

ইনজেকশন ছাঁচনির্মাণ শুধুমাত্র একটি ছাঁচ পূরণ সম্পর্কে নয়; এটি অদেখা চ্যালেঞ্জের মধ্যে নিখুঁততা তৈরি করা সম্পর্কে।
ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন অসম প্রবাহ, শীতলতা এবং সংকোচনের ফলে ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে অভ্যন্তরীণ চাপ সৃষ্টি হয়। এই চাপগুলি মাত্রিক পরিবর্তন, যান্ত্রিক ব্যর্থতা এবং নান্দনিক ত্রুটির দিকে নিয়ে যেতে পারে, যা পণ্যের গুণমান এবং কর্মক্ষমতা প্রভাবিত করে।
যদিও অভ্যন্তরীণ চাপের মূল বিষয়গুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ, তাদের কারণ এবং প্রভাবগুলির গভীরে অনুসন্ধান করা সম্ভাব্য সমস্যাগুলি হ্রাস করার জন্য মূল্যবান অন্তর্দৃষ্টি প্রদান করতে পারে। পণ্যের নির্ভরযোগ্যতা এবং উত্পাদন দক্ষতা উন্নত করতে আসুন এই দিকগুলি আরও অন্বেষণ করি।
প্রবাহের ভারসাম্যহীনতা ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপ সৃষ্টি করে।সত্য
প্রবাহের ভারসাম্যহীনতা অসম বেগ এবং চাপের দিকে নিয়ে যায়, যার ফলে চাপ সৃষ্টি হয়।
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপের প্রাথমিক কারণগুলি কী কী?
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপ প্রবাহের ভারসাম্যহীনতা, অসম শীতলতা এবং আণবিক অভিযোজনের মতো কারণগুলি থেকে উদ্ভূত হয়।
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপের প্রাথমিক কারণগুলির মধ্যে রয়েছে প্রবাহের ভারসাম্যহীনতা, অসম শীতলতা এবং আণবিক অভিযোজন, যা প্রক্রিয়া এবং নকশার অসঙ্গতির কারণে ঘটে। এই চাপগুলি ছাঁচে তৈরি পণ্যগুলির কাঠামোগত অখণ্ডতা এবং চেহারার সাথে আপস করতে পারে।
প্রবাহ ভারসাম্যহীনতা
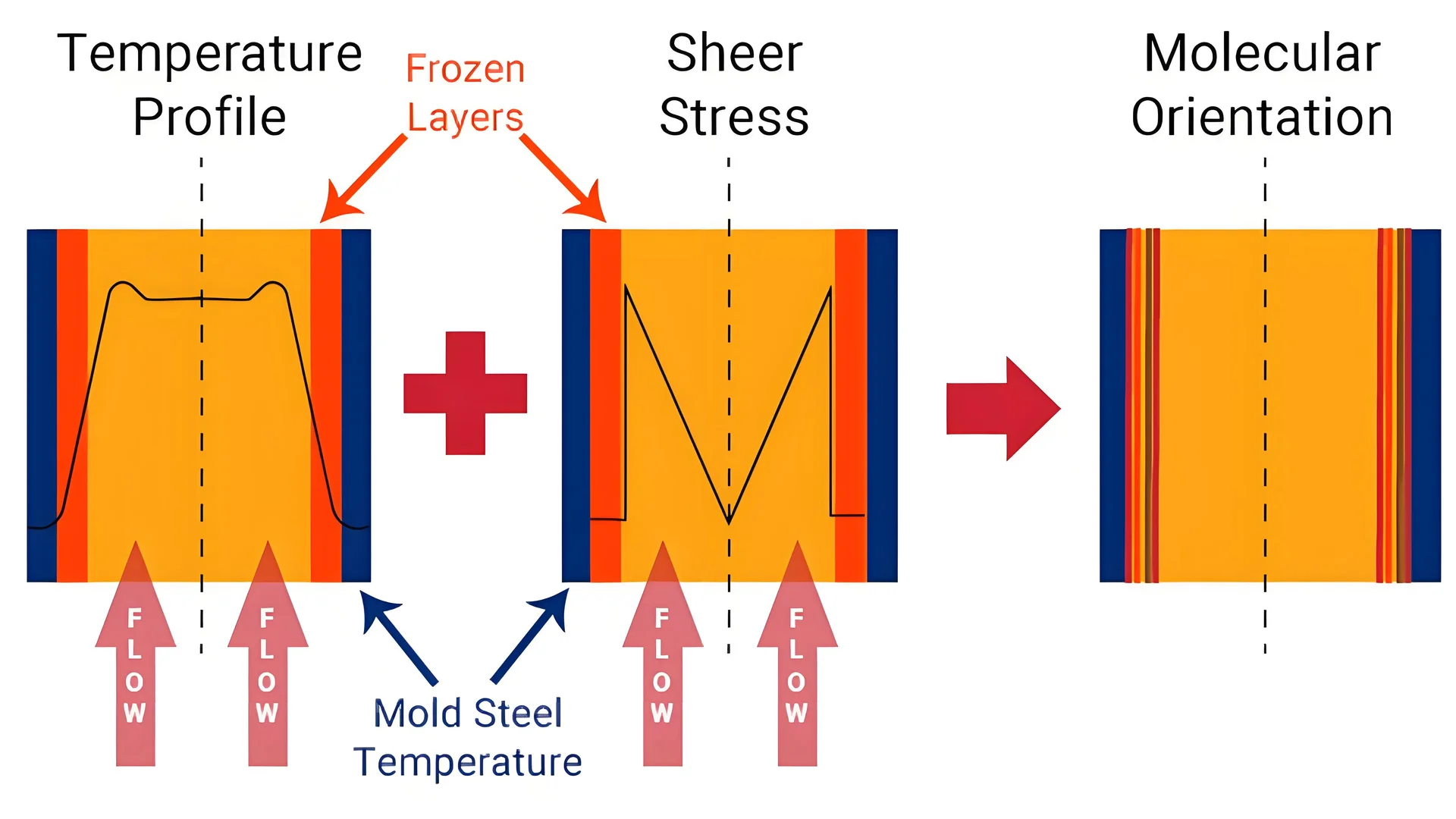
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন, প্লাস্টিক গলে যাওয়া ছাঁচের গহ্বরের মধ্যে সবসময় সমানভাবে প্রবাহিত হয় না। এই বৈষম্য মূলত প্রবাহের বেগ এবং চাপ বন্টনের তারতম্যের কারণে। উদাহরণস্বরূপ, গেটের কাছে যেখানে প্লাস্টিক প্রবেশ করে, গলিত দূরবর্তী এলাকার তুলনায় দ্রুত প্রবাহিত হয়। এই ভারসাম্যহীনতা পণ্যের মধ্যে শিয়ার স্ট্রেস তৈরি করে।
অযৌক্তিক ছাঁচ ডিজাইন, যেমন খারাপ অবস্থানের গেট বা অপর্যাপ্ত আকারের রানার, এই ভারসাম্যহীনতাকে আরও বাড়িয়ে তোলে। এই নকশা উপাদানগুলিকে পরিমার্জন করে, প্রবাহের অসঙ্গতি দ্বারা প্ররোচিত চাপ উল্লেখযোগ্যভাবে হ্রাস করা যেতে পারে।
অসম কুলিং
একটি ইনজেকশন ছাঁচনির্মাণ পণ্যের চূড়ান্ত বৈশিষ্ট্য সংজ্ঞায়িত করার জন্য কুলিং ফেজ অত্যন্ত গুরুত্বপূর্ণ। যদি নির্দিষ্ট এলাকা অন্যদের তুলনায় দ্রুত ঠান্ডা হয়, তাপীয় চাপ চালু করা হয়। অসামঞ্জস্যপূর্ণ ছাঁচের তাপমাত্রা এবং খারাপভাবে ডিজাইন করা কুলিং চ্যানেলগুলির মতো কারণগুলি এতে অবদান রাখে।
অসম প্রাচীর বেধ এছাড়াও একটি ভূমিকা পালন করে। ঘন অংশগুলি পাতলা অংশগুলির তুলনায় ধীরে ধীরে ঠান্ডা হয়, অভ্যন্তরীণ চাপ তৈরি করে। একটি কৌশলগত নকশা পদ্ধতি, অভিন্ন প্রাচীর বেধ উপর ফোকাস, এই সমস্যা প্রশমিত করতে পারেন.
আণবিক ওরিয়েন্টেশন
প্লাস্টিক গলে ছাঁচের মধ্য দিয়ে প্রবাহিত হওয়ার সাথে সাথে এর অণুগুলি প্রবাহের দিকে সারিবদ্ধ হয়। এই প্রান্তিককরণের ফলে ওরিয়েন্টেশন স্ট্রেস হতে পারে, যা প্রধানত প্রবাহের দিক বরাবর পাওয়া যায় এবং এর সাথে কম লম্ব।
প্রক্রিয়া পরামিতি যেমন ইনজেকশন গতি এবং ধারণ চাপ সরাসরি আণবিক অভিযোজন প্রভাবিত করে। উদাহরণস্বরূপ, একটি অত্যধিক উচ্চ ইনজেকশন গতি বা ধারণ চাপ অভিযোজন চাপ বৃদ্ধি করতে পারে। এই পরামিতিগুলি সামঞ্জস্য করা কার্যকরভাবে আণবিক অভিযোজনের ডিগ্রি পরিচালনা করতে সহায়তা করে।
তুলনামূলক বিশ্লেষণ: অভ্যন্তরীণ চাপের কারণ
| কারণ | বর্ণনা | প্রশমন কৌশল |
|---|---|---|
| প্রবাহ ভারসাম্যহীনতা | ছাঁচের গহ্বরের মধ্যে অসম বেগ এবং চাপ বিতরণ। | গেট অবস্থান এবং রানার আকার অপ্টিমাইজ করুন. |
| অসম কুলিং | পার্থক্যগত শীতল হার তাপীয় চাপের দিকে পরিচালিত করে। | অভিন্ন ছাঁচ তাপমাত্রা; আরও ভালো চ্যানেল লেআউট। |
| আণবিক ওরিয়েন্টেশন | প্রবাহের দিকে চাপ সৃষ্টিকারী অণুগুলির সারিবদ্ধকরণ। | ইনজেকশন গতি এবং হোল্ডিং চাপ নিয়ন্ত্রণ করুন। |
ইনজেকশন মোল্ডিং অপ্টিমাইজেশান 1 এর সাথে জড়িত যে কোনও ব্যক্তির জন্য এই মূল কারণগুলি বোঝা গুরুত্বপূর্ণ । এই কারণগুলি চিহ্নিত করে এবং মোকাবেলা করার মাধ্যমে, নির্মাতারা পণ্যের গুণমান উন্নত করতে এবং তাদের জীবনচক্র প্রসারিত করতে পারে।
প্রবাহের ভারসাম্যহীনতা ছাঁচে তৈরি পণ্যগুলিতে শিয়ার স্ট্রেস সৃষ্টি করে।সত্য
প্রবাহের ভারসাম্যহীনতা অসম চাপ সৃষ্টি করে, যা শিয়ার স্ট্রেসের দিকে পরিচালিত করে।
অভিন্ন প্রাচীরের বেধ ছাঁচনির্মাণে অভ্যন্তরীণ চাপ বাড়ায়।মিথ্যা
অভিন্ন প্রাচীরের বেধ তাপীয় চাপ কমায়, বাড়ে না।
কিভাবে অভ্যন্তরীণ চাপ পণ্যের যান্ত্রিক বৈশিষ্ট্য প্রভাবিত করে?
পণ্যগুলির অভ্যন্তরীণ চাপগুলি তাদের যান্ত্রিক বৈশিষ্ট্যগুলিকে মারাত্মকভাবে আপস করতে পারে, শক্তি এবং স্থায়িত্বকে প্রভাবিত করে।
অভ্যন্তরীণ চাপগুলি মাত্রিক পরিবর্তন ঘটিয়ে, শক্তি হ্রাস করে এবং চাপের মধ্যে ব্যর্থতাকে উন্নীত করে পণ্যগুলির যান্ত্রিক বৈশিষ্ট্যগুলিকে হ্রাস করতে পারে।

অভ্যন্তরীণ চাপের ভূমিকা বোঝা
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে অভ্যন্তরীণ চাপগুলি উত্পাদন প্রক্রিয়ার সময় প্রবাহের ভারসাম্যহীনতা, অসম শীতলতা এবং আণবিক অভিযোজনের কারণে তৈরি হয়। এই চাপগুলি শিয়ার স্ট্রেস, থার্মাল স্ট্রেস এবং ওরিয়েন্টেশন স্ট্রেস সহ বিভিন্ন আকারে প্রকাশ করতে পারে। প্রতিটি প্রকার একটি পণ্যের যান্ত্রিক বৈশিষ্ট্য পরিবর্তন করতে অনন্যভাবে অবদান রাখে।
মাত্রিক স্থিতিশীলতার চ্যালেঞ্জ
অভ্যন্তরীণ চাপ প্রায়শই উত্পাদন-পরবর্তী মাত্রিক পরিবর্তনের দিকে পরিচালিত করে। এই চাপগুলি সময়ের সাথে শিথিল হওয়ার কারণে, পণ্যগুলি বিকৃত বা সংকোচন অনুভব করতে পারে, যা কেবল চেহারা নয় কার্যকারিতাকেও প্রভাবিত করে। উদাহরণস্বরূপ, অ্যাসেম্বলি অপারেশনে ভুল ফিট 2
| ফ্যাক্টর | মাত্রার উপর প্রভাব |
|---|---|
| প্রবাহ ভারসাম্যহীনতা | অসম সংকোচন, ওয়ারিং |
| অসম কুলিং | স্থানীয় প্রসারণ বা সংকোচন |
| আণবিক ওরিয়েন্টেশন | প্রবাহ দিক ডিফারেনশিয়াল সংকোচন |
যান্ত্রিক সম্পত্তির অবনতি
অভ্যন্তরীণ চাপ সরাসরি যান্ত্রিক বৈশিষ্ট্যকে প্রভাবিত করে যেমন শক্তি, দৃঢ়তা এবং ক্লান্তি প্রতিরোধ। যখন এই চাপগুলি নির্দিষ্ট এলাকায় কেন্দ্রীভূত হয়, তখন তারা দুর্বলতার পয়েন্ট হতে পারে। ফলস্বরূপ, পণ্যগুলি যান্ত্রিক লোডের অধীনে অকালে ব্যর্থ হতে পারে, বিশেষ করে যদি পুনরাবৃত্তিমূলক বা গতিশীল শক্তির শিকার হয়।
উদাহরণস্বরূপ, ইনজেকশন ছাঁচনির্মাণের মাধ্যমে তৈরি স্বয়ংচালিত উপাদানগুলিকে সময়ের সাথে উল্লেখযোগ্য চাপ সহ্য করতে হবে। অভ্যন্তরীণ চাপের ঘনত্বের কারণে ফাটল 3 বা ফ্র্যাকচার হতে পারে, যা নিরাপত্তা এবং কর্মক্ষমতার সাথে আপস করে।
যান্ত্রিক বৈশিষ্ট্যকে প্রভাবিতকারী উপাদান
- উপাদানের বৈশিষ্ট্য : বিভিন্ন প্লাস্টিক অভ্যন্তরীণ চাপের জন্য বিভিন্ন মাত্রার সংবেদনশীলতা প্রদর্শন করে। উদাহরণস্বরূপ, অভ্যন্তরীণ চাপের সংস্পর্শে আসলে নিরাকার প্লাস্টিকগুলি স্ফটিকের তুলনায় ভিন্নভাবে প্রতিক্রিয়া করতে পারে।
- উত্পাদন পরামিতি : ইনজেকশন গতি, চাপ সেটিংস, এবং শীতল হারের পছন্দ অভ্যন্তরীণ চাপ গঠনের মাত্রাকে উল্লেখযোগ্যভাবে প্রভাবিত করে। এই পরামিতি অপ্টিমাইজ করা বিরূপ প্রভাব প্রশমিত করতে সাহায্য করতে পারে।
প্রশমন কৌশল
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলির যান্ত্রিক বৈশিষ্ট্যগুলি সংরক্ষণ করতে, নির্মাতারা করতে পারেন:
- ছাঁচ ডিজাইন অপ্টিমাইজ করুন : এতে অভিন্ন প্রবাহ এবং শীতলকরণকে উন্নীত করার জন্য গেট এবং কুলিং চ্যানেলগুলির কৌশলগত স্থান নির্ধারণ অন্তর্ভুক্ত রয়েছে।
- প্রক্রিয়া সামঞ্জস্য : ফাইন-টিউনিং ইনজেকশন গতি এবং চাপ আণবিক অভিযোজন চাপ কমাতে সাহায্য করে। মাল্টি-স্টেজ ইনজেকশন প্রয়োগ করা প্রবাহ-প্ররোচিত চাপকেও উপশম করতে পারে।
- পোস্ট-প্রসেসিং টেকনিক : অ্যানিলিংয়ের মতো কৌশলগুলি অভ্যন্তরীণ চাপগুলি শিথিল করতে পারে, সময়ের সাথে যান্ত্রিক স্থিতিশীলতা বাড়ায়।
অভ্যন্তরীণ চাপের কারণে সম্ভাব্য ব্যর্থতা হ্রাস করার সময় পণ্যের দীর্ঘায়ু এবং নির্ভরযোগ্যতা বাড়ানোর জন্য এই কৌশলগুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ।
অভ্যন্তরীণ স্ট্রেস সময়ের সাথে সাথে পণ্য বিপর্যয় সৃষ্টি করে।সত্য
অভ্যন্তরীণ চাপগুলি শিথিল হয়, যা ওয়ারিংয়ের মতো মাত্রিক পরিবর্তনের দিকে পরিচালিত করে।
সমস্ত প্লাস্টিক সমানভাবে অভ্যন্তরীণ চাপ দ্বারা প্রভাবিত হয়।মিথ্যা
বিভিন্ন প্লাস্টিকের অভ্যন্তরীণ চাপের জন্য বিভিন্ন সংবেদনশীলতা রয়েছে।
অভ্যন্তরীণ স্ট্রেস থেকে কি চেহারা ত্রুটি হতে পারে?
ইনজেকশন ঢালাই পণ্যে অভ্যন্তরীণ চাপের কারণে কুৎসিত ত্রুটি দেখা দিতে পারে যা নান্দনিকতা এবং কার্যকারিতা উভয়ের সাথে আপস করে।
অভ্যন্তরীণ চাপ ইনজেকশন ছাঁচে তৈরি পণ্যগুলিতে বিভিন্ন চেহারা ত্রুটি সৃষ্টি করতে পারে, যেমন ফাটল, সিলভার স্ট্রিক এবং বুদবুদ। এই সমস্যাগুলি শুধুমাত্র পণ্যটির চাক্ষুষ আবেদনকেই ক্ষতিগ্রস্ত করে না বরং এর কাঠামোগত অখণ্ডতাকেও প্রভাবিত করতে পারে।
অভ্যন্তরীণ স্ট্রেস বোঝা
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন অভ্যন্তরীণ চাপ দেখা দেয় যখন প্লাস্টিক গলে অসম প্রবাহ, শীতলতা এবং সংকোচন অনুভব করে। এই চাপটি এমন ত্রুটি হিসাবে প্রকাশ পায় যা পণ্যের চাক্ষুষ গুণমানকে প্রভাবিত করে।
সাধারণ চেহারা ত্রুটি
-
ফাটল:
- নির্দিষ্ট এলাকায় ঘনীভূত উচ্চ অভ্যন্তরীণ চাপের কারণে প্রায়ই ফাটল দেখা দেয়। তারা demolding সময় বা পরে ঘটতে পারে.
- অনুপযুক্ত ছাঁচ নকশা বা দ্রুত শীতল হারের মতো কারণগুলি ফাটল গঠনকে বাড়িয়ে তোলে।
-
সিলভার স্ট্রীকস:
- এগুলি হল তরঙ্গায়িত, রূপালী রেখা যা পৃষ্ঠে দেখা যায়, যা ছাঁচনির্মাণের সময় উপাদানের মধ্যে আর্দ্রতা বা বাতাস আটকে থাকে।
- স্বচ্ছ পণ্যগুলিতে রূপালী রেখাগুলি বিশেষভাবে লক্ষণীয়, স্বচ্ছতা এবং নান্দনিক আবেদনকে প্রভাবিত করে।
-
বুদবুদ:
- সাধারণত প্লাস্টিকের দ্রুত শীতল বা উচ্চ আর্দ্রতার কারণে পণ্যের ভিতরে গ্যাস বা বাতাসের পকেট তৈরি হলে ঘটে।
- বুদবুদ পণ্যের চেহারা এবং সম্ভাব্য যান্ত্রিক বৈশিষ্ট্য উভয়ই আপস করে।
চেহারা ত্রুটির জন্য অবদানকারী উপাদান
ছাঁচ নকশা এবং প্রক্রিয়া পরামিতি
- প্রবাহের ভারসাম্যহীনতা: ফাটল এবং বুদবুদের মতো ত্রুটির কারণ হতে পারে 4 .
- শীতল করার হার: অসামঞ্জস্যপূর্ণ শীতলতা তাপীয় চাপ সৃষ্টি করে, যা ওয়ারপিং এবং সিলভার স্ট্রিকের মতো ত্রুটিতে অবদান রাখে।
- আণবিক অভিযোজন: দ্রুত ইনজেকশনের গতির সময় উচ্চ অভিযোজন মাত্রা রূপালী রেখার সম্ভাবনা বাড়ায়।
চেহারা ত্রুটি প্রশমিত সমাধান
- গেট পজিশন সামঞ্জস্য করে এবং সুষম প্রবাহ নিশ্চিত করে ছাঁচ ডিজাইন অপ্টিমাইজ করুন।
- আণবিক অভিযোজন পরিচালনা এবং চাপ কমাতে বহু-পর্যায়ের ইনজেকশন প্রক্রিয়া ব্যবহার করুন।
- পণ্য জুড়ে অভিন্ন শীতলতা নিশ্চিত করতে সঠিক কুলিং চ্যানেল লেআউট প্রয়োগ করুন।
এই বিষয়গুলিকে মোকাবেলা করে, নির্মাতারা ইনজেকশন ছাঁচনির্মাণ পণ্যগুলির চেহারা ত্রুটিগুলি উল্লেখযোগ্যভাবে হ্রাস করতে পারে, নান্দনিক গুণমান এবং কর্মক্ষমতা উভয়ই উন্নত করে।
দ্রুত শীতল হওয়ার ফলে পণ্যগুলিতে ফাটল দেখা দেয়।সত্য
দ্রুত শীতলতা অসম চাপ বন্টন ঘটায়, ফাটল নেতৃস্থানীয়.
সিলভার রেখাগুলি অত্যধিক তাপের কারণে হয়।মিথ্যা
সিলভার রেখাগুলি আটকে থাকা আর্দ্রতা বা বাতাসের ফলে হয়, তাপ নয়।
ইনজেকশন ছাঁচনির্মাণের সময় কীভাবে অভ্যন্তরীণ চাপ কমানো যায়?
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপ কমানো পণ্যের স্থায়িত্ব এবং নান্দনিক আবেদন নিশ্চিত করার জন্য অত্যন্ত গুরুত্বপূর্ণ। কার্যকরী কৌশলগুলির মধ্যে রয়েছে ছাঁচের নকশা অপ্টিমাইজ করা, প্রক্রিয়ার পরামিতিগুলি সামঞ্জস্য করা এবং পোস্ট-প্রসেসিং কৌশলগুলি বাস্তবায়ন করা।
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপ কমাতে, ছাঁচ নকশা অপ্টিমাইজ করুন, ইনজেকশন গতি এবং চাপের মতো প্রক্রিয়াকরণ পরামিতিগুলি সামঞ্জস্য করুন এবং অ্যানিলিং-এর মতো পোস্ট-প্রসেসিং পদ্ধতিগুলি ব্যবহার করুন। এই পদক্ষেপগুলি ভারসাম্য প্রবাহ, শীতলকরণ এবং আণবিক অভিযোজন, সম্ভাব্য ত্রুটিগুলি হ্রাস করতে এবং পণ্যের গুণমান উন্নত করতে সহায়তা করে।

ছাঁচ নকশা অপ্টিমাইজ করুন
অভ্যন্তরীণ চাপ কমানোর প্রাথমিক উপায়গুলির মধ্যে একটি হল সতর্ক ছাঁচ ডিজাইনের মাধ্যমে। কৌশলগতভাবে গেট স্থাপন করে এবং একাধিক গেট সিস্টেম ব্যবহার করে, নির্মাতারা প্লাস্টিকের গলনের আরও সুষম প্রবাহ অর্জন করতে পারে, যা শিয়ার স্ট্রেস জমা হওয়াকে বাধা দেয়। একটি সুচিন্তিত নকশার মধ্যে রয়েছে রানার আকার এবং আকারগুলিকে অপ্টিমাইজ করা প্রতিরোধ ক্ষমতা কমানোর জন্য, যাতে ছাঁচ জুড়ে সমান প্রবাহ নিশ্চিত করা যায়।
উপরন্তু, অভিন্ন শীতলকরণের সুবিধার্থে কুলিং চ্যানেলের ব্যবস্থা করা অত্যাবশ্যক। উদাহরণস্বরূপ, বিভিন্ন প্রাচীর পুরুত্বের একটি পণ্য ধীরে ধীরে প্রাচীর পুরুত্বের নকশা 5 , যা সামঞ্জস্যপূর্ণ শীতল হার বজায় রাখতে সাহায্য করে এবং তাপীয় চাপ কমিয়ে দেয়।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া পরামিতি সামঞ্জস্য করুন
প্রক্রিয়া পরামিতি একটি ইনজেকশন ছাঁচনির্মাণ পণ্য মধ্যে অভ্যন্তরীণ চাপ স্তর একটি উল্লেখযোগ্য প্রভাব আছে. ইনজেকশনের গতি হ্রাস করা এবং চাপ ধরে রাখা আণবিক অভিযোজনের ডিগ্রি হ্রাস করতে পারে, যার ফলে অভ্যন্তরীণ চাপ কম হয়। ধারণের সময় বাড়ানোর ফলে সংকোচনের হার হ্রাস পায়, যার ফলে চাপ কম হয়।
তাপমাত্রা নিয়ন্ত্রণ করা - ছাঁচ এবং গলিত উভয়ই গুরুত্বপূর্ণ। উচ্চ গলিত তাপমাত্রা আণবিক অভিযোজন বৃদ্ধি করতে পারে, তাই উপাদানের প্রকারের উপর ভিত্তি করে উপযুক্ত তাপমাত্রা নির্বাচন করা অপরিহার্য। একটি মাল্টি-স্টেজ ইনজেকশন প্রক্রিয়া বাস্তবায়ন করা ঢালাই চক্র জুড়ে ধীরে ধীরে গতি এবং চাপ সামঞ্জস্য করে চাপ পরিচালনা করতে আরও সাহায্য করতে পারে।
| প্যারামিটার | সাজেস্টেড অ্যাডজাস্টমেন্ট |
|---|---|
| ইনজেকশন গতি | অভিযোজন চাপ কমাতে নিম্ন |
| চাপ ধরে রাখা | সংকোচন কমাতে কম করুন |
| ছাঁচের তাপমাত্রা | এমনকি শীতল করার জন্য অপ্টিমাইজ করুন |
| গলে যাওয়া তাপমাত্রা | উপাদান চাহিদার উপর ভিত্তি করে সামঞ্জস্য করুন |
পোস্ট-প্রসেসিং কৌশল
অ্যানিলিং-এর মতো পোস্ট-প্রসেসিং কৌশলগুলি ইনজেকশন মোল্ড করা পণ্যগুলিতে অভ্যন্তরীণ চাপগুলি উল্লেখযোগ্যভাবে উপশম করতে পারে। অ্যানিলিং এর মধ্যে পণ্যটিকে একটি নির্দিষ্ট তাপমাত্রায় গরম করা, একটি নির্দিষ্ট সময়ের জন্য এটি বজায় রাখা এবং তারপর ধীরে ধীরে ঠান্ডা করা জড়িত। এই প্রক্রিয়াটি আণবিক গঠন শিথিল করে, কার্যকরভাবে চাপ কমায়।
উচ্চমাত্রিক নির্ভুলতা প্রয়োজন এমন পণ্যগুলির জন্য, আর্দ্রতা কন্ডিশনার প্রয়োগ করা যেতে পারে। একটি নিয়ন্ত্রিত আর্দ্রতা পরিবেশে পণ্য স্থাপন করে, এটি আর্দ্রতা শোষণ করে, যা সংকোচন সামঞ্জস্য করতে এবং চাপ উপশম করতে সহায়তা করে।
এই কৌশলগুলি সম্মিলিতভাবে নিশ্চিত করে যে চূড়ান্ত পণ্যটি মানের মান পূরণ করে এবং এর উদ্দেশ্যযুক্ত প্রয়োগে নির্ভরযোগ্যভাবে সম্পাদন করে। এই ধরনের পদক্ষেপগুলি প্রয়োগ করা শুধুমাত্র স্থায়িত্বই বাড়ায় না কিন্তু পণ্যের আয়ুও বাড়ায়।
ছাঁচ নকশা অপ্টিমাইজ করা অভ্যন্তরীণ চাপ হ্রাস.সত্য
কৌশলগত গেট বসানো এবং কুলিং চ্যানেল নকশা ভারসাম্য প্রবাহ এবং শীতল.
উচ্চতর ইনজেকশনের গতি অভ্যন্তরীণ চাপ হ্রাস করে।মিথ্যা
উচ্চ গতি আণবিক অভিযোজন বাড়ায়, অভ্যন্তরীণ চাপ বাড়ায়।
উপসংহার
কৌশলগত ছাঁচ নকশা এবং প্রক্রিয়া সমন্বয়ের মাধ্যমে অভ্যন্তরীণ চাপ মোকাবেলা করে, নির্মাতারা উল্লেখযোগ্যভাবে পণ্যের গুণমান উন্নত করতে পারেন। ত্রুটিগুলি কমাতে এবং কর্মক্ষমতা অপ্টিমাইজ করতে এই কৌশলগুলি গ্রহণ করুন।
-
প্রক্রিয়া অপ্টিমাইজেশানের মাধ্যমে পণ্যের গুণমান বাড়ানোর কৌশলগুলি অন্বেষণ করুন।: আপনার ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াকে অপ্টিমাইজ করার জন্য সর্বোত্তম অনুশীলন · 1. নিয়মিত পরামিতিগুলি পর্যবেক্ষণ এবং সামঞ্জস্য করা · 2. উন্নত নিয়ন্ত্রণ ব্যবস্থার ব্যবহার · 3. পুঙ্খানুপুঙ্খভাবে … ↩
-
জানুন কিভাবে ক্ষুদ্র স্ট্রেস-প্ররোচিত পরিবর্তনগুলি সমাবেশের সঠিকতাকে প্রভাবিত করে। এটি বাড়াতে বা কমাতে পারে... ↩
-
অভ্যন্তরীণ চাপ কেন লোডের নিচে ফাটল সৃষ্টি করে তা আবিষ্কার করুন।: (1) পণ্যে অভ্যন্তরীণ চাপের অস্তিত্ব পণ্যের যান্ত্রিক বৈশিষ্ট্য এবং কার্যকারিতাকে মারাত্মকভাবে প্রভাবিত করবে; কারণে… ↩
-
ছাঁচনির্মাণ পণ্যগুলিতে সাধারণ ত্রুটিগুলি এড়াতে কৌশলগুলি শিখুন।: যখন প্রচলিত বায়ুচলাচল পদ্ধতিগুলি ব্যর্থ হয়, তখন ভ্যাকুয়াম ভেন্টিং কার্যকরভাবে ইনজেকশন ছাঁচে আউটগ্যাসিং এবং এয়ার এন্ট্রাপমেন্ট সম্পর্কিত সমস্যাগুলি সমাধান করতে পারে। ↩
-
আবিষ্কার করুন কিভাবে ধীরে ধীরে প্রাচীর পুরুত্ব নকশা শীতল অভিন্নতা উন্নত করে।: অংশের গুণমান: দেয়ালের পুরুত্বের সমস্যা সহ ইঞ্জেকশন মোল্ড করা অংশগুলি ডিজাইন করার ফলে সিঙ্কহোল, ওয়ার্পিং এবং ছোট শটগুলির মতো ত্রুটি হতে পারে। এসব সমস্যা… ↩




