

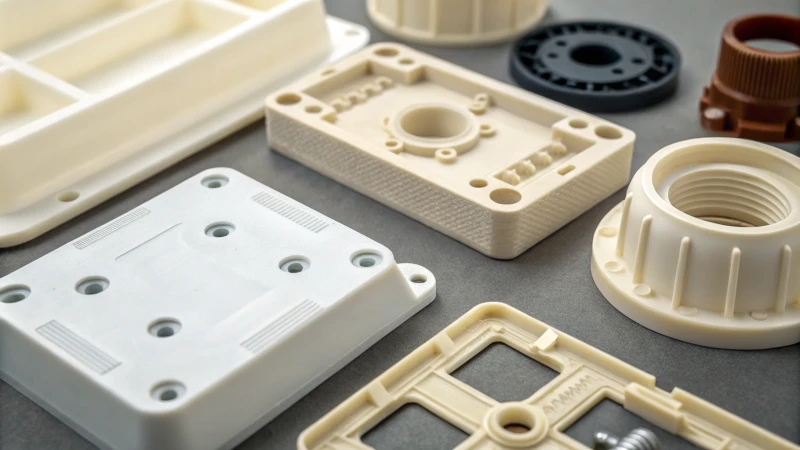
আপনি কি কখনও প্লাস্টিকের আকার দেওয়ার চেষ্টা করেছেন এবং সফল হওয়ার চেয়ে বেশি হতাশ হয়েছেন? আসুন ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটিকে বিঘ্নিত করতে পারে এমন সাধারণ সমস্যাগুলি অন্বেষণ করি।.
ইনজেকশন ছাঁচনির্মাণে সবচেয়ে ঘন ঘন সমস্যাগুলির মধ্যে রয়েছে ফ্ল্যাশ, সঙ্কোচন চিহ্ন, ওয়েল্ড চিহ্ন, বুদবুদ এবং ছোট শট। ভুল চাপ সেটিংস প্রায়শই এই ত্রুটিগুলির কারণ হয়। অসম শীতলকরণ বা দুর্বল ছাঁচ নকশাও সমস্যার কারণ হয়। পণ্যের গুণমান এবং উৎপাদন দক্ষতা উভয়ই ক্ষতিগ্রস্ত হয়।.
ইনজেকশন ছাঁচনির্মাণ সমস্যার সাথে আমার প্রথম অভিজ্ঞতাটি মূল অংশগুলি হারিয়ে যাওয়ার মতো একটি ধাঁধার মতো মনে হয়েছিল। ফ্ল্যাশ বা বুদবুদের মতো ত্রুটির মূল কারণগুলি বোঝা হঠাৎ স্পষ্টতার মুহূর্ত বলে মনে হয়েছিল। সহজ সমাধান খুঁজে পেতে এই ত্রুটিগুলি একের পর এক পরীক্ষা করা প্রয়োজন। এইভাবে, আপনি আপনার উৎপাদন প্রক্রিয়া উন্নত করবেন এবং সময় এবং অর্থ উভয়ই সাশ্রয় করবেন।.
অতিরিক্ত ইনজেকশন চাপের কারণে ফ্ল্যাশ হয়।.সত্য
অতিরিক্ত চাপের ফলে ছাঁচের গর্ত থেকে গলিত প্লাস্টিক বেরিয়ে যায়, যার ফলে ঝলকানি দেখা দেয়।.
সংকোচনের চিহ্নগুলি নিখুঁত শীতল অবস্থার ইঙ্গিত দেয়।.মিথ্যা
যখন শীতলতা অসম বা খুব দ্রুত হয়, নিখুঁত নয়, তখন সঙ্কোচন চিহ্ন দেখা দেয়।.
- 1. ইনজেকশন ছাঁচনির্মাণ পণ্যের জন্য ফ্ল্যাশের অর্থ কী?
- 2. ইনজেকশন ছাঁচনির্মাণে সঙ্কোচন চিহ্নের কারণ কী?
- 3. প্লাস্টিকের উপাদানগুলিতে ওয়েল্ড চিহ্নের কারণ কী?
- 4. ছাঁচনির্মাণের সময় বুদবুদ কীভাবে প্রতিরোধ করা যেতে পারে?
- 5. ছাঁচনির্মাণ প্রক্রিয়ায় শর্ট শটের কারণ কী?
- 6. কোন ডিজাইনের পরিবর্তনগুলি ইনজেকশন ছাঁচনির্মাণের ত্রুটিগুলি কমাতে পারে?
- 7. উপসংহার
ইনজেকশন ছাঁচনির্মাণ পণ্যের জন্য ফ্ল্যাশের অর্থ কী?
ইনজেকশন মোল্ডিংয়ে ফ্ল্যাশ করা প্যানের ধারে অতিরিক্ত পিৎজার ডো ছড়িয়ে পড়ার মতোই ঝামেলার। ফ্ল্যাশ কেবল চেহারার সমস্যা নয়, বরং অংশগুলি কতটা ভালোভাবে একসাথে ফিট করে তাও প্রভাবিত করে।.
ইনজেকশন ছাঁচনির্মাণের সময় যখন খুব বেশি প্লাস্টিক ছড়িয়ে পড়ে তখন ঝলকানি দেখা দেয়। এটি সাধারণত উচ্চ চাপ বা ছাঁচে ছোট ফাঁকের কারণে ঘটে। এই অতিরিক্ত প্লাস্টিক অসম প্রান্ত তৈরি করে। এই অসম প্রান্তগুলি সম্ভবত সুনির্দিষ্ট সমাবেশকে ব্যাহত করে।.
ফ্ল্যাশের কারণগুলি বোঝা
কল্পনা করুন যখন আমি ছাঁচ নকশায় নতুন ছিলাম। আমি তখন একটু ছোট ছিলাম, বুঝতে চেষ্টা করছিলাম কেন আমার সুন্দর নকশাগুলিতে কুৎসিত ফ্ল্যাশ চিহ্ন ছিল। বিভিন্ন জিনিস চেষ্টা করার পর এবং অনেক রাত পর্যন্ত চেষ্টা করার পর, আমি দেখতে পেলাম যে ফ্ল্যাশ, যাকে প্রায়শই 'ওভারফ্লো' বলা হয়, তখন ঘটে যখন ছাঁচ ১-এর । কল্পনা করুন একটি পাই বেক করার সময়, যেখানে ভূত্বক অতিরিক্ত ভরাট হওয়ার কারণে ভরাটটি বেরিয়ে আসে। এটা জেনে ভালো লাগলো যে ইনজেকশনের চাপ পরিবর্তন করা এবং একটি শক্ত মোল্ড ফিট করা এই সমস্যাটি থামাতে সাহায্য করে।
| কারণ | বিবরণ |
|---|---|
| অতিরিক্ত ইনজেকশন চাপ | প্লাস্টিক গলে উপচে পড়ে।. |
| অপর্যাপ্ত ক্ল্যাম্পিং বল | প্লাস্টিককে ফাঁক দিয়ে বেরিয়ে যেতে দেয়।. |
| অসম ছাঁচ বিভাজন পৃষ্ঠ | ওভারফ্লোর জন্য পথ তৈরি করে।. |
পণ্যের মানের উপর প্রভাব
ফ্ল্যাশ সত্যিই কোনও পণ্যের চেহারা নষ্ট করে দিতে পারে। আমি নিজেও এটা দেখেছি। আমার প্রথম দিকে, আমার মনে আছে প্রোটোটাইপের ধারালো ধারের জন্য আমরা ঘন্টার পর ঘন্টা এটি ঠিক করতে বাধ্য হতাম। ফ্ল্যাশ কেবল রুক্ষ প্রান্তই তৈরি করে না, বরং এটি অ্যাসেম্বলিকেও কঠিন করে তোলে। এটি অনেকটা ধাঁধার টুকরোগুলিকে একসাথে ফিট করার চেষ্টা করার মতো, যখন একটি টুকরোতে অতিরিক্ত ট্যাব থাকে।.
| প্রভাব | বিবরণ |
|---|---|
| চেহারার অবক্ষয় | এর ফলে প্রান্তগুলি অসম হয়ে যায়।. |
| বর্ধিত প্রক্রিয়াকরণ | অতিরিক্ত ছাঁটাই প্রয়োজন।. |
| সমাবেশের যথার্থতা সংক্রান্ত সমস্যা | অংশগুলি কীভাবে একসাথে ফিট করে তা প্রভাবিত করে।. |
ইনজেকশন ছাঁচনির্মাণে ফ্ল্যাশ মোকাবেলা
ফ্ল্যাশের সাথে মোকাবিলা করার মাধ্যমে আমি শিখেছি যে মেশিনের সেটিংস সামঞ্জস্য করা এবং ছাঁচের নকশা উন্নত করা গুরুত্বপূর্ণ। ইনজেকশন চাপ কমানো বা ক্ল্যাম্পিং বল বৃদ্ধি করা জিনিসগুলিকে ব্যাপকভাবে পরিবর্তন করে - যেমন প্রতিটি পাই ক্রাস্ট প্রান্তকে নিখুঁতভাবে সিল করা, একটি মসৃণ ছাঁচ বিভাজন পৃষ্ঠ 2 এই লিকগুলি বন্ধ করে।
নিয়মিত ছাঁচ পরিদর্শন আমার নির্ভরযোগ্য পদ্ধতি হয়ে উঠেছে। সবকিছু ঠিকঠাকভাবে মিলেছে কিনা তা পরীক্ষা করা আমাদের ভবিষ্যতের অনেক সমস্যা থেকে রক্ষা করেছে। বিস্তারিত বিবরণের উপর মনোযোগ দেওয়ার মাধ্যমে, আমাদের পণ্যের মান উন্নত হয়েছে এবং আমরা ত্রুটি এবং খরচ কমিয়েছি।.
সারণী: ইনজেকশন ছাঁচনির্মাণে সাধারণ ত্রুটিগুলি
ছাঁচনির্মাণে সমস্যা নির্ণয়ের জন্য এই টেবিলটি আমার সহায়ক হাতিয়ার ছিল। এটি আমাকে মনে করিয়ে দিয়েছে যে সেটিংস বা ডিজাইনের প্রতিটি পরিবর্তন আমাদের পণ্যের সাফল্যকে ব্যাপকভাবে প্রভাবিত করতে পারে।.
| ত্রুটি | কারণ | প্রভাব |
|---|---|---|
| ফ্ল্যাশ | উচ্চ চাপ, ফাঁক | অসম প্রান্ত, অ্যাসেম্বলি সমস্যা |
অতিরিক্ত ইনজেকশন চাপের ফলে ফ্ল্যাশ হয়।.সত্য
অতিরিক্ত চাপের কারণে প্লাস্টিক উপচে পড়ে, যার ফলে ঝলকানি দেখা দেয়।.
ফ্ল্যাশ ছাঁচে তৈরি পণ্যের নির্ভুলতা উন্নত করে।.মিথ্যা
ফ্ল্যাশ অসম প্রান্ত এবং ফিট সমস্যা তৈরি করে নির্ভুলতাকে প্রভাবিত করে।.
ইনজেকশন ছাঁচনির্মাণে সঙ্কোচন চিহ্নের কারণ কী?
প্লাস্টিকের জিনিসপত্রে বিরক্তিকর ছোট ছোট গর্তগুলো কি কখনও লক্ষ্য করেছেন? মানুষ এগুলোকে সঙ্কোচন চিহ্ন হিসেবে চেনে। ইনজেকশন ছাঁচনির্মাণের সময় এই গর্তগুলো প্রায়শই সমস্যার সৃষ্টি করে।.
প্লাস্টিকের যন্ত্রাংশ ইনজেকশন মোল্ডিংয়ে অসমভাবে ঠান্ডা হলে সঙ্কোচনের চিহ্ন দেখা দেয়। এই পরিস্থিতির ফলে পৃষ্ঠে গর্ত তৈরি হয়। অসম প্রাচীরের পুরুত্ব প্রায়শই এই ত্রুটিগুলির জন্য দায়ী। ধরে রাখার সময় অপর্যাপ্ত চাপও সমস্যার সৃষ্টি করে। আসলে, এই বিষয়গুলি অনেক গুরুত্বপূর্ণ।.

সংকোচনের চিহ্ন বোঝা
সঙ্কোচন চিহ্ন, যা প্রায়শই সিঙ্ক চিহ্ন নামে পরিচিত, হল অসম্পূর্ণতা যা ইনজেকশন ছাঁচনির্মাণ পণ্যের পৃষ্ঠে অবনতি বা "ডেন্ট" হিসাবে দেখা যায়। এগুলি ঘটে কারণ প্লাস্টিক ঠান্ডা হওয়ার সাথে সাথে সংকুচিত হয়।.
সঙ্কুচিত চিহ্নের কারণ
-
অসম শীতলতা
গভীর রাতে সমস্যা সমাধানের সময় সমানভাবে ঠান্ডা করার গুরুত্ব আমি আবিষ্কার করেছি। ছাঁচের ঘন অংশগুলি পাতলা অংশগুলির তুলনায় বেশিক্ষণ উষ্ণ থাকে, যার ফলে অবাঞ্ছিত সংকোচনের চিহ্ন তৈরি হয়।.
ফ্যাক্টর শীতলতার উপর প্রভাব দেয়ালের পুরুত্বের তারতম্য ঘন এলাকায় ঠান্ডার গতি কমবে ছাঁচ নকশা অপর্যাপ্ত কুলিং চ্যানেল লেআউট -
অপর্যাপ্ত ধারণ চাপ
আমি চাপ ধরে রাখার পদ্ধতিটা কঠিনভাবে শিখেছি। ধরে রাখার সময় পর্যাপ্ত চাপ না থাকলে প্রায় সবসময়ই সঙ্কোচনের চিহ্ন দেখা যায়। উচ্চ চাপ তরল প্লাস্টিককে ছাঁচের প্রতিটি অংশ পূরণ করতে সাহায্য করে, অন্যদিকে কম চাপ এটিকে অনেক বেশি শিথিল করতে সাহায্য করে।.
- উচ্চ ধারণ চাপ নিশ্চিত করে যে গলিত প্লাস্টিক সমস্ত শূন্যস্থান পূরণ করে, যার ফলে ডুবে যাওয়ার চিহ্নের সম্ভাবনা হ্রাস পায়।.
- নিম্নচাপ উপাদানটিকে সংকুচিত রাখতে ব্যর্থ হতে পারে, যার ফলে সংকোচন তৈরি হতে পারে।.
-
উপাদান পছন্দ এবং বৈশিষ্ট্য
বিভিন্ন প্লাস্টিক বিভিন্নভাবে সঙ্কুচিত হয়। অবাক করার মতো, তাই না? আপনার প্রক্রিয়া সামঞ্জস্য না করেই অনেক সঙ্কুচিত হয় এমন প্লাস্টিক বেছে নেওয়া সমস্যার সৃষ্টি করে। উদাহরণস্বরূপ, স্ফটিক পলিমারগুলি তাদের আণবিক গঠনের কারণে নিরাকার পলিমারগুলির চেয়ে বেশি সঙ্কুচিত হয়।.
সংকোচনের চিহ্ন মোকাবেলা করা
এই সমস্যাগুলি সমাধানের জন্য দক্ষতার প্রয়োজন:
- দেয়ালের পুরুত্ব অনুকূল করুন: অভিন্ন পুরুত্ব সমানভাবে ঠান্ডা হতে সাহায্য করে।
- ধরে রাখার চাপ সামঞ্জস্য করুন: সংকোচন প্রতিরোধ করার জন্য আপনার উপাদান এবং ছাঁচের জন্য সঠিক চাপ খুঁজুন।
- উপাদান নির্বাচন: এমন উপকরণ ব্যবহার করুন যা কম সঙ্কুচিত হয় অথবা আপনার প্রক্রিয়াটি তাদের জন্য উপযুক্ত করে পরিবর্তন করে।
এই টিপসগুলো আমাকে কেবল কার্যকরীই নয়, বরং সুন্দর দেখতে পণ্য তৈরি করতেও সাহায্য করেছে। ডিজাইনাররা ত্রুটি কমাতে পারেন এবং পরে শ্রম বাঁচাতে পারেন। ইলেকট্রনিক্স এবং গাড়ির মতো শিল্পে, এটি খুবই গুরুত্বপূর্ণ।.
অন্যান্য সাধারণ সমস্যা 3 দেখুন । জ্ঞান মান উন্নত করে এবং সময় সাশ্রয় করে।
অসম শীতলতার কারণে ছাঁচে ঢালাই করা অংশগুলিতে সঙ্কুচিত চিহ্ন দেখা দেয়।.সত্য
অংশবিশেষে বিভিন্ন শীতলতার হার সংকোচনের চিহ্নের দিকে পরিচালিত করে।.
উচ্চ ধারণ চাপ সংকোচন চিহ্ন গঠন বৃদ্ধি করে।.মিথ্যা
উচ্চ চাপ কার্যকরভাবে ফাঁক পূরণ করে সংকোচন হ্রাস করে।.
প্লাস্টিকের উপাদানগুলিতে ওয়েল্ড চিহ্নের কারণ কী?
কখনও কি ভেবে দেখেছেন কেন আপনার সুন্দরভাবে তৈরি প্লাস্টিকের যন্ত্রাংশে সেই বিরক্তিকর ওয়েল্ড চিহ্নগুলি দেখা যায়?
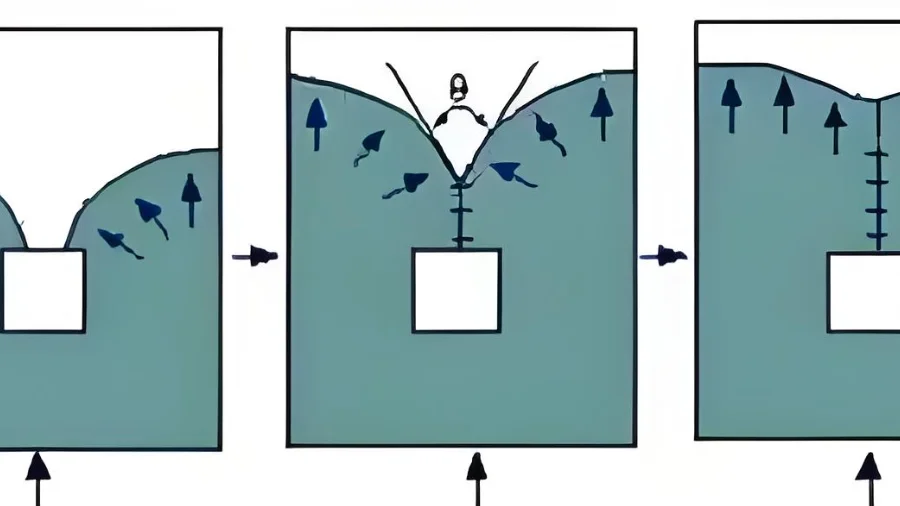
গলিত প্লাস্টিকের প্রবাহ ছাঁচের ভেতরে যেখানে মিলিত হয় সেখানে ঢালাইয়ের চিহ্ন দেখা যায়, যা একটি দৃশ্যমান রেখা বা সম্ভাব্য দুর্বল অঞ্চল তৈরি করে। প্লাস্টিকের প্রবাহ বিভক্ত হয়ে আবার মিলিত হওয়ার সাথে সাথে এই চিহ্নগুলি প্রায়শই কোর বা সন্নিবেশের কাছে তৈরি হয়।.
ইনজেকশন ছাঁচনির্মাণে ওয়েল্ড মার্ক বোঝা
ইনজেকশন ছাঁচনির্মাণের সময় যখন গলিত প্লাস্টিকের দুই বা ততোধিক ধারা ছাঁচে একত্রিত হয় তখন ঢালাইয়ের চিহ্ন তৈরি হয়। এই রেখাগুলি দেখা যায় কারণ, প্রবাহগুলি মিলিত হওয়ার সাথে সাথে, বিভিন্ন তাপমাত্রা এবং বেগের কারণে তারা সম্পূর্ণরূপে বন্ধন করতে পারে না, যার ফলে একটি দৃশ্যমান সেলাই তৈরি হয়। রিইনফোর্সিং রিব বা ইনসার্ট দিয়ে জটিল আকার তৈরি করার সময় এটি বিশেষভাবে লক্ষণীয় হতে পারে।.
সাধারণ কারণ
- ছাঁচে বাধা: ট্র্যাফিক পরিচালনার কথা ভাবুন এবং হঠাৎ একটি ব্লক দেখা দেয়। যখন প্লাস্টিক গলিত 4 কোর বা সন্নিবেশের মতো বাধার সম্মুখীন হয়, তখন এটি বিভক্ত হয়ে যায় এবং তারপর আবার একত্রিত হওয়ার চেষ্টা করে, সম্ভাব্যভাবে ওয়েল্ড চিহ্ন তৈরি করে।
- একাধিক প্রবাহ প্রান্ত: এমন একটি নদীর কল্পনা করুন যেখানে অনেকগুলি প্রবাহ একটিতে মিলিত হচ্ছে। একাধিক ইনজেকশন পয়েন্টের প্রয়োজন এমন ছাঁচে, বিভিন্ন প্রবাহ প্রান্ত একত্রিত হতে পারে, যা সঠিকভাবে পরিচালিত না হলে ঢালাইয়ের চিহ্ন তৈরি করে।
| কারণ | বিবরণ |
|---|---|
| বাধা | প্রবাহগুলি সন্নিবেশের চারপাশে বিচ্ছিন্ন হয়, খারাপভাবে পুনরায় সংমিশ্রণ করে |
| বহু-প্রবাহ | একাধিক গেট থেকে প্রবাহের অভিসরণ |
পণ্যের মানের উপর প্রভাব
ওয়েল্ড চিহ্নগুলি কেবল চেহারা নষ্ট করার চেয়েও বেশি কিছু করে; এগুলি আপনার পণ্যের শক্তিকে দুর্বল করে দিতে পারে। এই লাইনগুলিতে, পণ্যের প্রসার্য এবং প্রভাব শক্তি হ্রাস পেতে পারে। কল্পনা করুন যে এই লাইনগুলির দ্বারা নষ্ট হওয়া ইলেকট্রনিক্সের জন্য একটি অত্যাশ্চর্য প্লাস্টিকের শেল রয়েছে। নান্দনিক সমস্যাও দেখা দেয়, কারণ ওয়েল্ড চিহ্নগুলি দৃশ্যমান হতে পারে, বিশেষ করে ইলেকট্রনিক কেসের মতো উচ্চ ভিজ্যুয়াল মানের প্রয়োজন এমন পণ্যগুলিতে।.
ওয়েল্ড মার্কস হ্রাস করা
সৌভাগ্যক্রমে, ওয়েল্ড চিহ্ন কমানোর জন্য বেশ কিছু কৌশল রয়েছে:
- ইনজেকশন সেটিংস সামঞ্জস্য করুন: ইনজেকশনের গতি এবং চাপ পরিবর্তন করে, আপনি নিশ্চিত করতে সাহায্য করেন যে প্রবাহগুলি সর্বোত্তম তাপমাত্রা এবং পরিস্থিতিতে মিলিত হয়, দৃশ্যমান সেলাই কমিয়ে দেয়।
- ছাঁচের নকশা পুনর্বিবেচনা করুন: কম বাধা সহ ছাঁচ ডিজাইন করা বা বায়ুচলাচলের মতো কৌশল ব্যবহার করলে ঢালাইয়ের চিহ্ন কমতে পারে।
ছাঁচ নকশা ৫- এ এই পদ্ধতিগুলি প্রয়োগ করলে পণ্যের গুণমান এবং কর্মক্ষমতা উভয়ই ব্যাপকভাবে উন্নত হতে পারে। নতুন নকশা পদ্ধতি অন্বেষণ করলে শক্তিশালী এবং আরও ভালো দেখাচ্ছে এমন ছাঁচনির্মিত পণ্যের চাবিকাঠি ধরা যেতে পারে।
সম্পর্কিত ঘটনা
- ফ্ল্যাশ (ওভারফ্লো): অত্যধিক চাপ বা দুর্বল ক্ল্যাম্পিংয়ের কারণে প্লাস্টিক ছিটকে পড়ে কখনও অবাক হয়ে গেছেন?
- সঙ্কোচনের চিহ্ন: অসম শীতলতা বা ধরে রাখার চাপের অভাবের কারণে বিরক্তিকর গর্ত যা একটি মসৃণ পৃষ্ঠকে নষ্ট করে।
এই বিষয়গুলি সম্পর্কে আরও অন্তর্দৃষ্টির জন্য, ইনজেকশন ছাঁচনির্মাণ চ্যালেঞ্জ 6 উৎপাদন প্রক্রিয়াগুলি অপ্টিমাইজ করার এবং চমৎকার ফলাফল অর্জনের জন্য দরকারী টিপস পাওয়া যেতে পারে। এই সমস্যাগুলি ভালভাবে সমাধানের জন্য ছাঁচ নকশা এবং ইনজেকশন সেটিংসের মতো দিকগুলির ভারসাম্য বজায় রাখা অত্যন্ত গুরুত্বপূর্ণ।
| সম্পর্কিত ত্রুটি | মূল কারণ | প্রভাব |
|---|---|---|
| ফ্ল্যাশ | উচ্চ চাপ | অসম প্রান্ত |
| সংকোচন | ঠান্ডা লাগার সমস্যা | পৃষ্ঠের গর্ত |
প্লাস্টিক প্রবাহের মিলনে ওয়েল্ড চিহ্ন তৈরি হয়।.সত্য
গলিত প্লাস্টিকের পৃথক প্রবাহ যখন মিলিত হয় এবং সম্পূর্ণরূপে বন্ধনে ব্যর্থ হয় তখন ঢালাইয়ের চিহ্ন দেখা দেয়।.
ঢালাইয়ের চিহ্নগুলি কেবল প্লাস্টিকের উপাদানগুলির চেহারাকে প্রভাবিত করে।.মিথ্যা
ওয়েল্ড চিহ্নগুলি পণ্যের প্রসার্য এবং প্রভাব শক্তিকেও ঝুঁকির মধ্যে ফেলতে পারে।.
ছাঁচনির্মাণের সময় বুদবুদ কীভাবে প্রতিরোধ করা যেতে পারে?
কখনও কি কোনও ত্রুটিহীন প্লাস্টিকের জিনিস তৈরি করার চেষ্টা করেছেন এবং বিরক্তিকর বুদবুদগুলি আপনার সমস্ত প্রচেষ্টা নষ্ট করে দিয়েছে?
ছাঁচনির্মাণের সময় বুদবুদ বন্ধ করার জন্য উপকরণগুলি খুব শুষ্ক হওয়া উচিত। ইনজেকশনের গতি সাবধানে নিয়ন্ত্রণ করুন। গহ্বর কমাতে সঠিক ছাঁচের বায়ুচলাচল গুরুত্বপূর্ণ। এটি পণ্যের মান উন্নত করতে সাহায্য করে। গুণমান সত্যিই গুরুত্বপূর্ণ।.

বুদবুদের কারণগুলি বোঝা
ছাঁচ শিল্পে আমার প্রথম দিকের দিনগুলি আমার মনে আছে, যখন সবকিছু ঠিকঠাক চলার সাথে সাথেই সেই বিরক্তিকর বুদবুদের মুখোমুখি হয়েছিলাম। মনে হচ্ছিল যেন একটি নিখুঁত স্যুফ্লে রান্না করে ভেঙে পড়তে দেখেছি। কিন্তু, রেসিপি শেখার মতো, এই বুদবুদের কারণ জানা সবকিছু বদলে দিয়েছে।.
বুদবুদ, যা ক্যাভিটেশন নামেও পরিচিত, প্রায়শই ছাঁচ ডিজাইনারদের সমস্যায় ফেলে। এগুলি সাধারণত আর্দ্রতা, উদ্বায়ী পদার্থ বা দুর্বল ছাঁচের নিষ্কাশনের কারণে হয়। কল্পনা করুন আপনি সুন্দর কিছু ছাঁচে ফেলতে চান, কিন্তু উপকরণগুলি সম্পূর্ণ শুকিয়ে যায়নি। তাহলে কী হবে? ছাঁচে ফেলার সময় আর্দ্রতা বাষ্পে পরিণত হয় এবং বুদবুদ তৈরি হয়। অথবা হতে পারে আপনি ইনজেকশনের গতি খুব বেশি সেট করেছেন, বাতাসকে ভয়ঙ্করভাবে ভিতরে আটকে রেখেছেন।.
বুদবুদ গঠন রোধের সমাধান
-
উপাদান প্রস্তুতি
- আমি সবসময় ব্যবহারের আগে সব প্লাস্টিকের জিনিসপত্র শুকিয়ে নিই। এটা স্টাইল করার আগে চুল শুকানোর মতো - খুবই প্রয়োজনীয়।.
- আর্দ্রতা দূর করার জন্য ডিহিউমিডিফাইং ড্রায়ার ব্যবহার করা হয়। এগুলো আমার প্রিয় হাতিয়ার।.
-
ইনজেকশন গতি এবং চাপ নিয়ন্ত্রণ
- ধীরে ধীরে গতি সমন্বয় বাতাস আটকে যাওয়া এড়াতে সাহায্য করে; এটি বুদবুদ প্রতিরোধ করার জন্য ধীরে ধীরে একটি গ্লাসে সোডা ঢালার মতো।.
- ঝলকানি এড়াতে সঠিকভাবে চাপ সেট করুন। অতিরিক্ত চাপের ফলে প্রান্তগুলি অসমান হয়ে যায়, যেমন কেক থেকে তুষারপাত বের হচ্ছে। অতিরিক্ত তুষারপাত!
-
ছাঁচ নকশা বিবেচনা
- ভেন্টিং সিস্টেম আটকে থাকা বাতাসকে বেরিয়ে যেতে দেয়। কল্পনা করুন তাজা বাতাসের জন্য একটি জানালা খুলে দিন।.
- সমান প্রাচীরের পুরুত্বের ছাঁচগুলি ধারাবাহিক শীতলতা নিশ্চিত করে এবং সংকোচন রোধ করে।.
উদাহরণ সারণী: বিভিন্ন পণ্যে বুদবুদের প্রভাব
| পণ্যের ধরণ | বুদবুদের প্রভাব |
|---|---|
| প্লাস্টিকের পাত্র | আপোষিত সিলিং |
| ইলেকট্রনিক হাউজিং | চেহারা ত্রুটি |
| মোটরগাড়ির যন্ত্রাংশ | শক্তি এবং স্থায়িত্ব হ্রাস পেয়েছে |
বুদবুদ প্রতিরোধের জন্য উন্নত কৌশল
- ভ্যাকুয়াম ছাঁচনির্মাণ: ভ্যাকুয়াম অবস্থা ছাঁচের গহ্বর থেকে আটকে থাকা বাতাস এবং আর্দ্রতা অপসারণ করে। সমস্ত ময়লা বের করার জন্য ভ্যাকুয়াম ক্লিনার ব্যবহার করার ছবি।
- গ্যাস-সহায়তাপ্রাপ্ত ইনজেকশন ছাঁচনির্মাণ: গ্যাস প্লাস্টিক গলে যাওয়াকে ছাঁচের দেয়ালের সাথে ঠেলে দেয় যাতে বাতাস আটকে না যায়।
আরও শেখার জন্য, আমি বুদবুদের মতো ত্রুটি কমাতে উন্নত ছাঁচনির্মাণ কৌশল 7
ছাঁচনির্মাণের সময় উপকরণের আর্দ্রতার কারণে বুদবুদ তৈরি হয়।.সত্য
উত্তপ্ত হলে আর্দ্রতা বাষ্পে পরিণত হয়, যার ফলে বুদবুদ তৈরি হয়।.
ইনজেকশনের গতি বৃদ্ধি করলে বুদবুদ তৈরি রোধ হয়।.মিথ্যা
অতিরিক্ত গতি বাতাসকে আটকে রাখতে পারে, যার ফলে আরও বুদবুদ তৈরি হতে পারে।.
ছাঁচনির্মাণ প্রক্রিয়ায় শর্ট শটের কারণ কী?
তুমি কি কখনও তোমার কর্মশালায় দাঁড়িয়ে একটা অর্ধ-সমাপ্ত ছাঁচের দিকে তাকিয়ে বিভ্রান্ত বোধ করেছ? সম্ভবত কী ভুল হয়েছে?
ছাঁচনির্মাণের সময় ইনজেকশনের চাপ খুব কম থাকলে বা ইনজেকশনের গতি খুব ধীর হলে ছোট ছোট শট দেখা যায়। দুর্বল উপাদান প্রবাহ এবং পর্যাপ্ত বায়ুচলাচল না থাকাও এই সমস্যার কারণ। এই কারণগুলি প্লাস্টিককে ছাঁচটি সম্পূর্ণরূপে পূরণ করতে বাধা দেয়। এই সমস্যাগুলি সমাধান করলে সম্পূর্ণরূপে তৈরি পণ্য তৈরি হয়। সম্পূর্ণরূপে তৈরি পণ্য গুরুত্বপূর্ণ।.
ইনজেকশন চাপ এবং গতি
আমার মনে আছে, একটা দিন যখন ছোট ছোট শট নিতে আমার সমস্যা হচ্ছিল। প্রথমে প্রেসার সেটিংস ঠিক মনে হচ্ছিল, কিন্তু ভালো করে দেখার পর দেখলাম, ইনজেকশন প্রেসারটি ছাঁচটি সম্পূর্ণরূপে পূরণ করার জন্য একটু কম ছিল। কম ইনজেকশন প্রেসার পুরো প্রক্রিয়াটিকে পিছিয়ে রেখেছিল।.
ছোট শটের একটি প্রধান কারণ হল অপর্যাপ্ত ইনজেকশন চাপ। গলিত প্লাস্টিকের পুরো ছাঁচের গহ্বর পূরণ করার জন্য পর্যাপ্ত বল প্রয়োজন। যদি চাপ খুব কম হয় বা ইনজেকশনের গতি 8 ধীর হয়, তাহলে উপাদানটি ছাঁচের সমস্ত অংশে পৌঁছাতে পারে না, যার ফলে অসম্পূর্ণ পণ্য তৈরি হয়। এই পরামিতিগুলি সামঞ্জস্য করলে ছোট শটের ঘটনা উল্লেখযোগ্যভাবে হ্রাস পেতে পারে।
উপাদানের তরলতা
একবার, একটি পুরু প্লাস্টিক দিয়ে, আমি দেখেছি কিভাবে এর দুর্বল প্রবাহ জটিল নকশাগুলিতে ভরাট বন্ধ করে দিয়েছে। তাপমাত্রা সামঞ্জস্য করে, আমরা এই একগুঁয়ে প্লাস্টিক থেকে আরও ভাল প্রবাহ পেয়েছি। নকশাগুলিতে যখন সুনির্দিষ্ট ভরাটের প্রয়োজন হয় তখন এই পদক্ষেপটি অত্যন্ত গুরুত্বপূর্ণ।.
প্লাস্টিক গলানোর তরলতা 9 আরেকটি কারণ। উচ্চ-সান্দ্রতাযুক্ত উপকরণগুলি জটিল ছাঁচ নকশার মধ্য দিয়ে প্রবাহিত হতে সমস্যা হতে পারে। এই উপকরণগুলি ব্যবহার করার সময়, তাপমাত্রা সেটিংস অপ্টিমাইজ করার মাধ্যমে প্রবাহের বৈশিষ্ট্যগুলি উন্নত করা যেতে পারে।
ছাঁচ ভেন্টিং
একসময় ব্লক ভেন্টগুলো আমার অনেক সমস্যা করত। ভালো ভেন্টিং ছাঁচ ভরে যাওয়ার সাথে সাথে বাতাস বেরিয়ে যায়। যদি ভেন্টগুলো ব্লক করা থাকে বা ভালোভাবে ডিজাইন করা না হয়, তাহলে বাতাস ভেতরেই থাকে, প্লাস্টিকের প্রবাহ বন্ধ করে দেয় এবং ছোট ছোট শট তৈরি করে।.
ছাঁচটি ভরে যাওয়ার সাথে সাথে আটকে থাকা বাতাসকে বেরিয়ে যেতে দেওয়ার জন্য সঠিক বায়ুচলাচল অপরিহার্য। যদি ভেন্টগুলি ব্লক করা হয় বা খারাপভাবে ডিজাইন করা হয়, তাহলে এটি বায়ু পকেট তৈরি করতে পারে যা প্লাস্টিকের প্রবাহকে বাধাগ্রস্ত করতে পারে এবং ছোট শট তৈরি করতে পারে।.
উপাদান প্রস্তুতি
সমস্যা এড়াতে উপকরণগুলির যথাযথ প্রস্তুতি প্রয়োজন। আমি শিখেছি যে সঠিকভাবে শুকানো না হলে উপকরণগুলি আর্দ্রতা নিয়ে আসে, প্রবাহকে ব্যাহত করে এবং বুদবুদ তৈরি করে।
ব্যবহারের আগে উপকরণগুলি সঠিকভাবে প্রস্তুত করা হয়েছে তা নিশ্চিত করা প্লাস্টিকের পেলেটগুলি পুঙ্খানুপুঙ্খভাবে শুকিয়ে এই সমস্যাগুলি কমাতে সাহায্য করতে পারে, যা ইনজেকশনের সময় জলীয় বাষ্প থেকে বুদবুদ তৈরি হওয়া রোধ করবে।
| কারণ | বিবরণ |
|---|---|
| কম ইনজেকশন চাপ | অপর্যাপ্ত বল সম্পূর্ণ ছাঁচ পূরণে বাধা দেয়।. |
| ধীর ইনজেকশন গতি | ভরাট করতে বিলম্বের ফলে অসম্পূর্ণ জায়গা দেখা দেয়।. |
| দুর্বল উপাদানের তরলতা | উচ্চ-সান্দ্রতা প্লাস্টিকগুলি সমস্ত ছাঁচের অংশে পৌঁছাতে লড়াই করে।. |
| অপর্যাপ্ত ছাঁচ ভেন্টিং | আটকে থাকা বাতাস পদার্থের প্রবাহকে বাধাগ্রস্ত করে, যার ফলে অসম্পূর্ণ ভরাট হয়।. |
| অনুপযুক্ত উপাদান প্রস্তুতি | উপকরণের আর্দ্রতা বুদবুদ তৈরি করে এবং প্রবাহের বৈশিষ্ট্যগুলিকে প্রভাবিত করে।. |
ব্যবহারিক সমাধান
ছাঁচ সেটআপের জন্য একটি চেকলিস্ট ব্যবহার করা আমার জন্য খেলা বদলে দিয়েছে; এর মধ্যে রয়েছে চাপ সেটিংস পরীক্ষা করা এবং ছোট শট কমাতে উপকরণগুলি ভালভাবে প্রস্তুত করা।
চাপ সেটিংস, গতির ক্যালিব্রেশন এবং উপাদান প্রস্তুতি প্রক্রিয়া সহ ছাঁচ সেটআপের জন্য একটি চেকলিস্ট বাস্তবায়ন করলে ছোট শটগুলি অনেকাংশে কমে যেতে পারে।
অপারেটরদের নিয়মিত প্রশিক্ষণ সকলকে সর্বোত্তম অনুশীলনের সমস্যা সমাধানের জন্য প্রস্তুত রাখে, ছাঁচনির্মাণ প্রক্রিয়ার সময় সচেতনতা এবং সমস্যা সমাধানের ক্ষমতা বৃদ্ধি করতে পারে।
সিমুলেশন সফ্টওয়্যার 10 ব্যবহার করে আগে থেকে চিন্তা করা উৎপাদনের আগে সম্ভাব্য সমস্যাগুলি দেখে আমার অনেক ঘন্টা বাঁচিয়েছে; এটি একটি সক্রিয় উপায় যা সত্যিই আমার কর্মপ্রবাহকে উন্নত করে।
কম ইনজেকশন চাপের কারণে ছোট শট নেওয়া হয়।.সত্য
অপর্যাপ্ত চাপের কারণে গলিত প্লাস্টিক ছাঁচটি সম্পূর্ণরূপে পূরণ করতে পারে না।.
দুর্বল উপাদানের তরলতা ছাঁচ ভর্তি বৃদ্ধি করে।.মিথ্যা
উচ্চ-সান্দ্রতাযুক্ত পদার্থ প্রবাহকে বাধাগ্রস্ত করে, যার ফলে অসম্পূর্ণ ছাঁচ ভরাট হয়।.
কোন ডিজাইনের পরিবর্তনগুলি ইনজেকশন ছাঁচনির্মাণের ত্রুটিগুলি কমাতে পারে?
ইনজেকশন ছাঁচনির্মাণের সমস্যাগুলির বিরক্তিকরতা সকল ডিজাইনারই জানেন। এই ত্রুটিগুলি সত্যিই পণ্যের গুণমান এবং দক্ষতার ক্ষতি করে। এখানে কিছু ইতিবাচক খবর রয়েছে - চতুর নকশা পরিবর্তনগুলি এই ঝামেলাপূর্ণ সমস্যাগুলি সরাসরি সমাধান করে।.
কৌশলগত নকশার পরিবর্তনগুলি ইনজেকশন ছাঁচনির্মাণে ত্রুটিগুলি হ্রাস করতে সত্যিই সাহায্য করে। ছাঁচের কাঠামোর সর্বোত্তমকরণ একটি গুরুত্বপূর্ণ পদক্ষেপ। দেয়ালের পুরুত্ব সামঞ্জস্য করা আরেকটি গুরুত্বপূর্ণ পদক্ষেপ। এই সমন্বয়গুলি ফ্ল্যাশ, সংকোচনের চিহ্ন এবং ওয়েল্ড লাইনের মতো সমস্যাগুলি উল্লেখযোগ্যভাবে হ্রাস করতে পারে।.

ছাঁচের গঠন অপ্টিমাইজ করা
আমার মনে আছে ফ্ল্যাশ ত্রুটি ১১-এর - মনে হচ্ছিল যেন আমি হেরে যাচ্ছি। তারপর, ক্ল্যাম্পিং বল এবং এমনকি বিভাজনকারী পৃষ্ঠগুলি আমার সহযোগী হয়ে ওঠে। সঠিক সমন্বয় প্লাস্টিককে উপচে পড়া থেকে বিরত রাখে। এটি প্রক্রিয়াকরণের পরে সময় বাঁচায় এবং পণ্যটিকে মসৃণ এবং মসৃণ দেখায়।
| ত্রুটি | কারণ | ডিজাইন সমাধান |
|---|---|---|
| ফ্ল্যাশ | অপর্যাপ্ত ছাঁচ ক্ল্যাম্পিং বল | ক্ল্যাম্পিং বল বৃদ্ধি করুন, সমান পৃষ্ঠ নিশ্চিত করুন |
দেয়ালের পুরুত্ব সামঞ্জস্য করা
আমার ক্যারিয়ারের শুরুতে ১২ নম্বর সঙ্কোচন
উপাদান প্রবাহ উন্নত করা
ওয়েল্ড মার্কস ১৩ আমাকে হতাশ করেছে - প্লাস্টিকের প্রবাহ যেখানে মিলিত হয়েছে সেই কুৎসিত স্থানগুলি। পুনঃপরিকল্পিত ছাঁচ প্রবাহ পথগুলি কোরের মতো বাধা হ্রাস করে সাহায্য করেছে, যা শক্তি এবং চেহারা উন্নত করেছে।
পার্ট 3 এর 3: বায়ুচলাচল এবং আর্দ্রতা মোকাবেলা
দুর্বল বায়ুচলাচল বা আর্দ্রতার কারণে বুদবুদ তৈরি হওয়া ছিল দুঃস্বপ্ন। উন্নত বায়ুচলাচল ব্যবস্থা ছিল সমাধান, সেই সাথে এই ত্রুটিগুলি 14। ইনজেকশনের গতি সামঞ্জস্য করা ক্যাভিটেশন এবং অসম্পূর্ণ ভরাট কমিয়ে দেয়, পণ্যগুলিকে ত্রুটিমুক্ত হওয়ার কাছাকাছি নিয়ে আসে।
উৎপাদন প্রতিক্রিয়ার উপর ভিত্তি করে নিয়মিত নকশা পর্যালোচনা ত্রুটিগুলি ভালভাবে পরিচালনা করে, পণ্যের মান উন্নত করে এবং উৎপাদন দ্রুত করে। উন্নত সরঞ্জামগুলির সাহায্যে নকশা কৌশলগুলি অন্বেষণ ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলিকে আরও অনুকূলিত করতে সহায়তা করে।.
উন্নত সফ্টওয়্যার সরঞ্জাম ব্যবহার করা
আধুনিক CAD এবং সিমুলেশন সফ্টওয়্যার আবিষ্কারের মাধ্যমে প্রমাণিত হয়েছে; তারা সম্ভাব্য ত্রুটিগুলি পূর্বাভাস দেয় যা উন্নত উপাদান প্রবাহ এবং চক্রের সময় হ্রাসের দিকে পরিচালিত করে। নকশার সময় এই সফ্টওয়্যার সমাধানগুলি 15 মানসম্পন্ন পণ্য তৈরিতে একটি সুবিধা দেয়।
এই নকশা পরিবর্তনগুলি বাস্তবায়নের মাধ্যমে, নির্মাতারা ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলিতে ব্যয়বহুল ত্রুটিগুলি হ্রাস করার সাথে সাথে পণ্যের গুণমান বৃদ্ধি করতে পারে। ইনজেকশন ছাঁচনির্মাণ বিশেষজ্ঞদের 16 ন্যূনতম ত্রুটিগুলির জন্য ডিজাইনগুলি অপ্টিমাইজ করার জন্য মূল্যবান অন্তর্দৃষ্টি প্রদান করে, যা আপনাকে প্রতিযোগিতামূলক ক্ষেত্রে এগিয়ে থাকার বিষয়টি নিশ্চিত করে।
এমনকি পৃষ্ঠতলও ফ্ল্যাশ ত্রুটি প্রতিরোধ করে।.সত্য
সমানভাবে বিভাজিত পৃষ্ঠতল নিশ্চিত করা প্লাস্টিক গলে যাওয়া ওভারফ্লো প্রতিরোধ করে, ফ্ল্যাশ হ্রাস করে।.
অসম শীতলতা সংকোচনের চিহ্ন হ্রাস করে।.মিথ্যা
অসম শীতলতার ফলে সঙ্কুচিত চিহ্ন তৈরি হয়; একই রকম প্রাচীরের পুরুত্ব সমান শীতলতা নিশ্চিত করে।.
উপসংহার
এই প্রবন্ধে ফ্ল্যাশ, সঙ্কোচন চিহ্ন, ওয়েল্ড চিহ্ন, বুদবুদ এবং ছোট ছবিগুলির মতো সাধারণ ইনজেকশন ছাঁচনির্মাণ ত্রুটিগুলি অন্বেষণ করা হয়েছে, তাদের কারণগুলি, পণ্যের মানের উপর প্রভাব এবং উন্নতির সমাধানগুলি বিশদভাবে বর্ণনা করা হয়েছে।.
-
উচ্চ ইনজেকশন চাপ এবং ছাঁচ নকশার ত্রুটিগুলি কীভাবে ফ্ল্যাশ গঠনে অবদান রাখে তা জানুন।. ↩
-
মেশিন সেটিংস এবং ছাঁচ নকশা উন্নতির মাধ্যমে ফ্ল্যাশ কমানোর কৌশলগুলি অন্বেষণ করুন।. ↩
-
ইনজেকশন ছাঁচনির্মাণের অন্যান্য সাধারণ ত্রুটিগুলি আবিষ্কার করুন এবং কীভাবে তারা পণ্যের গুণমানকে প্রভাবিত করে তা শিখুন।. ↩
-
ছাঁচের নকশায় বাধা কীভাবে গলিত প্রবাহকে প্রভাবিত করে এবং ওয়েল্ড চিহ্নের মতো ত্রুটির সৃষ্টি করে তা আবিষ্কার করুন।. ↩
-
ঢালাই চিহ্ন গঠন কমাতে ছাঁচ নকশা কৌশল সম্পর্কে বিশেষজ্ঞদের সুপারিশগুলি অন্বেষণ করুন।. ↩
-
উন্নত পণ্যের গুণমানের জন্য সাধারণ ইনজেকশন ছাঁচনির্মাণ সমস্যাগুলি পরিচালনা এবং সমাধান করার অন্তর্দৃষ্টি অর্জন করুন।. ↩
-
বুদবুদের মতো সাধারণ ত্রুটিগুলি হ্রাস করে পণ্যের গুণমান উন্নত করে এমন উদ্ভাবনী পদ্ধতি আবিষ্কার করুন।. ↩
-
এই লিঙ্কটি ব্যাখ্যা করে যে কীভাবে বিভিন্ন ইনজেকশন গতি ছাঁচনির্মাণ পণ্যের গুণমান এবং ধারাবাহিকতাকে প্রভাবিত করতে পারে।. ↩
-
প্লাস্টিক গলানোর সান্দ্রতা ছাঁচের মধ্যে প্রবাহকে কীভাবে প্রভাবিত করে এবং এটি উন্নত করার কৌশলগুলি সম্পর্কে জানুন।. ↩
-
সিমুলেশন টুলগুলি কীভাবে ছাঁচনির্মাণ প্রক্রিয়ায় সমস্যাগুলি আগে থেকেই সনাক্ত করতে পারে তা আবিষ্কার করুন।. ↩
-
কীভাবে সঠিক ছাঁচ ক্ল্যাম্পিং উপাদানের ওভারফ্লো প্রতিরোধ করে, পণ্যের নির্ভুলতা নিশ্চিত করে তা জানুন।. ↩
-
কীভাবে অভিন্ন দেয়ালের পুরুত্ব ডেন্ট কমায় এবং পণ্যের চেহারা উন্নত করে তা বুঝুন।. ↩
-
উন্নত পণ্য শক্তির জন্য উপাদান প্রবাহ বৃদ্ধি করে এমন নকশা কৌশল আবিষ্কার করুন।. ↩
-
উন্নত বায়ুচলাচল ব্যবস্থা কীভাবে ছাঁচে বুদবুদ এবং ছোট শট কমিয়ে আনে তা অন্বেষণ করুন।. ↩
-
ডিজাইনের নির্ভুলতা এবং দক্ষতা বৃদ্ধি করে এমন সফ্টওয়্যার বৈশিষ্ট্যগুলি সম্পর্কে জানুন।. ↩
-
ত্রুটি হ্রাস কৌশল সম্পর্কে আরও গভীর অন্তর্দৃষ্টি পেতে বিশেষজ্ঞদের সাথে যোগাযোগ করুন।. ↩






