

ইনজেকশন ছাঁচনির্মাণ আমাদের দৈনন্দিন জীবনকে এমনভাবে রূপ দেয় যা আমরা প্রায়শই উপেক্ষা করি—আসুন জেনে নেওয়া যাক এটি প্লাস্টিকের পুরুত্বকে কীভাবে প্রভাবিত করে!
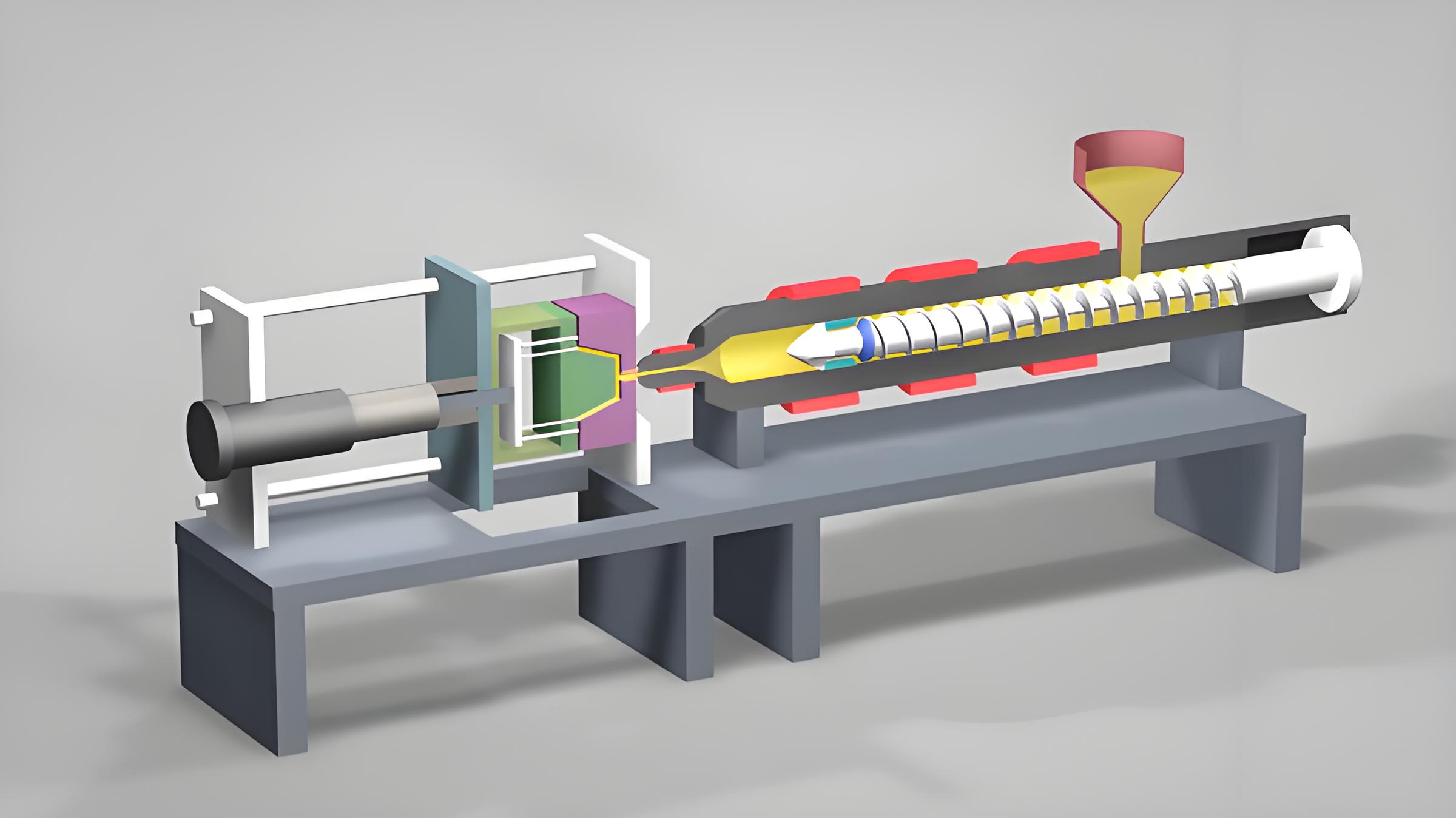
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটি ইনজেকশন চাপ, সময়, ধারণ চাপ, ছাঁচের তাপমাত্রা, গলিত তাপমাত্রা এবং গেট নকশার মতো পরিবর্তনশীলগুলির মাধ্যমে প্লাস্টিকের অংশের বেধকে উল্লেখযোগ্যভাবে প্রভাবিত করে। এই কারণগুলি পূরণ ক্ষমতা, সংকোচন এবং অভিন্নতাকে প্রভাবিত করে, যা নকশার নির্দিষ্টকরণ অর্জনের জন্য গুরুত্বপূর্ণ।.
কিন্তু এর বাইরেও অনেক কিছু আছে! আপনার ডিজাইন এবং প্রক্রিয়াগুলিকে অপ্টিমাইজ করতে সাহায্য করতে পারে এমন প্রতিটি বিষয়ের আরও গভীরে যাওয়ার জন্য আমার সাথে যোগ দিন।.
অপর্যাপ্ত ইনজেকশন চাপের ফলে প্লাস্টিকের অংশগুলি পাতলা হয়ে যায়।.সত্য
কম চাপের কারণে গহ্বরের অসম্পূর্ণ ভরাট হয়, যার ফলে অংশের পুরুত্ব হ্রাস পায়।.
অংশের পুরুত্বে ইনজেকশন চাপ কী ভূমিকা পালন করে?
ইনজেকশন চাপ একটি গুরুত্বপূর্ণ পরামিতি যা ইনজেকশন ছাঁচনির্মাণে প্লাস্টিকের অংশগুলির পুরুত্ব এবং গুণমানকে প্রভাবিত করে।.
ইনজেকশন চাপ ছাঁচে গলিত পদার্থের প্রবাহ নিয়ন্ত্রণ করে প্লাস্টিকের অংশগুলির পুরুত্বকে সরাসরি প্রভাবিত করে। অপর্যাপ্ত চাপের ফলে অংশগুলি পাতলা হয়ে যায়, বিশেষ করে জটিল এলাকায়, যখন অতিরিক্ত চাপ স্থানীয় পাতলা হওয়া বা ফ্ল্যাশের মতো ত্রুটি সৃষ্টি করতে পারে, যা অংশের মাত্রিক নির্ভুলতাকে প্রভাবিত করে।.

ইনজেকশন চাপ বোঝা
ইনজেকশন চাপ বলতে বোঝায় গলিত প্লাস্টিককে ছাঁচের গহ্বরে প্রবেশ করানোর সময় তার উপর প্রয়োগ করা বল। এই চাপ নির্ধারণ করে যে গহ্বরটি কতটা ভালভাবে পূর্ণ হয়েছে এবং ফলস্বরূপ, ছাঁচে তৈরি অংশের চূড়ান্ত পুরুত্ব কত।.
অপর্যাপ্ত ইনজেকশন চাপ
যখন ইনজেকশনের চাপ খুব কম থাকে, তখন গলিত প্লাস্টিক পুরো ছাঁচের গহ্বর পূরণ করতে কষ্ট করে। এই সমস্যাটি বিশেষ করে গেট থেকে দূরে অবস্থিত এলাকায় বা জটিল নকশাযুক্ত ছাঁচগুলিতে স্পষ্ট। উদাহরণস্বরূপ, কম ইনজেকশনের চাপে বড় অংশ তৈরি করলে অসম্পূর্ণ ভরাটের কারণে প্রান্ত বা কেন্দ্রে অপর্যাপ্ত পুরুত্ব হতে পারে। এর ফলে এমন অংশ তৈরি হতে পারে যা নকশার নির্দিষ্টকরণ পূরণ করে না, যার ফলে কর্মক্ষমতা এবং নির্ভরযোগ্যতা প্রভাবিত হয়।.
অতিরিক্ত ইনজেকশন চাপের প্রভাব
বিপরীতভাবে, অতিরিক্ত ইনজেকশন চাপের ফলে প্লাস্টিক গর্তের মধ্য দিয়ে খুব দ্রুত গলে যেতে পারে। এই দ্রুত চলাচলের ফলে অংশের দুর্বল অংশ ভেঙে যাওয়ার মতো সমস্যা দেখা দিতে পারে, যার ফলে স্থানীয়ভাবে পাতলা হয়ে যেতে পারে বা প্রান্তের চারপাশে ঝলকানির মতো ত্রুটি দেখা দিতে পারে। এই ধরনের সমস্যা প্লাস্টিকের অংশের সামগ্রিক মাত্রাগত নির্ভুলতাকে ঝুঁকির মুখে ফেলতে পারে।.
সর্বোত্তম পুরুত্বের জন্য ইনজেকশন চাপের ভারসাম্য বজায় রাখা
ইনজেকশন চাপের সঠিক ভারসাম্য অর্জন করা অত্যন্ত গুরুত্বপূর্ণ। এর জন্য ছাঁচ নকশা 1 , উপাদানের ধরণ এবং অংশের জটিলতার মতো বিষয়গুলির যত্ন সহকারে বিবেচনা করা প্রয়োজন। ত্রুটি ছাড়াই অভিন্ন বেধ নিশ্চিত করার জন্য সর্বোত্তম চাপ সেটিংস নির্ধারণের জন্য ইঞ্জিনিয়ারদের অবশ্যই পুঙ্খানুপুঙ্খ সিমুলেশন এবং পরীক্ষা পরিচালনা করতে হবে।
ছাঁচটি কতটা পুঙ্খানুপুঙ্খভাবে এবং সমানভাবে পূরণ করা হয়েছে তা প্রভাবিত করে যন্ত্রাংশগুলি তাদের নির্দিষ্ট স্পেসিফিকেশন পূরণ করে তা নিশ্চিত করার ক্ষেত্রে ইনজেকশন চাপ একটি গুরুত্বপূর্ণ ভূমিকা পালন করে। এই পরামিতিটি বোঝার এবং সঠিকভাবে সামঞ্জস্য করার মাধ্যমে, নির্মাতারা সামঞ্জস্যপূর্ণ পুরুত্ব এবং ন্যূনতম ত্রুটি সহ উচ্চ-মানের যন্ত্রাংশ তৈরি করতে পারে।.
উচ্চ ইনজেকশন চাপের কারণে ফ্ল্যাশ ত্রুটি দেখা দেয়।.সত্য
অতিরিক্ত চাপের ফলে ফ্ল্যাশ হতে পারে, যা অংশের নির্ভুলতাকে প্রভাবিত করে।.
কম ইনজেকশন চাপ অভিন্ন বেধ নিশ্চিত করে।.মিথ্যা
অপর্যাপ্ত চাপের ফলে অসম্পূর্ণ ভরাট এবং অসম পুরুত্ব দেখা দেয়।.
ধরে রাখার চাপ এবং সময় কীভাবে পুরুত্বকে প্রভাবিত করে?
ইনজেকশন ছাঁচনির্মাণে কাঙ্ক্ষিত অংশের বেধ অর্জনের জন্য চাপ এবং সময় ধরে রাখার ভূমিকা বোঝা অত্যন্ত গুরুত্বপূর্ণ।.
প্লাস্টিকের অংশের পুরুত্ব নির্ধারণে ধারণ চাপ এবং সময় অত্যন্ত গুরুত্বপূর্ণ। পর্যাপ্ত ধারণ চাপ গলিত অংশকে সংকুচিত করে, সংকোচন হ্রাস করে এবং মাত্রিক নির্ভুলতা নিশ্চিত করে। একইভাবে, ধারণ সময় সম্পূর্ণ দৃঢ়ীকরণের অনুমতি দেয়, সংকোচন এবং অবনতির মতো ত্রুটি প্রতিরোধ করে। গুণমান এবং দক্ষতার ভারসাম্য বজায় রাখার জন্য উভয় বিষয়ের যত্ন সহকারে ক্রমাঙ্কন প্রয়োজন।.
চাপ ধরে রাখার ভূমিকা
প্রাথমিক ইনজেকশন পর্বটি ছাঁচের গহ্বরটি পূর্ণ করার পরে ধরে রাখার চাপ প্রয়োগ করা হয়। এই চাপ নিশ্চিত করে যে গলিত প্লাস্টিক ছাঁচের মধ্যে সংকুচিত থাকে, যা অংশটি ঠান্ডা এবং শক্ত হওয়ার সাথে সাথে যে কোনও উপাদানের সংকোচনের ক্ষতিপূরণ দেয়।.
-
অপর্যাপ্ত ধারণ চাপ : যখন ধারণ চাপ খুব কম থাকে, তখন ঠান্ডা করার সময় প্লাস্টিক অতিরিক্ত সঙ্কুচিত হতে পারে, যার ফলে পাতলা অংশগুলি নকশার নির্দিষ্টকরণগুলি পূরণ করতে ব্যর্থ হয়। এটি বিশেষ করে গেট থেকে আরও দূরে যেখানে চাপ হ্রাস বেশি হয় সেখানে সমস্যাযুক্ত। উদাহরণস্বরূপ, বড় মোটরগাড়ির যন্ত্রাংশগুলির জন্য অংশ জুড়ে বিভিন্ন বেধ এড়াতে সামঞ্জস্যপূর্ণ চাপের প্রয়োজন হয়।
-
অতিরিক্ত ধরে রাখার চাপ : অন্যদিকে, অতিরিক্ত চাপের ফলে ছাঁচের উপর অতিরিক্ত বল প্রয়োগের কারণে ছাঁচের বিভাজন রেখা বরাবর অতিরিক্ত উপাদানের একটি পাতলা স্তর তৈরি হতে পারে, যেমন ফ্ল্যাশ। এটি প্লাস্টিকের মধ্যে চাপ সৃষ্টি করতে পারে, যার ফলে উৎপাদনের পরে বিকৃত বা ফাটল দেখা দিতে পারে।
সময় ধরে রাখার গুরুত্ব
ছাঁচটি পূর্ণ হওয়ার পর কতক্ষণ ধরে ধরে রাখার চাপ প্রয়োগ করা হবে তা ধরে রাখার সময় নির্ধারণ করে। এটি নিশ্চিত করে যে অংশটি তার আকৃতি এবং বেধ বজায় রাখে যতক্ষণ না এটি ছাঁচ থেকে সরানোর জন্য যথেষ্ট ঠান্ডা হয়।.
-
স্বল্প ধারণ সময় : যদি ধারণ সময় অপর্যাপ্ত হয়, তাহলে প্লাস্টিক সম্পূর্ণরূপে শক্ত হওয়ার আগেই সঙ্কুচিত হতে শুরু করতে পারে, যার ফলে ডুবির চিহ্ন বা শূন্যতার মতো ত্রুটি দেখা দেয়, যা চেহারা এবং কাঠামোগত অখণ্ডতা উভয়কেই ঝুঁকির মুখে ফেলে।
-
বর্ধিত ধারণ সময় : যদিও দীর্ঘস্থায়ী ধারণ সময় মাত্রিক স্থিতিশীলতা বৃদ্ধি করতে পারে এবং বেধের তারতম্য কমাতে পারে, এটি চক্র সময় বৃদ্ধি করে উৎপাদন দক্ষতাও হ্রাস করতে পারে। অতিরিক্তভাবে, বর্ধিত ধারণ অবশিষ্ট চাপ সৃষ্টি করতে পারে যা ছাঁচনির্মাণ-পরবর্তী বিকৃতির কারণ হতে পারে।
গুণমান এবং দক্ষতার ভারসাম্য বজায় রাখা
সর্বোত্তম ফলাফল অর্জনের জন্য, নির্মাতাদের ধারণ চাপ 2 এবং সময়ের ভারসাম্য বজায় রাখতে হবে। উদাহরণস্বরূপ, উচ্চ তাপমাত্রার জন্য দক্ষতা হ্রাস না করে গুণমান বজায় রাখার জন্য চাপ এবং সময় সেটিংসে সমন্বয় প্রয়োজন হতে পারে।
উদাহরণ সারণী: যন্ত্রাংশের মানের উপর হোল্ডিং প্যারামিটারের প্রভাব
| প্যারামিটার | কম সেটিং ইমপ্যাক্ট | উচ্চ সেটিং ইমপ্যাক্ট |
|---|---|---|
| চাপ ধরে রাখা | সঙ্কুচিত, পাতলা অংশ | ঝলকানি, অভ্যন্তরীণ চাপ |
| ধারণের সময় | সিঙ্কের চিহ্ন, শূন্যস্থান | চক্রের সময় বৃদ্ধি, অবশিষ্ট চাপ |
উপসংহারে, ইনজেকশন ছাঁচনির্মাণে উচ্চমানের প্লাস্টিক উপাদান তৈরির জন্য নির্দিষ্ট উপাদানের বৈশিষ্ট্য এবং যন্ত্রাংশ নকশার উপর ভিত্তি করে এই পরামিতিগুলিকে সূক্ষ্ম-টিউন করা অপরিহার্য। এই সূক্ষ্মতাগুলি বোঝার মাধ্যমে, নির্মাতারা ফলাফলগুলি আরও ভালভাবে ভবিষ্যদ্বাণী করতে এবং সেই অনুযায়ী প্রক্রিয়াগুলি সামঞ্জস্য করতে পারে।.
চাপ ধরে রাখলে অংশের সংকোচন কমে।.সত্য
পর্যাপ্ত ধারণ চাপ গলিত পদার্থকে সংকুচিত করে, সংকোচন হ্রাস করে।.
বর্ধিত ধারণ সময় উৎপাদন দক্ষতা হ্রাস করে।.সত্য
বেশিক্ষণ ধরে রাখলে চক্রের সময় বৃদ্ধি পায়, দক্ষতা হ্রাস পায়।.
পুরুত্ব নিয়ন্ত্রণের জন্য ছাঁচের তাপমাত্রা কেন গুরুত্বপূর্ণ?
ইনজেকশন ছাঁচনির্মাণে ছাঁচের তাপমাত্রা একটি গুরুত্বপূর্ণ বিষয়, যা প্লাস্টিকের যন্ত্রাংশের পুরুত্ব এবং গুণমানের উপর সরাসরি প্রভাব ফেলে।.
ছাঁচের তাপমাত্রা প্লাস্টিকের অংশের বেধকে প্রভাবিত করে, গলানোর ঠান্ডা হার, তরলতা এবং সংকোচনের উপর প্রভাব ফেলে। সর্বোত্তম ছাঁচের তাপমাত্রা সামঞ্জস্যপূর্ণ বেধ নিশ্চিত করে, অসম ভরাট বা অতিরিক্ত সংকোচনের মতো ত্রুটিগুলি এড়িয়ে যায়, যা নকশার স্পেসিফিকেশন এবং অংশের কর্মক্ষমতাকে ঝুঁকির মুখে ফেলতে পারে।.
শীতলতা এবং তরলতায় ছাঁচের তাপমাত্রার ভূমিকা
ছাঁচ 3 তাপমাত্রা একটি গুরুত্বপূর্ণ ভূমিকা পালন করে। যদি ছাঁচের তাপমাত্রা খুব কম হয়, তাহলে গলে যাওয়া দ্রুত ঠান্ডা হয়, যা সান্দ্রতা বৃদ্ধি করে এবং তরলতা হ্রাস করে। এর ফলে গলে যাওয়া প্লাস্টিকের গহ্বর সম্পূর্ণরূপে পূরণ করা কঠিন হয়ে পড়ে, যার ফলে পাতলা অংশ তৈরি হয়, বিশেষ করে ছাঁচের জটিল বা দূরবর্তী অঞ্চলে।
বিপরীতভাবে, যদি ছাঁচের তাপমাত্রা খুব বেশি হয়, তাহলে এটি ঠান্ডা করার প্রক্রিয়াকে ধীর করে দেয়। যদিও এটি ভরাটের জন্য উপকারী বলে মনে হতে পারে, তবে ছাঁচের বাইরে অংশটি ঠান্ডা হওয়ার সাথে সাথে এটি অতিরিক্ত সংকোচনের কারণ হতে পারে। এই ধরনের সংকোচনের ফলে প্রায়শই অংশগুলি নকশাকৃত বেধের চেয়ে বেশি হয়ে যায়, যা নান্দনিকতা এবং কার্যকারিতা উভয়কেই প্রভাবিত করে।.
সর্বোত্তম ফলাফলের জন্য ছাঁচের তাপমাত্রার ভারসাম্য বজায় রাখা
প্লাস্টিকের অংশ জুড়ে অভিন্ন পুরুত্ব নিশ্চিত করার জন্য ছাঁচের তাপমাত্রার সঠিক ভারসাম্য খুঁজে বের করা অত্যন্ত গুরুত্বপূর্ণ। আদর্শভাবে, ছাঁচের তাপমাত্রা সম্পূর্ণ গহ্বর পূরণের জন্য যথেষ্ট বেশি হওয়া উচিত তবে অতিরিক্ত সংকোচন এবং চক্রের সময় বৃদ্ধি রোধ করার জন্য যথেষ্ট কম হওয়া উচিত। এই ভারসাম্য নিশ্চিত করে যে অংশটি অপ্রয়োজনীয় উপাদান ব্যবহার বা বর্ধিত উৎপাদন খরচ ছাড়াই তার নকশার নির্দিষ্টকরণগুলি ঘনিষ্ঠভাবে মেনে চলে।.
| ছাঁচের তাপমাত্রা | অংশের পুরুত্বের উপর প্রভাব | সম্ভাব্য সমস্যা |
|---|---|---|
| খুব কম | পাতলা অংশ; খারাপ ভরাট | উপাদানের ঘাটতি, অসমতা |
| সর্বোত্তম | ধারাবাহিক বেধ | স্থিতিশীল মাত্রা |
| খুব বেশি | অতিরিক্ত পুরুত্ব/সংকোচন | বর্ধিত চক্র, উচ্চ খরচ |
উৎপাদন চক্র এবং খরচের উপর প্রভাব
সর্বোত্তম ছাঁচের তাপমাত্রা বজায় রাখা কেবল যন্ত্রাংশের গুণমানকেই প্রভাবিত করে না বরং উৎপাদন দক্ষতাকেও প্রভাবিত করে। প্রয়োজনীয়তার চেয়ে বেশি ছাঁচের তাপমাত্রা দীর্ঘস্থায়ী শীতলকরণের কারণে চক্রের সময় বৃদ্ধি করবে, শক্তি খরচ এবং উৎপাদন খরচ বৃদ্ধি করবে। অন্যদিকে, খুব কম তাপমাত্রার কারণে ত্রুটিগুলি সংশোধন করার জন্য অতিরিক্ত প্রক্রিয়াকরণ পদক্ষেপের প্রয়োজন হতে পারে, যা খরচ-কার্যকারিতাকে আরও প্রভাবিত করতে পারে।.
এই সূক্ষ্মতাগুলি বোঝার ফলে নির্মাতারা তাদের ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলিকে সর্বোত্তম করে তুলতে 4 যাতে ন্যূনতম অপচয় এবং খরচের সাথে কাঙ্ক্ষিত ফলাফল অর্জন করা যায়।
সর্বোত্তম ছাঁচের তাপমাত্রা অতিরিক্ত সংকোচন রোধ করে।.সত্য
সঠিক ছাঁচের তাপমাত্রা নিশ্চিত করে যে যন্ত্রাংশগুলি অতিরিক্ত সংকোচন ছাড়াই নকশার সাথে লেগে থাকে।.
উচ্চ ছাঁচের তাপমাত্রা উৎপাদন খরচ কমায়।.মিথ্যা
উচ্চ তাপমাত্রা চক্রের সময় বৃদ্ধি করে, শক্তির ব্যবহার এবং খরচ বৃদ্ধি করে।.
গেটের নকশা কীভাবে পুরুত্বের ক্ষেত্রে অভিন্নতাকে প্রভাবিত করে?
ইনজেকশন ছাঁচনির্মাণ দ্বারা উত্পাদিত প্লাস্টিকের অংশগুলিতে অভিন্ন বেধ নিশ্চিত করার জন্য গেটের নকশা অত্যন্ত গুরুত্বপূর্ণ। একটি সু-নকশিত গেট প্রবাহ এবং ভরাটকে সর্বোত্তম করে তুলতে পারে।.
ছাঁচের গহ্বরের মধ্যে প্লাস্টিক গলে যাওয়ার প্রবাহ হার এবং বন্টন নির্ধারণ করে গেটের নকশা বেধের অভিন্নতাকে প্রভাবিত করে। সঠিক গেটের আকার এবং স্থান নির্ধারণ সমান প্রবাহ নিশ্চিত করে, চূড়ান্ত পণ্যের বেধের তারতম্য রোধ করে।.

প্রবাহের উপর গেটের আকারের প্রভাব
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ায়, ছাঁচের গহ্বরে প্লাস্টিক গলে যাওয়ার প্রবাহ নিয়ন্ত্রণে গেটের আকার গুরুত্বপূর্ণ ভূমিকা পালন করে। একটি ছোট গেটের আকার 5 প্রবাহকে সীমাবদ্ধ করে, গলে যাওয়ার প্রবেশকে ধীর করে দেয় এবং প্লাস্টিকের অংশের পাতলা অংশের দিকে পরিচালিত করে, বিশেষ করে গেট থেকে দূরে বা জটিল জ্যামিতিতে। অন্যদিকে, একটি বৃহত্তর গেটের আকার আরও শক্তিশালী প্রবাহের অনুমতি দেয়, যা ভরাট বৃদ্ধি করে এবং সম্ভাব্যভাবে পুরুত্বের অভিন্নতা উন্নত করে।
| গেটের আকার | প্রভাব |
|---|---|
| ছোট | সীমিত প্রবাহ; পাতলা অংশ |
| বড় | শক্তিশালী প্রবাহ; উন্নত অভিন্নতা |
অভিন্নতার জন্য সর্বোত্তম গেট প্লেসমেন্ট
গেটের অবস্থানও সমানভাবে গুরুত্বপূর্ণ। অনুপযুক্ত স্থাপন, যেমন গেটটি প্রান্ত বা কোণার খুব কাছে স্থাপন করা, ছাঁচের গহ্বরের মধ্যে অসম প্রবাহের ধরণ তৈরি করতে পারে। এই অনিয়মের ফলে প্রায়শই অংশ জুড়ে পুরুত্বের পার্থক্য দেখা দেয়। আদর্শভাবে, গেটগুলি এমন অবস্থানে স্থাপন করা উচিত যা প্রতিসম ভরাটকে উৎসাহিত করে, সমগ্র অংশ জুড়ে সামঞ্জস্যপূর্ণ চাপ এবং তাপমাত্রা নিশ্চিত করে।.
উদাহরণস্বরূপ, কেন্দ্রে অবস্থিত গেটগুলি অভিন্ন রেডিয়াল প্রবাহ অর্জনে সহায়তা করে, দেয়ালের পুরুত্বের তারতম্য হ্রাস করে। জটিল অংশগুলির জন্য, ভারসাম্যপূর্ণ ভরাট বজায় রাখার জন্য একাধিক গেট বা হট রানার সিস্টেম ব্যবহার করা যেতে পারে।.
একাধিক বিষয়ের ভারসাম্য বজায় রাখা
গেটের নকশা গুরুত্বপূর্ণ হলেও, ইনজেকশন চাপ এবং ছাঁচের তাপমাত্রার মতো অন্যান্য বিষয়গুলির পাশাপাশি এটি বিবেচনা করা উচিত। উচ্চ গলিত তাপমাত্রা 6 , তরলতা বৃদ্ধি করে ছোট গেটের আকারের জন্য ক্ষতিপূরণ দিতে পারে, তবে সঠিকভাবে পরিচালনা না করা হলে এটি উপাদানের অবক্ষয়ের ঝুঁকিও তৈরি করে। বিপরীতভাবে, কম তাপমাত্রার জন্য অংশের গুণমানকে ক্ষুন্ন না করে একই রকম ফলাফল অর্জনের জন্য বড় গেটের প্রয়োজন হতে পারে।
কেস স্টাডি: লার্জ পার্ট ইনজেকশন মোল্ডিং
এমন একটি পরিস্থিতি বিবেচনা করুন যেখানে একটি ছোট আকারের গেট দিয়ে একটি বৃহৎ প্লাস্টিকের অংশ তৈরি করা হয়। সীমিত প্রবাহের ফলে অপর্যাপ্ত ভরাট হতে পারে, যার ফলে প্রান্তভাগে পাতলা অংশ তৈরি হতে পারে। গেটটিকে আরও বড় আকারে পুনরায় ডিজাইন করে বা এটিকে আরও কেন্দ্রীয় অবস্থানে স্থানান্তর করে, নির্মাতারা অংশ জুড়ে আরও ভাল পুরুত্বের অভিন্নতা অর্জন করতে পারে।.
পরিশেষে, ইনজেকশন-ছাঁচে তৈরি অংশগুলিতে অভিন্ন পুরুত্ব অর্জনের জন্য গেটের আকার এবং স্থান নির্ধারণের যত্ন সহকারে বিবেচনা করা অত্যন্ত গুরুত্বপূর্ণ। এই বিষয়গুলি অপ্টিমাইজ করলে প্রবাহ গতিশীলতার উপর আরও ভাল নিয়ন্ত্রণ নিশ্চিত হয় এবং সমাপ্ত পণ্যের গুণমান উন্নত হয়।.
বড় গেটের আকার পুরুত্বের অভিন্নতা উন্নত করে।.সত্য
বৃহত্তর গেটের আকার শক্তিশালী প্রবাহের সুযোগ করে দেয়, যা ভরাট এবং অভিন্নতা বৃদ্ধি করে।.
গেটটি ভুলভাবে স্থাপন করা হলে পানি প্রবাহের ধরণ সমান হয়ে যায়।.মিথ্যা
অনুপযুক্ত স্থাপনের ফলে অনিয়মিত প্রবাহ ঘটে, যার ফলে পুরুত্বের পার্থক্য দেখা দেয়।.
উপসংহার
ইনজেকশন ছাঁচনির্মাণের এই দিকগুলি আয়ত্ত করা আপনার প্লাস্টিকের যন্ত্রাংশের মান উল্লেখযোগ্যভাবে উন্নত করতে পারে। আপনার নকশাগুলিকে নতুন উচ্চতায় উন্নীত করতে এই অন্তর্দৃষ্টিগুলি গ্রহণ করুন!
-
ছাঁচের নকশার জটিলতা ভরাটের গুণমানকে প্রভাবিত করে, চূড়ান্ত অংশের পুরুত্বকে প্রভাবিত করে।: ছাঁচের গুণমান এবং তৈরি ইনজেকশন ছাঁচনির্মাণকারীদের উচ্চ সহনশীলতা নিশ্চিত করতে, ত্রুটি সনাক্ত করতে, নির্ভুলতা বজায় রাখতে, সঠিক কাঁচামাল নির্বাচন করতে, যেমন .. ↩
-
প্লাস্টিকের অংশের ধারাবাহিকতা ধরে রাখার চাপ কীভাবে প্রভাবিত করে তা অন্বেষণ করুন।: ধরে রাখার চাপের অর্থ হল স্ক্রুটি ইনজেকশনের পরে অবিলম্বে সরে যায় না বরং গলিত উপাদানের উপর চাপ প্রয়োগ করতে থাকে .. ↩
-
সুনির্দিষ্ট অংশ ছাঁচনির্মাণের জন্য সর্বোত্তম তাপমাত্রা নির্ধারণ সম্পর্কে জানুন।: ৫০℃ তাপমাত্রায় সর্বোত্তম সেটিং সুষম প্রবাহ এবং দৃঢ়ীকরণ নিশ্চিত করে। … PPS উচ্চ তাপমাত্রা সহ্য করতে পারে, যা এটিকে কঠিন অ্যাপ্লিকেশনের জন্য উপযুক্ত করে তোলে। POM, … ↩
-
মান বজায় রেখে খরচ কমানোর পদ্ধতিগুলি অন্বেষণ করুন।: ইনজেকশন ছাঁচনির্মাণের খরচ কমানোর 9 টি টিপস ... যেমন দেখানো হয়েছে, একটি কোর ক্যাভিটি ব্যবহার করা লম্বা দেয়াল এবং পাঁজরযুক্ত পৃষ্ঠতল তৈরির একটি সাশ্রয়ী পদ্ধতি হতে পারে।. ↩
-
গেটের আকার কীভাবে প্লাস্টিকের প্রবাহ এবং অংশের অভিন্নতার উপর সরাসরি প্রভাব ফেলে তা অন্বেষণ করুন।: কারণ গেটের আকার নির্ধারণ করে যে গলিত প্লাস্টিক আপনার অংশটি পূরণ করার সময় কতটা শিয়ার স্ট্রেস অনুভব করবে।. ↩
-
সর্বোত্তম ফলাফলের জন্য গেট ডিজাইনের সাথে গলিত তাপমাত্রার ভারসাম্য বজায় রাখা সম্পর্কে জানুন।: এই উচ্চ গলিত তাপমাত্রা থেকে নিম্ন ছাঁচ তাপমাত্রার অনুপাত প্রায়শই অংশের বৈশিষ্ট্যগুলিকে ক্ষতিগ্রস্ত করে এবং একটি অস্থির অংশ তৈরি করে।. ↩






