : একক ধাপে সংযোগকারী এবং সুইচের জন্য প্লাস্টিকের আবাসনে ধাতব যোগাযোগগুলি এম্বেড করে।
-
ভোগ্যপণ্য : স্ক্রু ড্রাইভারের হাতলের মতো সরঞ্জাম এবং যন্ত্রপাতিতে ধাতব শক্তি এবং প্লাস্টিকের এরগনোমিক্স একত্রিত করে।
ভালো-মন্দ তুলনা
ইনসার্ট মোল্ডিং অন্যান্য পদ্ধতির তুলনায় স্বতন্ত্র সুবিধা প্রদান করে, কিছু বিনিময়-অফ সহ।.
| দিক | ছাঁচনির্মাণ ঢোকান | ঐতিহ্যবাহী ইনজেকশন ছাঁচনির্মাণ | ওভারমোল্ডিং |
|---|---|---|---|
| সংজ্ঞা | প্লাস্টিকের মধ্যে পূর্বে তৈরি সন্নিবেশগুলিকে একীভূত করে।. | একক-উপাদানের প্লাস্টিকের অংশগুলিকে ছাঁচে ফেলে।. | একটি উপাদানকে অন্যটির উপর ঢালাই করে।. |
| ভালো দিক | – অ্যাসেম্বলি ধাপ এবং খরচ কমায়। – শক্তি এবং কার্যকারিতা বৃদ্ধি করে। – জটিল নকশা সমর্থন করে। |
– একক-উপাদানের যন্ত্রাংশের জন্য সহজ প্রক্রিয়া। – কম সামঞ্জস্যের সমস্যা। |
– শক্তিশালী আণবিক বন্ধন। – টেক্সচার্ড স্তরের জন্য আদর্শ। |
| কনস | – সন্নিবেশগুলিকে ছাঁচনির্মাণের অবস্থা সহ্য করতে হবে। – খারাপভাবে ডিজাইন করা হলে ত্রুটির ঝুঁকি। |
– একক উপকরণের মধ্যে সীমাবদ্ধ। – পৃথক সমাবেশ প্রয়োজন। |
- আরও জটিল এবং ব্যয়বহুল প্রক্রিয়া।. |
তুলনামূলক নোট:
-
বনাম ঐতিহ্যবাহী ইনজেকশন ছাঁচনির্মাণ : সন্নিবেশ ইন্টিগ্রেশন যোগ করে, সমাবেশের চাহিদা হ্রাস করে।
-
বনাম ওভারমোল্ডিং : সন্নিবেশের জন্য একক-শট প্রক্রিয়া বনাম মাল্টি-শট লেয়ারিং ( সাইব্রিজ টেকনোলজিস )।
বহু-উপাদানের যন্ত্রাংশের জন্য ঐতিহ্যবাহী ইনজেকশন ছাঁচনির্মাণের তুলনায় ইনসার্ট ছাঁচনির্মাণ বেশি সাশ্রয়ী।.সত্য
এটি ছাঁচনির্মাণ-পরবর্তী সমাবেশ দূর করে, শ্রম এবং উৎপাদন খরচ হ্রাস করে।.
উচ্চ-ভলিউম উৎপাদনের জন্য ইনসার্ট মোল্ডিং ব্যবহার করা যাবে না।.মিথ্যা
স্বয়ংক্রিয় ইনসার্ট লোডিং এটিকে উচ্চ-ভলিউম রানের জন্য অত্যন্ত দক্ষ করে তোলে।.
ইনসার্ট মোল্ডিং প্রক্রিয়ার ধাপগুলি কী কী?
ইনসার্ট মোল্ডিং একটি সুনির্দিষ্ট কর্মপ্রবাহ অনুসরণ করে ইনসার্ট এবং প্লাস্টিককে কার্যকরভাবে একীভূত করে:

-
ঢোকান লোডিং : ঢোকানগুলি ছাঁচের গহ্বরে ম্যানুয়ালি (কম-ভলিউম) অথবা স্বয়ংক্রিয়ভাবে (উচ্চ-ভলিউম) স্থাপন করা হয়।
-
ইনজেকশন : গলিত প্লাস্টিক উচ্চ চাপে ইনজেকশনের চারপাশে প্রবেশ করানো হয়।
-
শীতলকরণ এবং শক্তকরণ : প্লাস্টিক ঠান্ডা হয় এবং সন্নিবেশের সাথে আবদ্ধ হয়, সংকোচন রোধ করার জন্য ধরে রাখার চাপ বজায় রাখে।
-
ইজেকশন : ছাঁচটি খুলে যায় এবং অংশটি কোনও ক্ষতি ছাড়াই বের হয়ে যায়।
-
ছাঁচনির্মাণ-পরবর্তী অপারেশন : ডিবারিং, তাপ চিকিত্সা (যেমন, বিকৃতি তাপমাত্রার ১০-২০° সেলসিয়াস কম), অথবা আর্দ্রতা নিয়ন্ত্রণ (যেমন, ৮০-১০০° সেলসিয়াস গরম জল স্নান) এর পরেও করা যেতে পারে।
মূল ধাপ এবং পরামিতি
- সন্নিবেশ পজিশনিং : নির্ভুলতার জন্য অপরিহার্য; অটোমেশন ধারাবাহিকতা উন্নত করে।

-
ইনজেকশন চাপ : সমান ভরাট এবং আনুগত্য নিশ্চিত করে।
-
ধরে রাখার চাপ : সংকোচন রোধ করে এবং মাত্রা বজায় রাখে।
-
ঠান্ডা করার সময় : বিকৃতি বা ডুবে যাওয়ার চিহ্ন এড়াতে নিয়ন্ত্রিত।
-
প্রক্রিয়াকরণের পরে : ছাঁটাই বা কন্ডিশনিংয়ের মাধ্যমে চূড়ান্ত গুণমান উন্নত করে।
স্বয়ংক্রিয় সন্নিবেশ লোডিং উচ্চ-ভলিউম উৎপাদনে নির্ভুলতা উন্নত করে।.সত্য
রোবোটিক সিস্টেমগুলি সামঞ্জস্যপূর্ণ স্থান নির্ধারণ নিশ্চিত করে, ত্রুটি হ্রাস করে এবং দক্ষতা বৃদ্ধি করে।.
ইনসার্ট মোল্ডিং সর্বদা নিখুঁত আনুগত্যের ফলাফল দেয়।.মিথ্যা
আনুগত্য উপাদানের সামঞ্জস্য এবং প্রক্রিয়ার অবস্থার উপর নির্ভর করে; দুর্বল নকশা ত্রুটি সৃষ্টি করতে পারে।.
ইনসার্ট মোল্ডিংয়ে ব্যবহৃত সাধারণ উপকরণগুলি কী কী?
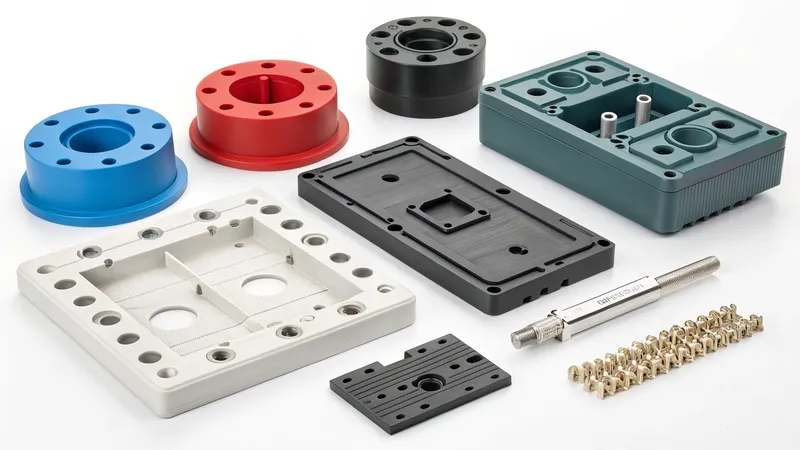
যেসব শিল্পে হালকা, টেকসই এবং কার্যকরী পণ্যের প্রয়োজন, তাদের জন্য ইনসার্ট মোল্ডিংয়ে উপাদান পছন্দ অত্যন্ত গুরুত্বপূর্ণ।.

মোটরগাড়ি, চিকিৎসা এবং ইলেকট্রনিক্স অ্যাপ্লিকেশনগুলিতে শক্তি এবং বহুমুখীতার জন্য ইনসার্ট মোল্ডিং সাধারণত পিতল, ইস্পাত বা অ্যালুমিনিয়ামের মতো ধাতব সন্নিবেশ ব্যবহার করে যার সাথে পিপি, পিএ, পিসি, এবিএস, বা পিই এর মতো থার্মোপ্লাস্টিক থাকে।.
| উপাদানের ধরণ | প্রস্তাবিত প্রাচীরের পুরুত্ব (ইঞ্চি) | মন্তব্য |
|---|---|---|
| এবিএস | 0.045 – 0.140 | বহুমুখী, ভালো ফিনিশিং |
| অ্যাসিটাল | 0.030 – 0.120 | উচ্চ কঠোরতা, কম ঘর্ষণ |
| নাইলন (পিএ) | 0.030 – 0.115 | শক্তিশালী, পরিধান-প্রতিরোধী |
| পলিকার্বোনেট (পিসি) | 0.040 – 0.150 | স্বচ্ছ, প্রভাব-প্রতিরোধী |
| পলিপ্রোপিলিন (পিপি) | 0.035 – 0.150 | নমনীয়, সাশ্রয়ী |
ধাতব সন্নিবেশ
-
পিতল : ক্ষয়-প্রতিরোধী, থ্রেডেড সন্নিবেশের জন্য আদর্শ।
-
স্টেইনলেস স্টিল : উচ্চ-শক্তিসম্পন্ন, চিকিৎসা সরঞ্জামে ব্যবহৃত।
-
অ্যালুমিনিয়াম : হালকা, গাড়ির যন্ত্রাংশে ব্যবহৃত হয়।
প্লাস্টিক উপকরণ
- পলিপ্রোপিলিন (পিপি) : নমনীয় এবং সাশ্রয়ী, ভোগ্যপণ্যে ব্যবহৃত।

-
নাইলন (PA) : শক্তিশালী এবং পরিধান-প্রতিরোধী, মোটরগাড়ির জন্য উপযুক্ত।
-
পলিকার্বোনেট (পিসি) : প্রভাব-প্রতিরোধী, ইলেকট্রনিক্সে ব্যবহৃত।
-
ABS : বহুমুখী, ভালো ফিনিশিং সহ, ভোক্তা পণ্যে জনপ্রিয়।
-
পলিথিন (PE) : টেকসই এবং রাসায়নিক-প্রতিরোধী, প্যাকেজিংয়ে ব্যবহৃত হয়।
উপাদান নির্বাচন যান্ত্রিক বৈশিষ্ট্য, তাপ প্রতিরোধ ক্ষমতা এবং খরচের উপর নির্ভর করে ( ওয়েকেন )।
সন্নিবেশ ছাঁচনির্মাণে ব্যবহৃত একমাত্র ধরণের ধাতব সন্নিবেশ।.মিথ্যা
অ্যাপ্লিকেশনের চাহিদার উপর ভিত্তি করে প্লাস্টিক এবং ইলেকট্রনিক সন্নিবেশও ব্যবহার করা হয়।.
সফলভাবে সন্নিবেশ ছাঁচনির্মাণের জন্য উপাদান নির্বাচন অত্যন্ত গুরুত্বপূর্ণ।.সত্য
সন্নিবেশ এবং প্লাস্টিকের মধ্যে সামঞ্জস্য কর্মক্ষমতা এবং স্থায়িত্বকে প্রভাবিত করে।.
ইনসার্ট মোল্ডিংয়ের জন্য ডিজাইনের বিবেচ্য বিষয়গুলি কী কী?
কার্যকর সন্নিবেশ ছাঁচনির্মাণের জন্য গুণমান এবং উৎপাদনযোগ্যতা নিশ্চিত করার জন্য সুনির্দিষ্ট নকশা প্রয়োজন।.
মূল নকশা বিবেচনার মধ্যে রয়েছে সন্নিবেশ নির্বাচন, সহনশীলতা, খসড়া কোণ, প্রাচীরের পুরুত্ব এবং পৃষ্ঠের সমাপ্তি যাতে যন্ত্রাংশের কর্মক্ষমতা সর্বোত্তম হয়।.

ডিজাইন চেকলিস্ট
-
সন্নিবেশ নির্বাচন : ছাঁচনির্মাণ অবস্থার বিরুদ্ধে প্রতিরোধী স্ট্যান্ডার্ড সন্নিবেশ (যেমন, PEM, ডজ) ব্যবহার করুন।
-
সহনশীলতা:
- সাবস্ট্রেট ছাঁচ: ±0.003 ইঞ্চি (0.08 মিমি)
- রজন: ≥0.002 ইঞ্চি/ইঞ্চি (0.002 মিমি/মিমি)
-
খসড়া কোণ:
- উল্লম্ব মুখ: ০.৫°
- বেশিরভাগ পরিস্থিতি: 2°
- বন্ধ: 3°
-
দেয়ালের পুরুত্ব : উপাদান অনুসারে পরিবর্তিত হয় (যেমন, ABS: 0.045-0.140 ইঞ্চি)।
-
সারফেস ফিনিশিং : PM-F0 (নন-কসমেটিক), SPI-C1 (ফাইন) এর মতো বিকল্প।
প্রক্রিয়া নির্বাচন সিদ্ধান্ত গ্রহণ
-
ইনসার্ট মোল্ডিং ব্যবহার করুন : যেসব যন্ত্রাংশে এমবেডেড উপাদান এবং কম অ্যাসেম্বলি ধাপের প্রয়োজন হয় তাদের জন্য।
-
বিকল্প বিবেচনা করুন:
- ওভারমোল্ডিং: স্তরযুক্ত বহু-উপাদানের অংশগুলির জন্য।.
- ঐতিহ্যবাহী ইনজেকশন ছাঁচনির্মাণ: একক-উপাদানের যন্ত্রাংশের জন্য।.
-
মোল্ডেবিলিটি বিশ্লেষণ প্রোটোল্যাবসের মতো সরঞ্জামগুলির সাহায্যে নকশা যাচাই করুন ।
যন্ত্রাংশের কর্মক্ষমতার জন্য সঠিক সন্নিবেশ নির্বাচন অত্যন্ত গুরুত্বপূর্ণ।.সত্য
সঠিক সন্নিবেশ ছাঁচনির্মাণ পরিস্থিতিতে স্থায়িত্ব নিশ্চিত করে।.
ইনসার্ট মোল্ডিং ডিজাইনের জন্য ড্রাফ্ট অ্যাঙ্গেলের প্রয়োজন হয় না।.মিথ্যা
খসড়া কোণগুলি নির্গমনে সহায়তা করে এবং ক্ষতি প্রতিরোধ করে।.
ইনসার্ট মোল্ডিং এবং ওভারমোল্ডিংয়ের মধ্যে পার্থক্য কী?
ইনসার্ট মোল্ডিং এবং ওভারমোল্ডিং ইনজেকশন মোল্ডিংকে ভিন্নভাবে উন্নত করে।.
ইনসার্ট মোল্ডিং একটি একক শটে পূর্বে তৈরি ইনসার্টগুলিকে এম্বেড করে, অন্যদিকে জটিল ডিজাইনের জন্য একাধিক শটে স্তরযুক্ত উপকরণগুলিকে ওভারমোল্ড করে।.

প্রক্রিয়া প্রবাহ
-
ছাঁচনির্মাণ ঢোকান : একক চক্র প্লাস্টিকের মধ্যে ঢোকানো অংশগুলিকে এম্বেড করে।
-
ওভারমোল্ডিং : মাল্টি-শট প্রক্রিয়া একটি বেসের উপর উপকরণ স্তরিত করে।
নীতি
-
ইনসার্ট মোল্ডিং : এমবেডেড ইনসার্টের মাধ্যমে কার্যকারিতা বৃদ্ধি করে।
-
ওভারমোল্ডিং : এরগনোমিক বা নান্দনিক উদ্দেশ্যে উপকরণগুলিকে বন্ধন করে।
ছাঁচনির্মাণের বৈশিষ্ট্য
-
ছাঁচনির্মাণ ঢোকান : উচ্চ-ভলিউম, একক-শট উৎপাদনের জন্য দক্ষ।
-
ওভারমোল্ডিং : স্তরযুক্ত অংশগুলির জন্য জটিল, বহু-শট প্রক্রিয়া।
অ্যাপ্লিকেশনের পরিস্থিতি
-
ছাঁচনির্মাণ ঢোকান : স্বয়ংচালিত ফাস্টেনার, মেডিকেল ইমপ্লান্ট।
-
ওভারমোল্ডিং : সফট-টাচ গ্রিপ, ওয়াটারপ্রুফ সিল।
সুবিধা এবং অসুবিধা
-
ছাঁচনির্মাণ ঢোকান : সাশ্রয়ী, শক্তিশালী যন্ত্রাংশ; টেকসই ঢোকানোর প্রয়োজন হয়।
-
ওভারমোল্ডিং : নমনীয় নকশা; উচ্চতর জটিলতা এবং খরচ।
ইনসার্ট মোল্ডিং এবং ওভারমোল্ডিং বিনিময়যোগ্য।.মিথ্যা
ঢোকান ছাঁচনির্মাণ এম্বেড সন্নিবেশ; স্তর উপকরণ ওভারমোল্ডিং।.
ইনসার্ট মোল্ডিংয়ের চেয়ে ওভারমোল্ডিং উচ্চ-ভলিউম উৎপাদনের জন্য বেশি উপযুক্ত।.মিথ্যা
অটোমেশনের মাধ্যমে উচ্চ-ভলিউমে ছাঁচনির্মাণ এক্সেল সন্নিবেশ করান।.
উপসংহার
ইনসার্ট মোল্ডিং এক ধাপে ধাতু এবং প্লাস্টিককে একীভূত করে ইনজেকশন প্রক্রিয়াগুলিকে উন্নত করে, খরচ কমায় এবং জটিল, টেকসই নকশা সক্ষম করে। এর বহুমুখীতা মোটরগাড়ি, চিকিৎসা, ইলেকট্রনিক্স এবং ভোগ্যপণ্যের ক্ষেত্রে প্রযোজ্য। এর প্রক্রিয়া, উপকরণ এবং নকশা নীতিগুলি আয়ত্ত করে, নির্মাতারা উৎপাদন এবং পণ্যের গুণমানকে সর্বোত্তম করে তুলতে পারে।.
-
বিভিন্ন শিল্পে এর প্রয়োগ এবং সুবিধাগুলি বোঝার জন্য ইনজেকশন ছাঁচনির্মাণ কৌশল সম্পর্কে জানুন।. ↩
-
শক্তিশালী এবং আরও কার্যকরী পণ্য তৈরির জন্য সন্নিবেশ ছাঁচনির্মাণে ধাতব উপাদানগুলির তাৎপর্য অন্বেষণ করুন।. ↩
-
আপনার উৎপাদন প্রক্রিয়া উন্নত করার জন্য খরচ-কার্যকারিতা এবং নকশার নমনীয়তা সহ ইনসার্ট মোল্ডিংয়ের সুবিধাগুলি আবিষ্কার করুন।. ↩
-
ইনসার্ট ইনজেকশন মোল্ডিং এর জটিলতা এবং বিভিন্ন শিল্পে এর প্রয়োগগুলি বুঝতে এই লিঙ্কটি অন্বেষণ করুন।. ↩
-
উচ্চ-ভলিউম উৎপাদন প্রক্রিয়ায় অটোমেটেড ইনসার্ট লোডিং কীভাবে উৎপাদন দক্ষতা এবং নির্ভুলতা বাড়ায় তা আবিষ্কার করুন।. ↩
-
বিভিন্ন ধরণের থার্মোপ্লাস্টিক এবং উৎপাদনে তাদের প্রয়োগ সম্পর্কে জানুন, যা প্রকল্পের জন্য উপাদান নির্বাচনে সাহায্য করতে পারে।. ↩
-
মাল্টি-মেটেরিয়াল ইন্টিগ্রেশন কীভাবে পণ্যের শক্তি এবং কার্যকারিতা বৃদ্ধি করতে পারে, যা এটিকে উৎপাদন ক্ষেত্রে একটি যুগান্তকারী পরিবর্তন এনে দিতে পারে তা অন্বেষণ করুন।. ↩
-
প্রতিযোগিতামূলক উৎপাদনের জন্য অত্যন্ত গুরুত্বপূর্ণ, খরচ কমানো এবং উৎপাদন সময়সীমা উন্নত করার ক্ষেত্রে রিডুসড অ্যাসেম্বলির সুবিধা সম্পর্কে জানুন।. ↩
-
ডিজাইনের নমনীয়তা কীভাবে পণ্য ডিজাইনে উদ্ভাবনী এবং উপযুক্ত সমাধানের সুযোগ করে দেয়, যা বিভিন্ন বাজারের চাহিদা পূরণের জন্য অপরিহার্য, তা আবিষ্কার করুন।. ↩





