

ইনজেকশন ছাঁচনির্মাণ যন্ত্রাংশের ওয়ারপেজ প্রায়শই নিম্নমানের সাথে একটি অন্তহীন সংগ্রামের মতো মনে হয়।.
ইনজেকশন মোল্ডেড যন্ত্রাংশের ওয়ার্পিং সমস্যা সমাধানের জন্য, বিশেষজ্ঞদের অবশ্যই কুলিং সিস্টেম, গেটের নকশা এবং উপকরণের উপর মনোযোগ দিতে হবে। কুলিং সিস্টেমটি ভালোভাবে কাজ করা প্রয়োজন। গেটের সঠিক অবস্থান অনেক গুরুত্বপূর্ণ। উপাদান পছন্দ অত্যন্ত গুরুত্বপূর্ণ। ওয়ার্পেজ সম্ভবত এইভাবে হ্রাস পায়। এই পদক্ষেপগুলির মাধ্যমে পণ্যের মান সত্যিই উন্নত হয়।.
ওয়ার্পিং সমস্যার সাথে আমার প্রথম অভিজ্ঞতার কথা মনে আছে। সাবধানে তৈরি যন্ত্রাংশগুলিকে আকৃতির বাইরে বেঁকে যাওয়া দেখা সত্যিই হতাশাজনক ছিল। শীতলকরণ উন্নত করা এবং গেটের বিন্যাস পরিবর্তন করার মতো প্রাথমিক পদ্ধতিগুলি দ্রুত সাহায্য করে। প্রতিটি বিশদটি ঘনিষ্ঠভাবে দেখলে স্থায়ী সাফল্যের প্রতিশ্রুতি দেয় এমন সামান্য পার্থক্যগুলি দেখা যায়। পরবর্তী বিভাগগুলি এই পদ্ধতিগুলিকে আরও স্পষ্টভাবে ব্যাখ্যা করে। এগুলি এমন ধারণা প্রদান করে যা কেবল ওয়ার্পিং সমাধান করে না বরং আপনার পুরো ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটিকে উচ্চ মানের দিকে উন্নীত করে। খুব উচ্চ মান। এগুলি আপনাকে ওয়ার্পিং ছাড়াই উচ্চমানের যন্ত্রাংশ তৈরি করার উপায় দেয়।.
কুলিং সিস্টেমটি অপ্টিমাইজ করলে ছাঁচে তৈরি অংশগুলিতে ওয়ারপেজ কমে যায়।.সত্য
দক্ষ শীতলকরণ ডিফারেনশিয়াল সংকোচন কমিয়ে দেয়, ওয়ারপেজ হ্রাস করে।.
যেকোনো উপাদান ব্যবহার করলে ইনজেকশন ছাঁচনির্মাণে ওয়ারপেজ ত্রুটিগুলি সমাধান হবে।.মিথ্যা
উপাদান নির্বাচন সংকোচনের হারকে প্রভাবিত করে, ওয়ারপেজের ফলাফলকে প্রভাবিত করে।.
কুলিং সিস্টেম অপ্টিমাইজেশন কীভাবে ওয়ারপেজ কমাতে সাহায্য করে?
ইনজেকশন মোল্ডিংয়ের ফলে বাঁকানো জিনিসের হতাশা কি তুমি জানো? আমি এটা ভালো করেই বুঝতে পারি। এই সমস্যা বন্ধ করার সমাধান হলো কুলিং সিস্টেমকে নিখুঁত করা।.
কুলিং সিস্টেম, গেট ডিজাইন এবং উপাদান নির্বাচন অপ্টিমাইজ করে ইনজেকশন মোল্ডেড যন্ত্রাংশে ওয়ার্পিং মোকাবেলা করুন। কার্যকর কুলিং, কৌশলগত গেট পজিশনিং এবং উপযুক্ত উপকরণ নির্বাচন করা গুরুত্বপূর্ণ পদক্ষেপ। এই ব্যবস্থাগুলি ওয়ার্পেজ কমাতে এবং পণ্যের গুণমান উল্লেখযোগ্যভাবে উন্নত করতে সহায়তা করে।.
কুলিং চ্যানেল ডিজাইনের গুরুত্ব
কুলিং চ্যানেল ১ নকশা একটি ছাঁচনির্মিত অংশ কত দ্রুত ঠান্ডা হয় তা প্রভাবিত করে। সঠিকভাবে ডিজাইন করা চ্যানেলগুলি অভিন্ন শীতলতা নিশ্চিত করে, যা তাপীয় চাপ কমাতে এবং ওয়ারপেজ প্রতিরোধের জন্য অপরিহার্য। জটিল অংশগুলির জন্য, স্তরযুক্ত এবং বিভাজিত চ্যানেলগুলি উপকারী।
পুরু-দেয়ালযুক্ত অংশগুলির জন্য, শীতল চ্যানেলের উচ্চ ঘনত্ব বা দক্ষ শীতল মাধ্যমের ব্যবহার প্রক্রিয়াটিকে ত্বরান্বিত করতে পারে। বিপরীতে, পাতলা-দেয়ালযুক্ত অংশগুলির অতিরিক্ত সংকোচন এড়াতে নিয়ন্ত্রিত শীতলকরণের প্রয়োজন হয়।.
| অংশের ধরণ | শীতল করার কৌশল |
|---|---|
| পুরু-দেয়ালযুক্ত | চ্যানেলের ঘনত্ব বৃদ্ধি করুন |
| পাতলা-দেয়ালযুক্ত | শীতলকরণের গতি নিয়ন্ত্রণ করুন |
কুলিং সিস্টেমের নিয়মিত রক্ষণাবেক্ষণ
নিয়মিত পরীক্ষা এবং রক্ষণাবেক্ষণ কুলিং চ্যানেলগুলিতে ব্লকেজ বা লিকেজ এর মতো সমস্যা প্রতিরোধ করে। বন্ধ চ্যানেল অসম শীতলকরণের কারণ হতে পারে, যা ওয়ারপেজে অবদান রাখে। নিয়মিত পরিদর্শন এবং পরিষ্কারকরণ সর্বোত্তম কর্মক্ষমতা বজায় রাখতে সহায়তা করে।.
গেট ডিজাইন সমন্বয়
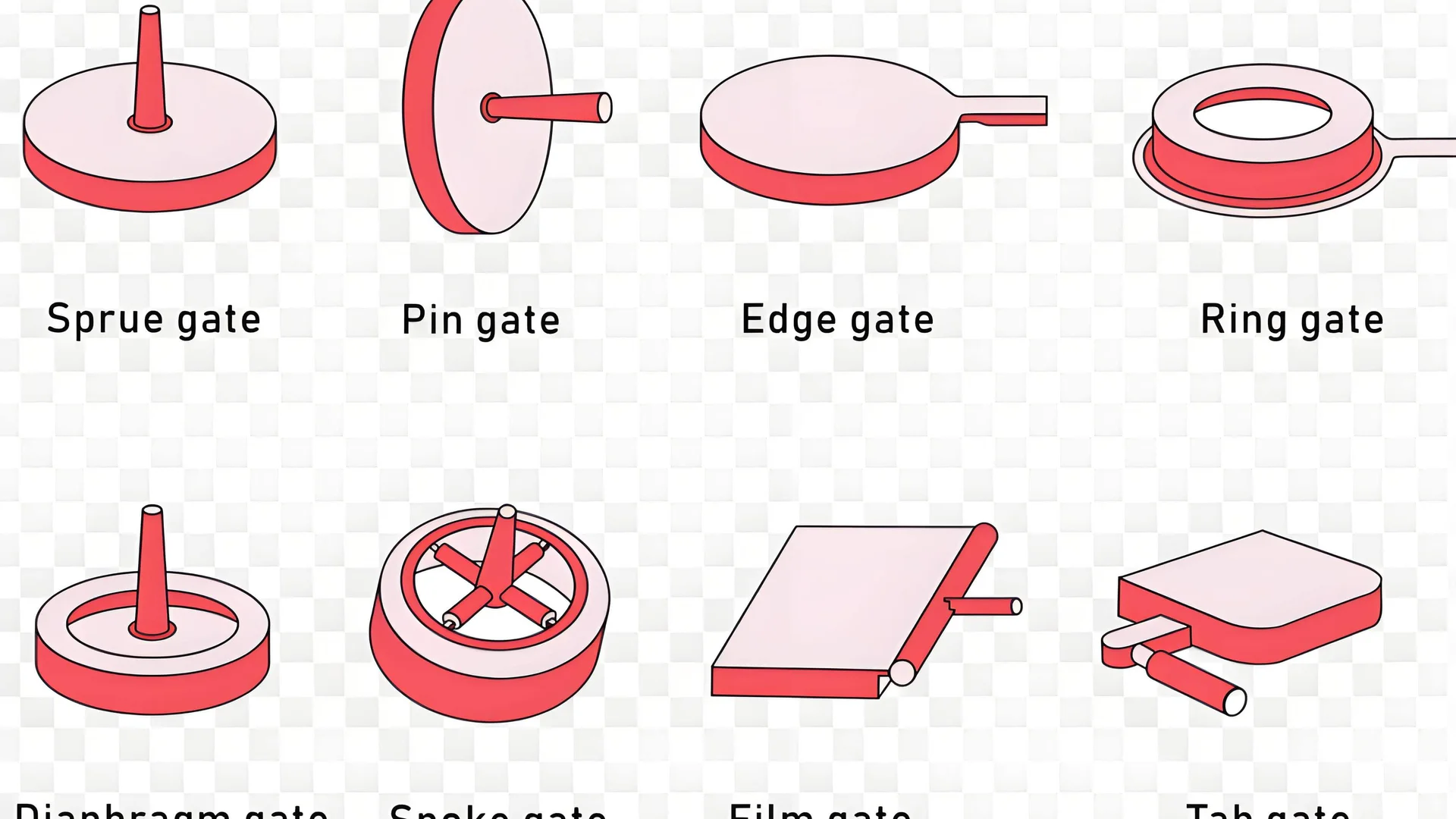
গেটের নকশা সামঞ্জস্য করা কুলিং সিস্টেম অপ্টিমাইজেশনের পরিপূরক হিসেবে আরেকটি উপায়। গেটটিকে ঘন অংশ বা জ্যামিতিক কেন্দ্রে স্থাপন করার মাধ্যমে, প্লাস্টিক গলানো গহ্বরটিকে আরও সমানভাবে পূরণ করে, যার ফলে ওয়ারপেজ ঝুঁকি হ্রাস পায়। বিভিন্ন ধরণের গেট যেমন পয়েন্ট গেট 2 বা সাইড গেটগুলি অংশের জ্যামিতির উপর নির্ভর করে বিভিন্ন সুবিধা প্রদান করে।
তাপমাত্রা নিয়ন্ত্রণের সাথে শীতলকরণকে একীভূত করা
অপ্টিমাইজড কুলিং এবং সুনির্দিষ্ট তাপমাত্রা নিয়ন্ত্রণের সমন্বয় যুদ্ধক্ষেত্র হ্রাসকে আরও বাড়িয়ে তোলে। ছাঁচের তাপমাত্রা সঠিকভাবে পরিচালনা করে, নির্মাতারা স্ফটিক প্লাস্টিকের স্ফটিকীকরণ নিয়ন্ত্রণ করতে পারে, আয়তনের সংকোচনের পার্থক্য হ্রাস করতে পারে।.
ইনজেকশন ছাঁচনির্মাণ দক্ষতার উপর প্রভাব
কুলিং সিস্টেম অপ্টিমাইজ করা কেবল ওয়ারপেজ কমায় না বরং উৎপাদন দক্ষতাও বাড়ায়। দ্রুত কুলিং টাইমের অর্থ চক্রের সময় কম হয়, যার ফলে থ্রুপুট বৃদ্ধি পায় এবং খরচ সাশ্রয় হয়। বৃহৎ আকারের উৎপাদনের 3 ।
স্তরযুক্ত চ্যানেলগুলি জটিল অংশগুলিতে ওয়ারপেজ কমায়।.সত্য
স্তরযুক্ত চ্যানেলগুলি তাপীয় চাপ কমিয়ে অভিন্ন শীতলতা নিশ্চিত করে।.
পুরু-দেয়ালের অংশগুলিকে ঝাঁকুনি রোধ করার জন্য ধীরে ধীরে ঠান্ডা করার প্রয়োজন।.মিথ্যা
পুরু-দেয়ালযুক্ত অংশগুলিকে ওয়ারপেজ প্রতিরোধ করার জন্য দ্রুত শীতলকরণের প্রয়োজন হয়।.
গেট ডিজাইনের সমন্বয় কীভাবে ওয়ারপেজ কমাতে সাহায্য করতে পারে?
ইনজেকশন মোল্ডিংয়ে গেটের নকশা পরিবর্তন করলে পণ্যের মান সত্যিই উন্নত হয়।.
ইনজেকশন মোল্ডিংয়ে গেট ডিজাইনের সূক্ষ্ম সমন্বয়ের ফলে ঝাঁকুনি কমে। ইঞ্জিনিয়াররা গেটের জন্য সঠিক স্থান এবং ধরণ বেছে নেন। সঠিক গেট স্থাপনের ফলে সমান প্রবাহ এবং শীতলতা আসে। সংকোচনের তারতম্য হ্রাস পায়। ত্রুটির সম্ভাবনা কম থাকে। সংকোচনের তারতম্য সত্যিই কমে যায়।.
ইনজেকশন ছাঁচনির্মাণে গেট ডিজাইনের গুরুত্ব
ইনজেকশন মোল্ডিংয়ে গেট ডিজাইনের ভূমিকা সম্পর্কে প্রথম যে মুহূর্তটি আমি শিখেছিলাম তা আমার মনে আছে। গভীর রাতের এক অধ্যয়নের সময় আমি লক্ষ্য করেছি যে গলিত প্লাস্টিকের ছাঁচে যাওয়ার পথ নিয়ন্ত্রণ করা কতটা গুরুত্বপূর্ণ। গেটের ভুল অবস্থান বা ভুল ধরণের কারণে অসম প্রবাহ ঘটে, যার ফলে ডিফারেনশিয়াল সংকোচন এবং ওয়ারপেজ হয়। ভালো গেট ডিজাইন গুরুত্বপূর্ণ; এটি স্থির প্রবাহ বজায় রাখতে সাহায্য করে এবং এই ত্রুটিগুলি হ্রাস করে।.
সর্বোত্তম গেট প্লেসমেন্ট
একদিন কারখানায়, আমি দেখেছিলাম যে গেটটি কোনও অংশের ঘন দেয়ালে বা কেন্দ্রে স্থাপন করলে মসৃণভাবে গলিত পদার্থ ছড়িয়ে পড়তে পারে। একটি কেন্দ্রীয় গেট ব্যবহার করে গলিত পদার্থ সমানভাবে প্রবাহিত হয়, যা সংকোচনের ভারসাম্য বজায় রাখে, যা অপরিহার্য।.
| অংশ আকৃতি | প্রস্তাবিত গেট প্লেসমেন্ট |
|---|---|
| ডিস্ক আকৃতির | কেন্দ্র |
| লম্বা আকৃতির | দৈর্ঘ্য বরাবর |
| জটিল আকার | কৌশলগত স্থানে একাধিক গেট |
সঠিক গেটের ধরণ নির্বাচন করা
সঠিক গেটের ধরণ নির্বাচন করা ভুল থেকে শেখার একটি শিক্ষা ছিল। বিভিন্ন ধরণের গেট প্রবাহকে ভিন্নভাবে প্রভাবিত করে। উদাহরণস্বরূপ, একটি পয়েন্ট গেটে একটি ঝর্ণার মতো ভরাট থাকে যা ওয়েল্ডের চিহ্ন এবং ওয়ার্পিং কমায়। এদিকে, পাশের গেটগুলি দীর্ঘ অংশগুলির জন্য আদর্শ, যা গলিত অংশগুলিকে এর দৈর্ঘ্য বরাবর সমানভাবে প্রবাহিত করতে সহায়তা করে।.
পয়েন্ট গেট সম্পর্কে আরও জানুন4
শীতলকরণের উপর গেট ডিজাইনের প্রভাব
এমনকি ঠান্ডা করাও খুবই গুরুত্বপূর্ণ কারণ এটি ওয়ারপেজ প্রতিরোধ করে। চিন্তাশীল গেট ডিজাইন নিশ্চিত করে যে গলিত অংশ সমানভাবে পূর্ণ হয়, চাপ এবং বিকৃতি হ্রাস করে।.
কুলিং সিস্টেমের সাথে ইন্টিগ্রেশন
গেট ডিজাইন সেটিংস অপ্টিমাইজড কুলিং সিস্টেমের সাথে ভালোভাবে কাজ করে। অভিন্নতার জন্য কুলিং পাথ ডিজাইন করা আমার লক্ষ্য, বিশেষ করে জটিল আকারের জন্য।.
কুলিং চ্যানেল কৌশল আবিষ্কার করুন5
উপাদানের স্থায়িত্ব এবং গেট ডিজাইন
পরিশেষে, কার্যকর গেট ডিজাইন সহ কম সংকোচনশীল উপকরণ নির্বাচন করলে ওয়ারপিং হ্রাস পায়। আমি প্রায়শই পলিস্টাইরিন (PS) এর মতো উপকরণ ব্যবহার করি যার মধ্যে ফিলার রয়েছে আরও ভালো মাত্রার স্থিতিশীলতার জন্য।.
এই পদ্ধতিগুলির মাধ্যমে, আমি ওয়ার্পিং উল্লেখযোগ্যভাবে কমিয়েছি। ইনজেকশন মোল্ডিংয়ে আমার প্রক্রিয়া উন্নতি টুলকিটের একটি গুরুত্বপূর্ণ অংশ এখন গেট ডিজাইন।.
কেন্দ্রীয় গেট স্থাপনের ফলে ডিস্ক আকৃতির অংশগুলিতে ওয়ারপেজ হ্রাস পায়।.সত্য
একটি কেন্দ্রীয় গেট সমানভাবে গলিত প্রবাহ নিশ্চিত করে, সংকোচনের পার্থক্য হ্রাস করে।.
অসম গলিত বন্টনের কারণে পয়েন্ট গেটগুলি ওয়ারপেজ বৃদ্ধি করে।.মিথ্যা
পয়েন্ট গেটগুলি ঝর্ণার মতো ভরাট তৈরি করে, যা ওয়েল্ডের চিহ্ন এবং বিকৃতি হ্রাস করে।.
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ায় তাপমাত্রা নিয়ন্ত্রণ কেন গুরুত্বপূর্ণ?
আপনি কি কখনও ভেবে দেখেছেন কেন ইনজেকশন ছাঁচনির্মাণে তাপমাত্রা নিয়ন্ত্রণ করা এত গুরুত্বপূর্ণ? এটি কেবল সমস্যা প্রতিরোধ করার জন্য নয়। এটি গুণমান এবং দক্ষতা উভয়ের জন্য সঠিক ভারসাম্য খুঁজে বের করার বিষয়ে।.
ইনজেকশন ছাঁচনির্মাণে তাপমাত্রা নিয়ন্ত্রণ গুরুত্বপূর্ণ। এটি উপাদানগুলিকে ভালভাবে প্রবাহিত করতে সাহায্য করে এবং ত্রুটিগুলি বন্ধ করে। ভাল তাপমাত্রা নিয়ন্ত্রণের মাধ্যমে পণ্যের গুণমান উন্নত হয়। স্ফটিকীকরণ, সংকোচন এবং শীতলকরণের হার তাপমাত্রার উপর নির্ভর করে। পণ্যগুলিকে সামঞ্জস্যপূর্ণ এবং নির্ভুল করার জন্য এই জিনিসগুলি সঠিকভাবে প্রয়োজন।.

পদার্থ প্রবাহে তাপমাত্রার ভূমিকা
ইনজেকশন মোল্ডিং নিয়ে আমার কাজের শুরুতে, তাপমাত্রা তার শক্তি দেখিয়েছিল। তাপমাত্রা সত্যিই কোনও প্রকল্পে পার্থক্য আনতে পারে। ঠান্ডা দিনে সিরাপ ঢালার কথা ভাবুন। এটি ভালভাবে নড়াচড়া করে না, তাই না? প্লাস্টিক গলে যাওয়া ছাঁচনির্মাণে একইভাবে কাজ করে। প্রতিটি উপাদান নির্দিষ্ট তাপমাত্রায় সবচেয়ে ভালোভাবে প্রবাহিত হয়। ABS প্লাস্টিকের তাপমাত্রা 180-250°C এর মধ্যে থাকা প্রয়োজন। এটি সঠিক প্যানকেক মিশ্রণ খুঁজে বের করার মতো - খুব ঘন বা খুব পাতলা এবং এটি কাজ করবে না।
সঠিক তাপমাত্রা ব্যবস্থাপনা ৭ নিশ্চিত করে যে প্লাস্টিক গলে যাওয়ার সর্বোত্তম তরলতা অর্জন করা হয়, অভ্যন্তরীণ চাপ কমায় যা বিকৃতির মতো ত্রুটির দিকে পরিচালিত করে।
স্ফটিকীকরণ এবং সংকোচনের উপর প্রভাব
স্ফটিক প্লাস্টিকের সাথে আমার প্রথম অভিজ্ঞতা ছিল অবাক করার মতো। পলিপ্রোপিলিন ( পিপি ) এর মতো উপকরণের জন্য ছাঁচের তাপমাত্রা সামঞ্জস্য করলে স্ফটিকীকরণের গতি এবং সংকোচন ব্যাপকভাবে পরিবর্তিত হয়। এটি কেক বেক করার মতো - ভুল তাপমাত্রা এটিকে ভেঙে দেয়। সঠিক তাপমাত্রা বিকৃত হওয়া রোধ করে এবং যন্ত্রাংশগুলিকে সামঞ্জস্যপূর্ণ রাখে।
| উপাদান | ব্যারেল তাপমাত্রার পরিসর (°C) | প্রভাব |
|---|---|---|
| এবিএস | 180-250 | তরলতা এবং সংকোচন নিয়ন্ত্রণ নিশ্চিত করে |
| পলিপ্রোপিলিন ( পিপি ) | পরিবর্তিত হয় | স্ফটিকীকরণ এবং সংকোচন নিয়ন্ত্রণ করে |
কুলিং সিস্টেম অপ্টিমাইজেশন
কুলিং সিস্টেম উন্নত করা একটা ধাঁধা সমাধান করার মতো ছিল। ছাঁচ জুড়ে অভিন্ন কুলিং অত্যন্ত গুরুত্বপূর্ণ। আমি ব্লকেজ বা লিক পরীক্ষা করতে শিখেছি - কল্পনা করুন একটি বাগানের পাইপ বাঁকানো এবং জল বন্ধ হয়ে যায়। এই সাবধানে পরীক্ষা অসম কুলিং এবং বিকৃতি বন্ধ করে, বিশেষ করে জটিল অংশগুলিতে।.
স্তরযুক্ত এবং বিভাজিত কুলিং চ্যানেল 8 ব্যবহার করে তাপের সমান বন্টন নিশ্চিত করা হয়, বিশেষ করে জটিল আকৃতির বা পুরু প্রাচীরযুক্ত অংশগুলিতে।
চাপ এবং গতির প্রভাব
চাপ এবং গতির ভারসাম্য বজায় রাখা গাড়ি ভালোভাবে চালানোর মতো - খুব দ্রুত বা খুব ধীর গতিতে সমস্যা হয়। প্রচুর চাপের ফলে ফিলিং সমস্যা এবং বিকৃতি দেখা দেয়। হালকা চাপ সম্পূর্ণ ফিলিং নিশ্চিত করে, যা সত্যিই যন্ত্রাংশের মান উন্নত করে।.
- সর্বোত্তম চাপ সেটিংস:
- ইনজেকশন চাপ: অভ্যন্তরীণ চাপ কমাতে সামঞ্জস্য করুন।.
- ধরে রাখার চাপ: প্রায়শই ইনজেকশন চাপের ৫০%-৮০%।.
উপাদান নির্বাচন এবং প্রাক-চিকিৎসা
উপকরণ নির্বাচন করা ভুলের কোনও অবকাশ না রেখে উপাদান নির্বাচন করার মতো মনে হয়েছিল। পলিস্টাইরিন (পিএস) এর মতো উপকরণগুলি সঙ্কুচিত হওয়ার সময় দুর্দান্ত। উপকরণ থেকে আর্দ্রতা অপসারণ করা আরেকটি গুরুত্বপূর্ণ পদক্ষেপ ছিল - যেমন ময়দা মাখার আগে হাত শুকানো; আর্দ্রতা সবকিছু বদলে দেয়।.
অতিরিক্তভাবে, 9-এর প্রাক-প্রক্রিয়াজাতকরণ অত্যন্ত গুরুত্বপূর্ণ, কারণ আর্দ্রতার পরিমাণ নাইলনের (PA) মতো প্লাস্টিকের তাপীয় বৈশিষ্ট্য এবং প্রবাহ আচরণকে প্রভাবিত করে।
সংক্ষেপে বলতে গেলে, ইনজেকশন ছাঁচনির্মাণে তাপমাত্রা নিয়ন্ত্রণ করা কেবল সংখ্যার বিষয় নয়; এটি যত্ন সহকারে বিশেষ কিছু তৈরি করার বিষয়ে। ছাঁচের নকশা, চাপ সেটিংস এবং উপাদান নির্বাচন উন্নত করে, আপনি সত্যিই আরও ভাল পণ্যের ধারাবাহিকতা পেতে পারেন - যেমন একটি বাদ্যযন্ত্রের সুরকরণ যার জন্য অনুশীলন, মনোযোগ এবং কাজের প্রতি কিছুটা আগ্রহ প্রয়োজন।.
ABS-এর জন্য ব্যারেল তাপমাত্রা ১৮০-২৫০°C এর মধ্যে প্রয়োজন।.সত্য
ABS প্লাস্টিকের সঠিক সান্দ্রতা এবং প্রবাহের জন্য নির্দিষ্ট তাপমাত্রা প্রয়োজন।.
পিপির জন্য ছাঁচের তাপমাত্রা বৃদ্ধি করলে ওয়ারপেজ কমে যায়।.সত্য
উচ্চতর ছাঁচের তাপমাত্রা স্ফটিকীকরণ বৃদ্ধি করে, পিপিতে ওয়ার্পিং কমিয়ে দেয়।.
কোন উপাদানের পছন্দগুলি ওয়ারপেজের ত্রুটি রোধ করতে পারে?
প্লাস্টিকের যন্ত্রাংশ অপ্রত্যাশিতভাবে বাঁকানোর কারণে কি কখনও কোনও প্রকল্পের গতিপথ বিপর্যস্ত হয়ে পড়েছিল? সবকিছু এগিয়ে নিয়ে যাওয়ার জন্য সঠিক উপাদান নির্বাচন করা সত্যিই গুরুত্বপূর্ণ।.
এমন উপকরণ নির্বাচন করা গুরুত্বপূর্ণ যা অল্প সঙ্কুচিত হয় এবং তাপে স্থিতিশীল থাকে। পলিস্টাইরিন খুব ভালো কাজ করে। গ্লাস ফাইবার-রিইনফোর্সড পলিপ্রোপিলিন আরেকটি দুর্দান্ত পছন্দ। এই উপকরণগুলি ইনজেকশন-ছাঁচে তৈরি অংশগুলিতে ওয়ার্পিং কমাতে সাহায্য করে।.

উপাদানের বৈশিষ্ট্য বোঝা
প্রথমবারের মতো ওয়ারপেজ সমস্যাগুলো আমাকে অবাক করে দিয়েছিল। একটি সমস্যা সমাধান করা Whac-A-Mole খেলার মতো মনে হয়েছিল; একটি সমাধান হওয়ার সাথে সাথে আরেকটি সমস্যা দেখা দেয়। শীতল করার সময় অসম সংকোচনের ফলে সমস্যা দেখা দেয়। কম সংকোচনের হার এবং উচ্চ তাপীয় স্থিতিশীলতার উপকরণ নির্বাচন করা অত্যন্ত গুরুত্বপূর্ণ। কম সংকোচনের কারণে পলিস্টাইরিন পলিপ্রোপিলিনে গ্লাস ফাইবার 10
ফিলার এবং পরিবর্তনের প্রভাব
বন্ধু এবং শত্রু উভয় হিসেবেই ফিলারগুলি আমাকে অবাক করে দিয়েছিল। যখন আমি পলিপ্রোপিলিনের সাথে ট্যালক মিশ্রিত করি, তখন পণ্যটির ব্যাপক উন্নতি হয়। ট্যালক বা খনিজ পদার্থের মতো ফিলারগুলি উপাদানের সংকোচনের বৈশিষ্ট্যগুলিকে পরিবর্তন করতে পারে। উদাহরণস্বরূপ, ট্যালক-ভরা পলিপ্রোপিলিন বিভিন্ন অংশে সংকোচন স্থিতিশীল করে ওয়ারপেজ কমাতে পারে।
| সারণী: উপাদানের বৈশিষ্ট্যের উপর ফিলারের প্রভাব | উপাদান | ফিলার | সংকোচনের হার | ওয়ারপেজ হ্রাস |
|---|---|---|---|---|
| পলিপ্রোপিলিন | কাচের তন্তু | কম | উচ্চ | |
| পলিপ্রোপিলিন | ট্যালক | মাঝারি | মাঝারি |
উপকরণের প্রাক-চিকিৎসা
নাইলনের মতো উপকরণ শুকানো সত্যিই গুরুত্বপূর্ণ। একবার আর্দ্রতা-প্ররোচিত বিকৃতির কারণ হয়ে দাঁড়ালে এটি এড়িয়ে যাওয়া। প্রক্রিয়াজাতকরণের আগে কাঁচামাল সঠিকভাবে শুকানো নিশ্চিত করা অত্যন্ত গুরুত্বপূর্ণ। নাইলন অসম সংকোচন 11 প্রতিরোধ করে যা বিকৃতির দিকে পরিচালিত করে।
উপকরণের তাপমাত্রা সংবেদনশীলতা
তাপমাত্রা নিয়ন্ত্রণ ওয়ারপেজের বিরুদ্ধে বিস্ময়করভাবে কাজ করে। বিভিন্ন প্লাস্টিকের নির্দিষ্ট প্রক্রিয়াকরণ তাপমাত্রার পরিসর থাকে। ABS প্লাস্টিক ব্যবহার করে, তাপমাত্রা সঠিকভাবে পরিচালনা করলে তরলতা এবং সংকোচন নিয়ন্ত্রণে থাকে। সঠিক তাপমাত্রা ব্যবস্থাপনা কার্যকরভাবে ওয়ার্পিংয়ের সমস্যা কমাতে পারে।
এই বিশদগুলি বোঝার ফলে আমি সঠিক উপকরণ নির্বাচনের ক্ষেত্রে শিল্প ও বিজ্ঞানের মিশ্রণকে মূল্য দিতে বাধ্য হই। কনজিউমার ইলেকট্রনিক্সের দক্ষ ডিজাইনার জ্যাকি ১২-এর
পলিস্টাইরিনের সংকোচনের হার বেশি।.মিথ্যা
পলিস্টাইরিনকে বেছে নেওয়া হয় এর সংকোচনের হার কম, যা ওয়ারপেজ কমায়।.
কাচের ফাইবার পলিপ্রোপিলিনের ক্ষয় কমায়।.সত্য
পলিপ্রোপিলিনে গ্লাস ফাইবার যোগ করলে মাত্রিক স্থায়িত্ব বৃদ্ধি পায় এবং ওয়ারপেজ হ্রাস পায়।.
উপসংহার
এই প্রবন্ধে ইনজেকশন মোল্ডেড যন্ত্রাংশে ওয়ারপেজ কমানোর কার্যকর কৌশল নিয়ে আলোচনা করা হয়েছে, যেখানে কুলিং সিস্টেম অপ্টিমাইজেশন, গেট ডিজাইন সমন্বয়, তাপমাত্রা নিয়ন্ত্রণ এবং উপাদান নির্বাচনের উপর আলোকপাত করা হয়েছে।.
-
চ্যানেল ডিজাইনের সর্বোত্তম অনুশীলনগুলি অন্বেষণ করলে ছাঁচে তৈরি অংশগুলিতে ওয়ারপেজ উল্লেখযোগ্যভাবে হ্রাস পেতে পারে।. ↩
-
পয়েন্ট গেটের সুবিধাগুলি বোঝা আপনার গেট ডিজাইনের কৌশলকে উন্নত করতে পারে এবং যন্ত্রাংশের মান উন্নত করতে পারে।. ↩
-
অপ্টিমাইজড কুলিং সিস্টেম থেকে দক্ষতা বৃদ্ধি সম্পর্কে শেখার মাধ্যমে আরও ভালো উৎপাদন ফলাফল পাওয়া যেতে পারে।. ↩
-
পয়েন্ট গেটগুলি বোঝা ডিজাইনারদের প্রবাহের ধরণগুলি অপ্টিমাইজ করতে সাহায্য করতে পারে, যা ওয়েল্ড মার্ক এবং ওয়ার্পিংয়ের মতো ত্রুটিগুলি হ্রাস করে।. ↩
-
সঠিক কুলিং চ্যানেল কৌশলগুলি অভিন্ন শীতলতা বৃদ্ধি করে, ওয়ারপেজ প্রতিরোধ করে এবং যন্ত্রাংশের মান উন্নত করে।. ↩
-
সঠিক উপকরণ নির্বাচন করলে ওয়ারপেজের ঝুঁকি কমে, সামগ্রিক যন্ত্রাংশের স্থায়িত্ব এবং গুণমান বৃদ্ধি পায়।. ↩
-
সর্বোত্তম প্রবাহ এবং পণ্যের গুণমান নিশ্চিত করার জন্য ABS-এর জন্য প্রয়োজনীয় নির্দিষ্ট তাপমাত্রার পরিসরগুলি আবিষ্কার করুন।. ↩
-
স্তরযুক্ত কুলিং চ্যানেলগুলি কীভাবে অভিন্ন শীতলতা বৃদ্ধি করে এবং ওয়ারপিংয়ের মতো ত্রুটি প্রতিরোধ করে তা অন্বেষণ করুন।. ↩
-
ছাঁচনির্মাণের সময় নাইলনের কাঙ্ক্ষিত বৈশিষ্ট্য বজায় রাখার জন্য প্রয়োজনীয় প্রাক-চিকিৎসার ধাপগুলি সম্পর্কে জানুন।. ↩
-
গ্লাস ফাইবার রিইনফোর্সমেন্ট কীভাবে পলিপ্রোপিলিনের বৈশিষ্ট্য বৃদ্ধি করে, সংকোচন হ্রাস করে এবং স্থায়িত্ব উন্নত করে তা জানুন।. ↩
-
ইনজেকশন ছাঁচনির্মাণে আর্দ্রতা-সম্পর্কিত ত্রুটি প্রতিরোধের জন্য নাইলন শুকানো কেন গুরুত্বপূর্ণ তা বুঝুন।. ↩
-
জ্যাকির মতো পণ্য ডিজাইনাররা কীভাবে কার্যকারিতা এবং উৎপাদন দক্ষতার জন্য সর্বোত্তম উপাদান পছন্দ নিশ্চিত করেন তা অন্বেষণ করুন।. ↩






