

ইনজেকশন ছাঁচনির্মাণ একটি বহুমুখী উত্পাদন প্রক্রিয়া, তবে যখন এটি এমন অংশগুলি উত্পাদন করার ক্ষেত্রে আসে যা অবশ্যই চরম তাপকে সহ্য করতে পারে, তখন দাগ বেশি হয়। পিক, পিইআই এবং পিপিএসের মতো উচ্চ-তাপমাত্রার প্লাস্টিকগুলি মহাকাশ, স্বয়ংচালিত এবং ইলেকট্রনিক্সের মতো শিল্পগুলিতে প্রয়োজনীয়, যেখানে অংশগুলি 150 ডিগ্রি সেন্টিগ্রেডের বেশি তাপমাত্রার সংস্পর্শে আসে। উপাদানগুলির বৈশিষ্ট্য 1 , ছাঁচ ডিজাইন 2 এবং প্রক্রিয়া পরামিতিগুলিতে যত্ন সহকারে মনোযোগ প্রয়োজন
ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার অংশগুলি চরম পরিস্থিতিতে স্থায়িত্ব এবং কার্যকারিতা নিশ্চিত করার জন্য সুনির্দিষ্ট উপাদান নির্বাচন, শক্তিশালী ছাঁচ নকশা এবং সূক্ষ্ম প্রক্রিয়া নিয়ন্ত্রণের দাবি করে।
নির্ভরযোগ্য, উচ্চ-পারফরম্যান্স উপাদানগুলি উত্পাদন করার লক্ষ্যে ইঞ্জিনিয়ার এবং ডিজাইনারদের জন্য এই প্রক্রিয়াটির সংক্ষিপ্তসারগুলি বোঝা গুরুত্বপূর্ণ। এই গাইড আপনাকে উপাদান নির্বাচন থেকে শুরু করে অপ্টিমাইজেশন প্রক্রিয়া পর্যন্ত প্রয়োজনীয় বিবেচনার মধ্য দিয়ে চলবে, আপনার উচ্চ-তাপমাত্রার অংশগুলি তাদের অ্যাপ্লিকেশনগুলির চাহিদা পূরণ করে তা নিশ্চিত করে।
চরম তাপের সংস্পর্শে আসা অংশগুলির জন্য উচ্চ-তাপমাত্রা প্লাস্টিকগুলি প্রয়োজনীয়।সত্য
পিইইকে এবং পিইআইয়ের মতো উপকরণগুলি তাদের যান্ত্রিক বৈশিষ্ট্যগুলি 150 ডিগ্রি সেন্টিগ্রেডের উপরে তাপমাত্রায় বজায় রাখে, পরিবেশের দাবিতে তাদের আদর্শ করে তোলে।
ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার প্লাস্টিকের অংশগুলি উত্পাদন করার জন্য একমাত্র কার্যকর পদ্ধতি।মিথ্যা
ইনজেকশন ছাঁচনির্মাণ অত্যন্ত কার্যকর হলেও, সিএনসি মেশিনিং বা 3 ডি প্রিন্টিংয়ের মতো বিকল্পগুলি প্রোটোটাইপিং বা কম-ভলিউম উত্পাদনের জন্য ব্যবহার করা যেতে পারে।
- 1. উচ্চ-তাপমাত্রা প্লাস্টিকগুলি কী কী এবং কেন সেগুলি গুরুত্বপূর্ণ?
- 2. উচ্চ-তাপমাত্রার অংশগুলির জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটির মূল পদক্ষেপগুলি কী কী?
- 3. উচ্চ-তাপমাত্রা ইনজেকশন ছাঁচনির্মাণের জন্য সমালোচনামূলক নকশার বিবেচনাগুলি কী কী?
- 4. ইনজেকশন ছাঁচনির্মাণ এবং অন্যান্য উত্পাদন পদ্ধতির মধ্যে আপনি কীভাবে চয়ন করবেন?
- 5. ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার অংশগুলিতে সাধারণ চ্যালেঞ্জগুলি কী কী?
- 6. উপসংহার
উচ্চ-তাপমাত্রা প্লাস্টিকগুলি কী কী এবং কেন সেগুলি গুরুত্বপূর্ণ?
উচ্চ-তাপমাত্রার প্লাস্টিকগুলি তাদের কাঠামোগত অখণ্ডতা এবং পরিবেশগুলিতে কর্মক্ষমতা বজায় রাখতে ইঞ্জিনিয়ার করা হয় যেখানে স্ট্যান্ডার্ড প্লাস্টিকগুলি ব্যর্থ হবে। তাপ প্রতিরোধের, রাসায়নিক স্থিতিশীলতা এবং যান্ত্রিক শক্তি প্রয়োজন এমন অ্যাপ্লিকেশনগুলির জন্য এই উপকরণগুলি গুরুত্বপূর্ণ।
উচ্চ-তাপমাত্রা প্লাস্টিকগুলি, যেমন পিইইকে, পিইআই এবং পিপিএস, দুর্দান্ত যান্ত্রিক এবং রাসায়নিক বৈশিষ্ট্য সরবরাহ করার সময় 150 ডিগ্রি সেন্টিগ্রেডের উপরে তাপমাত্রা সহ্য করার দক্ষতার কারণে মহাকাশ, স্বয়ংচালিত এবং ইলেকট্রনিক্সের অংশগুলির জন্য গুরুত্বপূর্ণ।
| উপাদান | সর্বাধিক পরিষেবা তাপমাত্রা | মূল বৈশিষ্ট্য | সাধারণ অ্যাপ্লিকেশন |
|---|---|---|---|
| উঁকি | 260°C | উচ্চ শক্তি, রাসায়নিক প্রতিরোধের | মহাকাশ ইঞ্জিন যন্ত্রাংশ, মেডিকেল ইমপ্লান্ট |
| পে | 170 ডিগ্রি সেন্টিগ্রেড | শিখা retardant, বৈদ্যুতিক নিরোধক | ইলেকট্রনিক্স, স্বয়ংচালিত অভ্যন্তরীণ |
| পিপিএস | 220°C | মাত্রিক স্থায়িত্ব, কম আর্দ্রতা শোষণ | স্বয়ংচালিত সেন্সর, বৈদ্যুতিক সংযোগকারী |
পলিথেরেথারকেটোন (পিইকে)
পিক উচ্চ-তাপমাত্রা অ্যাপ্লিকেশনগুলির জন্য একটি স্ট্যান্ডআউট উপাদান। 343 ডিগ্রি সেন্টিগ্রেডের গলনাঙ্কের সাথে, এটি দুর্দান্ত যান্ত্রিক শক্তি এবং রাসায়নিক প্রতিরোধের বজায় রেখে 260 ডিগ্রি সেন্টিগ্রেডে অবিচ্ছিন্নভাবে কাজ করতে পারে। এর কম জ্বলনযোগ্যতা এবং উচ্চ পরিধানের প্রতিরোধের এটিকে মহাকাশ এবং চিকিত্সা অ্যাপ্লিকেশনগুলির জন্য আদর্শ করে তোলে। তবে উচ্চতর গলানোর তাপমাত্রা এবং শীতল হারের সংবেদনশীলতার কারণে পিইকের সুনির্দিষ্ট প্রক্রিয়াকরণ প্রয়োজন।
পলিথারিমাইড (PEI)
পিইআই, প্রায়শই এর বাণিজ্য নাম আল্টেম দ্বারা পরিচিত, তাপ প্রতিরোধের ভারসাম্য, শিখা retardancy এবং বৈদ্যুতিক নিরোধক সরবরাহ করে। 170 ডিগ্রি সেন্টিগ্রেডের অবিচ্ছিন্ন পরিষেবা তাপমাত্রা সহ, এটি সাধারণত ইলেকট্রনিক্স এবং স্বয়ংচালিত অভ্যন্তরগুলিতে ব্যবহৃত হয়। পিইআই পিইকের চেয়ে প্রক্রিয়া করা সহজ তবে ত্রুটিগুলি এড়াতে এখনও সতর্কতা অবলম্বন তাপমাত্রা নিয়ন্ত্রণের দাবি করে।

পলিফেনিলিন সালফাইড (পিপিএস)
পিপিএস এর মাত্রিক স্থিতিশীলতা এবং রাসায়নিক এবং আর্দ্রতার প্রতিরোধের জন্য মূল্যবান। এটি 220 ডিগ্রি সেন্টিগ্রেড পর্যন্ত তাপমাত্রা সহ্য করতে পারে, এটি স্বয়ংচালিত এবং বৈদ্যুতিক অ্যাপ্লিকেশনগুলির জন্য উপযুক্ত করে তোলে। পিপিএস ছাঁচনির্মাণের সময় ফ্ল্যাশের ঝুঁকিপূর্ণ, তাই ইনজেকশন চাপ এবং ছাঁচ নকশার সুনির্দিষ্ট নিয়ন্ত্রণ প্রয়োজনীয়।
পিক হ'ল সর্বাধিক বহুমুখী উচ্চ-তাপমাত্রার প্লাস্টিক।সত্য
পিকের তাপ প্রতিরোধ ক্ষমতা, শক্তি এবং রাসায়নিক স্থিতিশীলতার সংমিশ্রণ এটি বিস্তৃত দাবিদার অ্যাপ্লিকেশনগুলির জন্য উপযুক্ত করে তোলে।
উচ্চ-তাপমাত্রা প্লাস্টিকগুলি স্ট্যান্ডার্ড প্লাস্টিকের চেয়ে সর্বদা বেশি ব্যয়বহুল।মিথ্যা
প্রায়শই প্রাইসিয়ার থাকাকালীন, ব্যয়টি চরম পরিস্থিতিতে তাদের উচ্চতর পারফরম্যান্স দ্বারা ন্যায়সঙ্গত হয় এবং উপাদান নির্বাচন নির্দিষ্ট প্রয়োগের প্রয়োজনের উপর নির্ভর করে।
উচ্চ-তাপমাত্রার অংশগুলির জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটির মূল পদক্ষেপগুলি কী কী?
ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার অংশগুলি উপাদানের বৈশিষ্ট্যগুলি সংরক্ষণ করা হয়েছে এবং অংশটি ডিজাইনের স্পেসিফিকেশনগুলি পূরণ করে তা নিশ্চিত করার জন্য সাবধানতার সাথে নিয়ন্ত্রিত পদক্ষেপগুলির একটি সিরিজ জড়িত।
উচ্চ-তাপমাত্রার অংশগুলির জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটিতে উপাদান নির্বাচন 3 , ছাঁচ ডিজাইন, মেশিন সেটআপ, ইনজেকশন, কুলিং এবং ইজেকশন অন্তর্ভুক্ত রয়েছে, যার প্রতিটি উচ্চ-তাপমাত্রার প্লাস্টিকের অনন্য চ্যালেঞ্জগুলি পরিচালনা করতে সুনির্দিষ্ট নিয়ন্ত্রণের প্রয়োজন।

উপাদান নির্বাচন
উচ্চ-তাপমাত্রা ইনজেকশন ছাঁচনির্মাণ 4 এর ভিত্তি । অপারেটিং তাপমাত্রা, রাসায়নিক এক্সপোজার এবং যান্ত্রিক চাপের মতো কারণগুলি অবশ্যই নির্বাচন প্রক্রিয়াটিকে গাইড করতে হবে। উদাহরণস্বরূপ, পিইইকে চরম উত্তাপের জন্য আদর্শ, অন্যদিকে পিইআই আরও ভাল বৈদ্যুতিক নিরোধক সরবরাহ করে।
ছাঁচ নকশা
উচ্চ-তাপমাত্রা প্লাস্টিকের জন্য ছাঁচগুলি অবশ্যই উন্নত তাপমাত্রা এবং চাপগুলি সহ্য করতে হবে। এইচ -13 স্টিলের মতো উপকরণগুলি সাধারণত তাদের স্থায়িত্বের জন্য ব্যবহৃত হয়। অতিরিক্তভাবে, ছাঁচটি অবশ্যই অভিন্ন প্রাচীরের বেধ এবং পর্যাপ্ত খসড়া কোণগুলির মতো বৈশিষ্ট্যগুলি অন্তর্ভুক্ত করতে হবে যাতে ওয়ারপিং প্রতিরোধ এবং সহজ ইজেকশন নিশ্চিত করতে হবে।

মেশিন সেটআপ
ইনজেকশন ছাঁচনির্মাণ মেশিনগুলি অবশ্যই পিইকের (400 ডিগ্রি সেন্টিগ্রেড পর্যন্ত) উপকরণগুলির জন্য প্রয়োজনীয় উচ্চ প্রক্রিয়াকরণ তাপমাত্রা পরিচালনা করতে কনফিগার করতে হবে। ব্যারেল এবং অগ্রভাগের তাপমাত্রা, পাশাপাশি ছাঁচের তাপমাত্রা, উপাদান অবক্ষয় বা অসম্পূর্ণ ভরাট এড়াতে সুনির্দিষ্ট ক্রমাঙ্কন প্রয়োজন।
ইনজেকশন
ইনজেকশন চলাকালীন, গলিত প্লাস্টিকটি ছাঁচের গহ্বরে বাধ্য করা হয়। উচ্চ-তাপমাত্রার প্লাস্টিকের জন্য, ফ্ল্যাশ বা ভয়েডগুলির মতো ত্রুটিগুলি রোধ করতে ইনজেকশন গতি এবং চাপ নিয়ন্ত্রণ করা গুরুত্বপূর্ণ। উপাদানটির সান্দ্রতা পরিচালনা করার জন্য ধীর ইনজেকশন গতি প্রায়শই প্রয়োজনীয়।

কুলিং
কুলিং অবশ্যই সতর্কতার সাথে ওয়ারপিং বা অভ্যন্তরীণ চাপগুলি প্রতিরোধ করতে পরিচালিত হতে হবে। উচ্চ-তাপমাত্রার প্লাস্টিকগুলিতে প্রায়শই তাপীয় পরিবাহিতা দুর্বল থাকে, তাই শীতল চ্যানেল বা তাপ পিনগুলি এমনকি তাপ অপচয়কে নিশ্চিত করতে ব্যবহৃত হয়। কুলিংয়ের সময় স্ট্যান্ডার্ড প্লাস্টিকের চেয়ে দীর্ঘ হতে পারে।
ইজেকশন
ক্ষতিগুলি এড়াতে অংশগুলি অবশ্যই সাবধানে বের করা উচিত। গহ্বরের গভীরতার প্রতি ইঞ্চি কমপক্ষে 1 ° এর খসড়া কোণগুলি অংশটি চাপ না দিয়ে মসৃণ ইজেকশন সহজ করার জন্য সুপারিশ করা হয়।
কুলিং হ'ল ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার অংশগুলির সবচেয়ে গুরুত্বপূর্ণ পদক্ষেপ।মিথ্যা
কুলিং গুরুত্বপূর্ণ হলেও, অংশের গুণমান এবং কার্যকারিতা নিশ্চিত করার জন্য উপাদান নির্বাচন এবং ছাঁচ নকশা সমানভাবে গুরুত্বপূর্ণ।
উচ্চ-তাপমাত্রা প্লাস্টিকের স্ট্যান্ডার্ড প্লাস্টিকের চেয়ে দীর্ঘতর শীতল সময় প্রয়োজন।সত্য
তাদের দুর্বল তাপ পরিবাহিতাটির কারণে, উচ্চ-তাপমাত্রা প্লাস্টিকের প্রায়শই সঠিকভাবে দৃ ify ় করার জন্য বর্ধিত শীতল সময়কাল প্রয়োজন।
উচ্চ-তাপমাত্রা ইনজেকশন ছাঁচনির্মাণের জন্য সমালোচনামূলক নকশার বিবেচনাগুলি কী কী?
উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণের জন্য অংশগুলি ডিজাইনের জন্য ওয়ার্পিং, সিঙ্ক চিহ্ন বা দুর্বল মাত্রিক স্থিতিশীলতার মতো সাধারণ সমস্যাগুলি এড়াতে বিশদে মনোযোগের প্রয়োজন।
মূল নকশার বিবেচনার মধ্যে অভিন্ন প্রাচীরের বেধ 5 , খসড়া কোণ 6 , গেটের অবস্থান, ভেন্টিং এবং কুলিং চ্যানেল 7 , এগুলি সবই ত্রুটি-মুক্ত উচ্চ-তাপমাত্রার অংশগুলি উত্পাদন করার জন্য প্রয়োজনীয়।

অভিন্ন প্রাচীর বেধ
ওয়ার্পিং প্রতিরোধ এবং এমনকি শীতল হওয়া নিশ্চিত করার জন্য ধারাবাহিক প্রাচীরের বেধ (সাধারণত 1.5-2.5 মিমি) বজায় রাখা অত্যন্ত গুরুত্বপূর্ণ। বেধের বিভিন্নতা ডিফারেনশিয়াল সংকোচনের দিকে পরিচালিত করতে পারে, অভ্যন্তরীণ চাপ বা মাত্রিক ত্রুটিযুক্ততা সৃষ্টি করে।
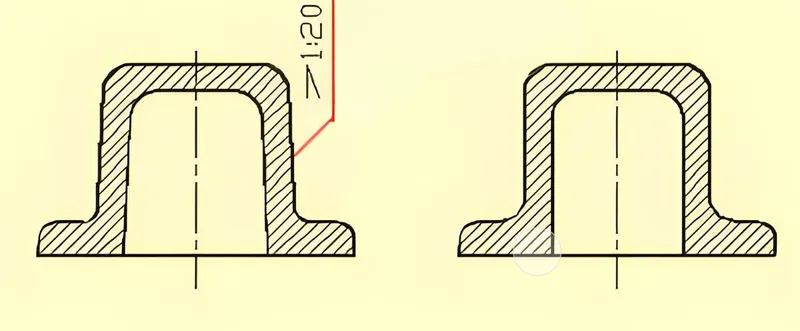
খসড়া কোণ
অংশ ইজেকশন সুবিধার্থে গহ্বরের গভীরতার প্রতি ইঞ্চি কমপক্ষে 1 ° এর খসড়া কোণগুলি প্রয়োজনীয়। উচ্চ-তাপমাত্রা প্লাস্টিকের জন্য, যা আরও ভঙ্গুর হতে পারে, সঠিক খসড়া কোণগুলি অপসারণের সময় অংশের ক্ষতির ঝুঁকি হ্রাস করে।
গেটের অবস্থান
গেটগুলি এমন অঞ্চলে স্থাপন করা উচিত যেখানে প্রবাহকে অনুকূলিত করা হয় এবং স্ট্রেস হ্রাস করা হয়। উচ্চ-তাপমাত্রার অংশগুলির জন্য, উপাদানগুলি শীতল হওয়ার আগে সম্পূর্ণ ফিলিং নিশ্চিত করতে গেটগুলি প্রায়শই ঘন বিভাগে অবস্থিত।
ভেন্টিং
আটকা পড়া গ্যাসগুলি পালাতে অনুমতি দেওয়ার জন্য পর্যাপ্ত ভেন্টিং অপরিহার্য, পোড়া বা ভয়েডগুলির মতো ত্রুটিগুলি প্রতিরোধ করে। ভেন্টগুলি কৌশলগতভাবে বিভাজন রেখার সাথে বা গ্যাস জমে যাওয়ার ঝুঁকিপূর্ণ অঞ্চলে স্থাপন করা উচিত।
কুলিং চ্যানেল
দক্ষ কুলিং উচ্চ-তাপমাত্রা প্লাস্টিকের জন্য গুরুত্বপূর্ণ। কুলিং চ্যানেলগুলি অভিন্ন তাপ অপচয়কে সরবরাহ করার জন্য ডিজাইন করা উচিত, প্রায়শই জটিল জ্যামিতির জন্য কনফর্মাল কুলিং বা তাপ পিনের প্রয়োজন হয়।
| নকশা বৈশিষ্ট্য | সুপারিশ | উদ্দেশ্য |
|---|---|---|
| প্রাচীর বেধ | 1.5-2.5 মিমি, ইউনিফর্ম | ওয়ারপিং প্রতিরোধ করে, এমনকি শীতল হওয়াও নিশ্চিত করে |
| খসড়া কোণ | গভীরতার প্রতি ইঞ্চি ≥1 ° | ইজেকশন সুবিধার্থে |
| গেটের অবস্থান | ঘন বিভাগগুলি, সমালোচনামূলক অঞ্চল থেকে দূরে | প্রবাহকে অনুকূল করে তোলে, চাপ হ্রাস করে |
| ভেন্টিং | বিভাজন লাইনের পাশাপাশি, 0.02-0.05 মিমি গভীরতা | গ্যাস পালানোর অনুমতি দেয় |
| কুলিং চ্যানেল | সমতুল্য বা কনফরমাল | ইউনিফর্ম কুলিং নিশ্চিত করে |
অভিন্ন প্রাচীরের বেধ সবচেয়ে গুরুত্বপূর্ণ নকশা বিবেচনা।সত্য
এটি সরাসরি শীতল হার এবং অংশের অখণ্ডতার উপর প্রভাব ফেলে, এটিকে ডিজাইনের একটি মৌলিক দিক হিসাবে তৈরি করে।
খসড়া কোণগুলি উচ্চ-তাপমাত্রার প্লাস্টিকের জন্য অপ্রয়োজনীয়।মিথ্যা
মসৃণ ইজেকশন নিশ্চিত করতে এবং ক্ষতি রোধ করতে সমস্ত ইনজেকশন-ছাঁচযুক্ত অংশগুলির জন্য খসড়া কোণগুলি প্রয়োজনীয়।
ইনজেকশন ছাঁচনির্মাণ এবং অন্যান্য উত্পাদন পদ্ধতির মধ্যে আপনি কীভাবে চয়ন করবেন?
সঠিক উত্পাদন প্রক্রিয়া নির্বাচন করা উত্পাদন ভলিউম, অংশ জটিলতা এবং উপাদানগুলির প্রয়োজনীয়তার মতো কারণগুলির উপর নির্ভর করে। ইনজেকশন ছাঁচনির্মাণ 8 প্রায়শই উচ্চ-ভলিউম, জটিল অংশগুলির জন্য সেরা পছন্দ, তবে বিভিন্ন পরিস্থিতিতে বিকল্পগুলি বিদ্যমান।
ইনজেকশন ছাঁচনির্মাণ জটিল উচ্চ-তাপমাত্রার অংশগুলির উচ্চ-ভলিউম উত্পাদনের জন্য আদর্শ, অন্যদিকে সিএনসি মেশিনিং 9 বা 3 ডি প্রিন্টিং প্রোটোটাইপিং বা কম-ভলিউম রানের জন্য আরও ভাল হতে পারে।

উৎপাদন ভলিউম
বৃহত উত্পাদন রানের জন্য, ইনজেকশন ছাঁচনির্মাণের উচ্চ পুনরাবৃত্তিযোগ্যতা এবং প্রতি অংশে কম ব্যয়ের কারণে ব্যয়বহুল। যাইহোক, প্রাথমিক টুলিং বিনিয়োগ বেশি, এটি ছোট ব্যাচের জন্য কম উপযুক্ত করে তোলে।
অংশ জটিলতা
ইনজেকশন ছাঁচনির্মাণ টাইট সহনশীলতা সহ জটিল জ্যামিতি উত্পাদন করতে ছাড়িয়ে যায়। সহজ অংশগুলির জন্য, সিএনসি মেশিনিং আরও অর্থনৈতিক হতে পারে, বিশেষত কম ভলিউমের জন্য।

উপাদান সামঞ্জস্য
সমস্ত উত্পাদন পদ্ধতি উচ্চ-তাপমাত্রার প্লাস্টিকগুলি পরিচালনা করতে পারে না। ইনজেকশন ছাঁচনির্মাণটি পিইইকে এবং পিইআইয়ের মতো উপকরণগুলির জন্য উপযুক্ত, যখন 3 ডি প্রিন্টিং 10 বিকল্পগুলি সীমাবদ্ধ এবং প্রায়শই প্রয়োজনীয় তাপ প্রতিরোধের অভাব হয়।
| ফ্যাক্টর | ইনজেকশন ছাঁচনির্মাণ | সিএনসি মেশিনিং | 3D প্রিন্টিং |
|---|---|---|---|
| আয়তন | উচ্চ | কম | কম |
| জটিলতা | উচ্চ | মাঝারি | উচ্চ |
| উপাদান বিকল্প | বিস্তৃত পরিসর | লিমিটেড | খুব সীমাবদ্ধ |
| টুলিং খরচ | উচ্চ | কম | কোনোটিই নয় |
| প্রতি অংশ ব্যয় | নিম্ন (উচ্চ ভলিউম) | উচ্চ | উচ্চ |
ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার অংশগুলির জন্য সর্বদা সেরা পছন্দ।মিথ্যা
অনেক অ্যাপ্লিকেশনগুলির জন্য কার্যকর হলেও, সিএনসি মেশিনিংয়ের মতো অন্যান্য পদ্ধতিগুলি প্রোটোটাইপিং বা ছোট উত্পাদন রানের জন্য আরও সাশ্রয়ী হতে পারে।
3 ডি প্রিন্টিং উচ্চ-তাপমাত্রা প্লাস্টিকের জন্য অনুপযুক্ত।মিথ্যা
কিছু 3 ডি প্রিন্টিং প্রযুক্তি উচ্চ-তাপমাত্রার উপকরণগুলি প্রক্রিয়া করতে পারে তবে তারা ইনজেকশন-ছাঁচযুক্ত অংশগুলির পারফরম্যান্সের সাথে মেলে না।
ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার অংশগুলিতে সাধারণ চ্যালেঞ্জগুলি কী কী?
ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রা প্লাস্টিকগুলি অনন্য চ্যালেঞ্জগুলি উপস্থাপন করে যা ত্রুটিগুলি এড়াতে এবং অংশের গুণমান নিশ্চিত করার জন্য সতর্কতার সাথে পরিচালনার প্রয়োজন।
সাধারণ চ্যালেঞ্জগুলির মধ্যে রয়েছে উপাদান অবক্ষয় 11 , ওয়ারপিং 12 , ফ্ল্যাশ এবং দুর্বল মাত্রিক স্থায়িত্ব 13 , এগুলি সমস্তই যথাযথ নকশা এবং প্রক্রিয়া নিয়ন্ত্রণের মাধ্যমে প্রশমিত করা যেতে পারে।
উপাদান অবক্ষয়
উচ্চ প্রক্রিয়াজাতকরণ তাপমাত্রা সঠিকভাবে পরিচালিত না হলে তাপের অবক্ষয়ের কারণ হতে পারে। এটি বিবর্ণতা, হ্রাস যান্ত্রিক বৈশিষ্ট্য বা এমনকি অংশ ব্যর্থতার দিকে পরিচালিত করতে পারে। সঠিক ব্যারেল এবং অগ্রভাগের তাপমাত্রা ব্যবহার করা অপরিহার্য।
ওয়ার্পিং
কিছু উচ্চ-তাপমাত্রা প্লাস্টিকের উচ্চ সঙ্কুচিত হারের কারণে, ওয়ারপিং একটি সাধারণ সমস্যা। অভিন্ন প্রাচীরের বেধ নিশ্চিত করা এবং কুলিং অনুকূলকরণ এই সমস্যাটি হ্রাস করতে সহায়তা করতে পারে।
ফ্ল্যাশ
পিপিএসের মতো উপকরণগুলি ফ্ল্যাশ হয়ে থাকে, যেখানে অতিরিক্ত উপাদান ছাঁচের গহ্বর থেকে রক্ষা পায়। এটি প্রতিরোধের জন্য ইনজেকশন চাপ এবং ছাঁচ ক্ল্যাম্পিং বলের সুনির্দিষ্ট নিয়ন্ত্রণ প্রয়োজনীয়।
মাত্রিক স্থিতিশীলতা
উচ্চ-তাপমাত্রার প্লাস্টিকগুলি মাত্রিক নির্ভুলতা প্রভাবিত করে উল্লেখযোগ্য সংকোচনের প্রদর্শন করতে পারে। ছাঁচের নকশায় সঙ্কুচিত হওয়ার জন্য অ্যাকাউন্টিং এবং পিপিএসের মতো কম সঙ্কুচিত হারের সাথে উপকরণগুলি ব্যবহার করে সহনশীলতা বজায় রাখতে সহায়তা করতে পারে।
ওয়ার্পিং উচ্চ-তাপমাত্রা ইনজেকশন ছাঁচনির্মাণে অনিবার্য।মিথ্যা
যথাযথ নকশা এবং প্রক্রিয়া নিয়ন্ত্রণের সাথে, ওয়ারপিংকে হ্রাস করা বা মুছে ফেলা যায়।
স্ট্যান্ডার্ড প্লাস্টিকের চেয়ে উচ্চ-তাপমাত্রা প্লাস্টিকগুলিতে ফ্ল্যাশ বেশি দেখা যায়।সত্য
পিপিএসের মতো উপাদানের উচ্চ তাপমাত্রায় কম সান্দ্রতা থাকে, যদি সঠিকভাবে পরিচালিত না হয় তবে ফ্ল্যাশ হওয়ার ঝুঁকি বাড়ায়।
উপসংহার
ইনজেকশন ছাঁচনির্মাণ উচ্চ-তাপমাত্রার অংশগুলি সঠিকভাবে সম্পন্ন করার সময় একটি জটিল তবে ফলপ্রসূ প্রক্রিয়া। উপাদান নির্বাচন, ছাঁচ নকশা এবং প্রক্রিয়া অপ্টিমাইজেশনে মনোনিবেশ করে, নির্মাতারা এমন অংশগুলি উত্পাদন করতে পারে যা সর্বাধিক চাহিদাযুক্ত পরিবেশে শ্রেষ্ঠত্ব অর্জন করে। আপনি মহাকাশ, স্বয়ংচালিত বা ইলেকট্রনিক্সে কাজ করছেন না কেন, এই মূল বিবেচনাগুলি বোঝা আপনাকে আপনার পরবর্তী প্রকল্পে সাফল্য অর্জনে সহায়তা করবে।
-
এই সংস্থানটি কীভাবে উপাদানগুলির বৈশিষ্ট্যগুলি ছাঁচনির্মাণ অংশগুলির কার্যকারিতা এবং স্থায়িত্বকে প্রভাবিত করে তা অন্তর্দৃষ্টি সরবরাহ করবে। ↩
-
কার্যকর ছাঁচ নকশা কৌশল সম্পর্কে শিখুন যা বিভিন্ন শিল্পে উচ্চ-তাপমাত্রার উপাদানগুলির কার্যকারিতা বাড়ায়। ↩
-
এই লিঙ্কটি ইনজেকশন ছাঁচনির্মাণের জন্য সঠিক উপকরণগুলি নির্বাচন করার অন্তর্দৃষ্টি সরবরাহ করবে, কাঙ্ক্ষিত কর্মক্ষমতা এবং স্থায়িত্ব অর্জনের জন্য গুরুত্বপূর্ণ। ↩
-
সফল উচ্চ-তাপমাত্রা ইনজেকশন ছাঁচনির্মাণের জন্য সর্বোত্তম অনুশীলন এবং কৌশলগুলি বোঝার জন্য এই সংস্থানটি অন্বেষণ করুন, গুণমান এবং দক্ষতা নিশ্চিত করে। ↩
-
উচ্চ-তাপমাত্রা ইনজেকশন ছাঁচনির্মাণে এমনকি শীতল হওয়া নিশ্চিত করার জন্য অভিন্ন প্রাচীরের বেধ বোঝা অত্যাবশ্যক। ↩
-
খসড়া কোণগুলির ভূমিকা অন্বেষণ আপনাকে অংশ ইজেকশনটি অনুকূল করতে এবং ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন ক্ষতি হ্রাস করতে সহায়তা করতে পারে। ↩
-
কুলিং চ্যানেল ডিজাইন সম্পর্কে শেখা অভিন্ন তাপ অপচয় হ্রাস অর্জন এবং ছাঁচযুক্ত অংশগুলিতে ত্রুটিগুলি প্রতিরোধের জন্য প্রয়োজনীয়। ↩
-
উচ্চ-ভলিউম উত্পাদন এবং জটিল অংশগুলির জন্য ইনজেকশন ছাঁচনির্মাণের সুবিধাগুলি অনুসন্ধান করুন এবং দেখুন এটি আপনার প্রয়োজনের জন্য সঠিক পছন্দ কিনা। ↩
-
ইনজেকশন ছাঁচনির্মাণের তুলনায় বিশেষত কম-ভলিউম উত্পাদনের জন্য সিএনসি মেশিনিংয়ের সুবিধা এবং সীমাবদ্ধতা সম্পর্কে জানুন। ↩
-
উচ্চ-তাপমাত্রা অ্যাপ্লিকেশনগুলির জন্য 3 ডি প্রিন্টিং ব্যবহারের চ্যালেঞ্জগুলি আবিষ্কার করুন এবং বিকল্প উত্পাদন পদ্ধতিগুলি অন্বেষণ করুন। ↩
-
অংশের গুণমান বজায় রাখতে এবং উচ্চ-তাপমাত্রা অ্যাপ্লিকেশনগুলিতে ব্যর্থতা রোধ করার জন্য উপাদান অবক্ষয় বোঝা গুরুত্বপূর্ণ। ↩
-
ওয়ারপিংয়ের সমাধানগুলি অন্বেষণ করা আরও ভাল শেষ পণ্যগুলি নিশ্চিত করে ছাঁচযুক্ত অংশগুলির গুণমান এবং কার্যকারিতা বাড়িয়ে তুলতে পারে। ↩
-
ডাইমেনশনাল স্থিতিশীলতা উন্নত করা সুনির্দিষ্ট সহনশীলতা অর্জন এবং ছাঁচযুক্ত উপাদানগুলির কার্যকারিতা বাড়ানোর মূল চাবিকাঠি। ↩



