যখন আমি ইনজেকশন ছাঁচনির্মাণ সম্পর্কে শিখতে শুরু করি, তখন আমি অবাক হয়েছিলাম যে ছোট ছোট সমন্বয়গুলি প্রায়শই একটি পণ্যের সাফল্য বা ব্যর্থতার দিকে পরিচালিত করে।.
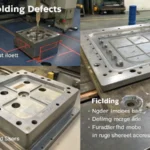
ইনজেকশনের সময় ভুল চাপের সেটিংস শর্ট শট, ফ্ল্যাশ, সঙ্কুচিত চিহ্ন, ওয়েল্ডিং চিহ্ন, জেট চিহ্ন এবং বুদবুদের মতো ত্রুটি তৈরি করতে পারে। চাপ সঠিক না হলে - হয় খুব কম বা খুব বেশি - এই সমস্যাগুলি দেখা দেয় এবং এটি পণ্যের গুণমান, চেহারা এবং কার্যকারিতাকে প্রভাবিত করে। গুণমান, চেহারা এবং কার্যকারিতা ক্ষতিগ্রস্ত হয়।.
ছাঁচনির্মাণের আমার প্রথম দিকের দিনগুলোর কথা মনে করতে গেলে, যখন একটি পাত্রে ছোট শটের কারণে লিক হয়ে যায়, তখন আমার খুব খারাপ লেগেছিল। কম চাপের কারণে এই ক্লাসিক সমস্যাটি তৈরি হয়েছিল, যার ফলে ছাঁচের কিছু অংশ খালি পড়ে গিয়েছিল। অন্যদিকে, উচ্চ চাপের কারণে ফ্ল্যাশ দেখা দেয়, যেখানে উপাদানগুলি বেরিয়ে যায় এবং অতিরিক্ত বিট তৈরি করে যা কেটে ফেলা হয়। প্রতিটি ত্রুটি ভারসাম্যহীনতার গল্প প্রকাশ করে। ছাঁচনির্মাণের জটিল জগতে প্রবেশকারী যে কারও জন্য এই বিবরণগুলি বোঝা খুবই গুরুত্বপূর্ণ। চাপ সেটিংসের সমন্বয় প্রয়োজন। এই সেটিংসগুলি কীভাবে সামঞ্জস্য করতে হয় তা শেখা এই বিরক্তিকর ত্রুটিগুলি এড়াতে সাহায্য করতে পারে।.
অনুপযুক্ত চাপের কারণে ছাঁচনির্মাণে ছোট শট লাগে।.সত্য
ছাঁচটি সম্পূর্ণরূপে পূর্ণ না হলে ছোট ছোট শট দেখা যায়, প্রায়শই কম চাপের কারণে।.
উচ্চ ইনজেকশন চাপ সমস্ত ছাঁচনির্মাণ ত্রুটি দূর করে।.মিথ্যা
উচ্চ চাপ ফ্ল্যাশ এবং জেট চিহ্নের মতো ত্রুটি সৃষ্টি করতে পারে, দূর করতে পারে না।.
ইনজেকশন ছাঁচনির্মাণে শর্ট শটের কারণ কী এবং কীভাবে সেগুলি প্রতিরোধ করা যেতে পারে?
তুমি কি কখনও ধাঁধা সমাধান করার চেষ্টা করেও আবিষ্কার করেছ যে একটা অংশ হারিয়ে গেছে? ইনজেকশন মোল্ডিংয়ে যখন ছোট ছোট ছবি তোলা হয় তখন এমনই অনুভূতি হয়।.
ইনজেকশন মোল্ডিংয়ে ছোট ছোট ছবি তোলার কাজ তখনই শুরু হয় যখন চাপ এত বেশি থাকে না যে ছাঁচটি গলিত প্লাস্টিক দিয়ে পূর্ণ হয়ে যায়, ফলে জিনিসপত্রের ভেতরে ফাঁকা জায়গা থাকে। পাতলা দেয়াল বা জটিল আকৃতির পণ্যগুলিতে এই ত্রুটি প্রায়শই দেখা যায়। এটি তাদের কর্মক্ষমতা এবং চেহারা উভয়কেই প্রভাবিত করে।.

ইনজেকশন ছাঁচনির্মাণে শর্ট শট বোঝা
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার সময় আমার প্রথম শর্ট শটের মুখোমুখি হওয়ার কথা মনে আছে। কাজটি ছিল প্লাস্টিকের পাত্র তৈরি করা, তবুও আমাদের কঠোর পরিশ্রমের পরেও পাত্রগুলি অসম্পূর্ণভাবে বেরিয়ে আসতে থাকে। যতক্ষণ না আমি বুঝতে পারি যে ছাঁচনির্মাণের সময় পর্যাপ্ত চাপের অভাবের কারণে এটি ঘটেছে ততক্ষণ পর্যন্ত এটি হতাশাজনক ছিল।.
একটি শর্ট শট ১ ঘটে। ভাবুন প্যানকেক ব্যাটারটি একটি ছাঁচে ঢালার কথা কিন্তু তা পূরণ করার জন্য পর্যাপ্ত ব্যাটার নেই। মূল কারণ? প্লাস্টিকটিকে পুরো পথ ঠেলে দেওয়ার জন্য পর্যাপ্ত ইনজেকশন চাপ নেই।
শর্ট শটের কারণ
যখন চাপ খুব কম থাকে, তখন প্লাস্টিক ছাঁচের প্রতিটি অংশে পৌঁছাতে পারে না। এটি বিশেষ করে পাতলা দেয়াল বা জটিল আকারের জিনিসপত্রের জন্য সমস্যাযুক্ত। এটি অনেকটা খড়ের মধ্য দিয়ে পিনাট বাটার ঠেলে দেওয়ার মতো!
| পণ্যের ধরণ | ঝুঁকির কারণ |
|---|---|
| পাতলা দেয়ালযুক্ত পণ্য | উচ্চ |
| জটিল কাঠামো | উচ্চ |
| বৃহৎ প্রবাহ দৈর্ঘ্যের অনুপাত | উচ্চ |
শর্ট শটের প্রভাব
ফলাফল কি? পণ্যগুলিতে লক্ষণীয় গর্ত বা গর্ত থাকে, যা তাদের শক্তি এবং কার্যকারিতাকে খারাপভাবে প্রভাবিত করে। আমি যে প্লাস্টিকের পাত্রের কথা উল্লেখ করেছি তার মতো - যদি এটিতে একটি ছোট শট থাকে, তবে এটি লিক হতে পারে বা জিনিসপত্র সঠিকভাবে ধরে রাখতে ব্যর্থ হতে পারে। এটি আপনার প্রিয় কফির মগে একটি গর্ত খুঁজে পাওয়ার মতো।.
ছোট ছোট ছবি তোলা পণ্যের চেহারা এবং শক্তি উভয়ই নষ্ট করে, যার ফলে উৎপাদনে বড় ধরনের সমস্যা দেখা দেয়। এগুলো আরও অপচয় এবং দক্ষতা হ্রাস করতে পারে - কল্পনা করুন মাত্র অর্ধেক ময়দা দিয়ে কুকি বেক করা।.
প্রতিরোধমূলক ব্যবস্থা
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটি সূক্ষ্মভাবে সমন্বয় করা 2। চাপ সামঞ্জস্য করা খুবই গুরুত্বপূর্ণ - এটি ছাঁচটি সম্পূর্ণরূপে পূরণ করার জন্য যথেষ্ট হওয়া উচিত। নিয়মিত সরঞ্জাম পরীক্ষা এবং চতুর ছাঁচ নকশাও গুরুত্বপূর্ণ। এটি একটি বড় পারিবারিক ডিনারের আগে আপনার রান্নাঘরের সরঞ্জামগুলি নিখুঁতভাবে কাজ করছে তা নিশ্চিত করার অনুরূপ।
সম্পর্কিত ত্রুটি
ছোট ছবি তোলার সময়, ফ্ল্যাশ বা সংকোচনের চিহ্নের মতো অন্যান্য ত্রুটিগুলি পর্যবেক্ষণ করুন। প্রতিটি ত্রুটির নিজস্ব কারণ এবং প্রভাব রয়েছে, যার জন্য বিভিন্ন প্রতিরোধ পদ্ধতির প্রয়োজন।.
| ত্রুটির ধরণ | কারণ | প্রভাব |
|---|---|---|
| ফ্ল্যাশ | অতিরিক্ত ইনজেকশন চাপ | চেহারার মান প্রভাবিত করে |
| সঙ্কোচন চিহ্ন | অপর্যাপ্ত ইনজেকশন চাপ | অসম পৃষ্ঠের কারণ হয় |
এই দিকগুলি বোঝা উৎপাদন সমস্যাগুলিকে কার্যকরভাবে সনাক্ত এবং সমাধান করতে সাহায্য করে, যা ইনজেকশন-ছাঁচে তৈরি পণ্যগুলির জন্য উচ্চ-মানের ফলাফল নিশ্চিত করে।.
অতিরিক্ত ইনজেকশন চাপের কারণে ছোট ছোট শট নেওয়া হয়।.মিথ্যা
ইনজেকশনের চাপ বেশি নয়, বরং অপর্যাপ্ত চাপের কারণে ছোট ছোট শট নেওয়া হয়।.
পাতলা-দেয়ালযুক্ত পণ্যগুলিতে ছোট শটের ঝুঁকি বেশি থাকে।.সত্য
পাতলা-দেয়ালযুক্ত পণ্যগুলি উচ্চ প্রতিরোধের কারণে ছোট শটের ঝুঁকিতে থাকে।.
ছাঁচনির্মাণের সময় ফ্ল্যাশ দেখা দেয় কেন?
তোমার ছাঁচে ঢালাই করা যন্ত্রাংশে কেন বারবার সেই বিরক্তিকর ফ্ল্যাশ দেখা যাচ্ছে, তা জানতে আগ্রহী? আমিও এই অভিজ্ঞতাটি অনুভব করেছি, এটা নিয়ে বিভ্রান্ত।.
ছাঁচনির্মাণের সময় ঝলকানি দেখা দেয় যখন অত্যধিক চাপ উপাদানটিকে ছাঁচের কিনারা অতিক্রম করে ঠেলে দেয়। উচ্চ চাপ প্রায়শই ছাঁচের সামর্থ্যের চেয়ে বেশি হয়ে যায়, যার ফলে উপাদানটি ছড়িয়ে পড়ে।.

ইনজেকশন ছাঁচনির্মাণে ফ্ল্যাশ বোঝা
কল্পনা করুন আপনি কুকিজ বেক করছেন। আপনি ময়দা গড়িয়ে কাটার ব্যবহার করে আকৃতি দেন, কিন্তু কিছু ময়দা সবসময় কিনারা পেরিয়ে বেরিয়ে যায়। ছাঁচনির্মাণে ফ্ল্যাশ একইভাবে কাজ করে। ফ্ল্যাশ বলতে ছাঁচনির্মাণ করা টুকরোর সীমানা বরাবর অতিরিক্ত উপাদান ছড়িয়ে পড়াকে বোঝায়। এই ওভারফ্লো ঘটে যখন ইনজেকশন চাপ খুব বেশি হয়ে যায় এবং ছাঁচের বিভাজন পৃষ্ঠ থেকে প্লাস্টিক গলিত 3
আমি কয়েকটি সাধারণ কারণে এটি লক্ষ্য করেছি:
-
ছাঁচের ক্ল্যাম্পিং বল: চিনাবাদামের মাখন যাতে চেপে বেরিয়ে না আসে তার জন্য দুটি পাউরুটির টুকরো শক্ত করে চেপে ধরার কথা ভাবুন। গলিত পদার্থের চাপ সামলাতে ছাঁচের জন্য একটি শক্তিশালী ক্ল্যাম্পিং বল প্রয়োজন। অপর্যাপ্ত বল মানে ছাঁচের অংশগুলি স্থানান্তরিত হতে পারে, যার ফলে উপাদানগুলি ফাঁক দিয়ে বেরিয়ে যেতে পারে।
-
ইনজেকশনের চাপ: এটিকে প্রেসার কুকারের মতো ধরুন - অতিরিক্ত চাপের ফলে জিনিসগুলি অপ্রত্যাশিতভাবে বেরিয়ে আসে। ঝলকানি এড়াতে এবং ছাঁচের গহ্বর সম্পূর্ণরূপে পূরণ করার জন্য এই চাপের ভারসাম্য বজায় রাখা অত্যন্ত গুরুত্বপূর্ণ।
ফ্ল্যাশের ক্ষেত্রে অবদান রাখার কারণগুলি
-
ছাঁচ নকশা: ছাঁচ নকশা একটি গুরুত্বপূর্ণ ভূমিকা পালন করে। দুর্বল ক্ল্যাম্পিং বল বা ভুলভাবে সারিবদ্ধ অংশ সহ দুর্বলভাবে তৈরি ছাঁচগুলি ঝলসে যাওয়ার ঝুঁকিতে থাকে। নকশাটি সমান চাপ এবং সঠিক সারিবদ্ধকরণ তৈরি করা উচিত।
ফ্যাক্টর বিবরণ ছাঁচ বিভাজন লাইন একটি অসম বা ক্ষতিগ্রস্ত বিভাজন রেখা উপাদানের পলায়নের দিকে পরিচালিত করতে পারে।. স্লাইডার/ইজেক্টর পিন গ্যাপস সঠিকভাবে সিল না করলে, উপাদানগুলি ফাঁক দিয়ে প্রবাহিত হতে পারে।. -
উপাদানের বৈশিষ্ট্য: চাপের অধীনে উপাদানগুলি ভিন্নভাবে প্রসারিত হয়, যেমন কিছু লোকের অন্যদের তুলনায় বেশি জায়গার প্রয়োজন হয়। এই সম্প্রসারণ বৈশিষ্ট্যগুলি ছাঁচের সেটিংস সামঞ্জস্য করতে সহায়তা করে ।
ছাঁচনির্মাণে ফ্ল্যাশ প্রশমিত করা
ফ্ল্যাশ মোকাবেলা করার জন্য, নির্মাতারা সম্ভবত:
- ক্ল্যাম্পিং ফোর্স অপ্টিমাইজ করুন: পর্যাপ্ত ক্ল্যাম্পিং ফোর্স প্রদান করলে বিভাজন লাইনে ফাঁক তৈরি হয় না।
- ইনজেকশন চাপ সামঞ্জস্য করুন: ইনজেকশন চাপ পরিবর্তন করলে উপাদানের প্রবাহ বজায় থাকে, ওভারফ্লো হ্রাস পায়।
- নিয়মিত রক্ষণাবেক্ষণ: যেমন আপনি গাড়ির তেল পরিবর্তন এড়িয়ে যাবেন না, তেমনি নিয়মিত ছাঁচ পরীক্ষা এবং মেরামত ক্ষয় এবং ছিঁড়ে যাওয়া বন্ধ করে, ফ্ল্যাশ গঠনের ঝুঁকি কমায়।
এই বিষয়গুলি বোঝা ছাঁচনির্মাণ প্রক্রিয়ার উপর আরও ভাল নিয়ন্ত্রণ প্রদান করে, ফ্ল্যাশের মতো কম ত্রুটি সহ উচ্চমানের উৎপাদন নিশ্চিত করে। ইনজেকশন প্যারামিটার 5 এই ধরনের সমস্যাগুলিকে অনেকাংশে হ্রাস করে। সবকিছু সুচারুভাবে চালানো নিখুঁত কুকিজ বেক করার মতোই সন্তোষজনক!
ছাঁচের ক্ল্যাম্পিং বল অপর্যাপ্ত হলে ফ্ল্যাশ ঘটে।.সত্য
অপর্যাপ্ত ক্ল্যাম্পিং বল উপাদানটিকে বেরিয়ে যেতে দেয়, যার ফলে ঝলকানি হয়।.
নিয়মিত রক্ষণাবেক্ষণ ছাঁচনির্মাণে ফ্ল্যাশের ঘটনা বৃদ্ধি করে।.মিথ্যা
নিয়মিত রক্ষণাবেক্ষণের ফলে ক্ষয়ক্ষতি কম হয়, ফলে ফ্ল্যাশের ক্ষতি কম হয়।.
সঙ্কোচন চিহ্ন কীভাবে বিকশিত হয়?
আপনি কি কখনও ভেবে দেখেছেন কেন কিছু পণ্য ততটা স্টাইলিশ দেখায় না যতটা হওয়া উচিত? আসুন একসাথে ইনজেকশন ছাঁচনির্মাণে সংকোচনের চিহ্নের অদ্ভুত জগৎটি অন্বেষণ করি।.
ঠান্ডা করার সময় পর্যাপ্ত ইনজেকশন চাপ না থাকলে সঙ্কোচনের চিহ্ন তৈরি হয়। এটি উপাদানটিকে সঙ্কোচনশীল স্থানগুলি সঠিকভাবে পূরণ করতে বাধা দেয়। এই চিহ্নগুলি প্রায়শই পণ্যের ঘন অংশ বা জটিল নকশার কাছে দেখা যায়।.

সঙ্কুচিত চিহ্নের কারণ
সঙ্কুচিত চিহ্নগুলি আসলেই প্রতিটি ডিজাইনারকে বিরক্ত করে। কল্পনা করুন একটি নিখুঁত জিনিস তৈরি করছেন, কিন্তু তারপরে আপনি সেই ছোট ছোট ছিদ্রগুলি দেখতে পান যা এর মসৃণ পৃষ্ঠকে নষ্ট করে দিচ্ছে। এটি একটি নতুন গাড়িতে একটি স্ক্র্যাচ খুঁজে পাওয়ার মতো মনে হয়। এই চিহ্নগুলির কারণ কী? সাধারণত, ঠান্ডা করার সময় ইনজেকশন চাপ খুব কম থাকে। উপাদানটিতে সঙ্কুচিত জায়গাগুলি পূরণ করার জন্য যথেষ্ট শক্তির অভাব থাকে।.
অপর্যাপ্ত ইনজেকশন চাপ
অসম দেয়াল দিয়ে ছাঁচ ভরাট করার কথা ভাবুন। কিছু জায়গা পাতলা, কিছু পুরু। সঠিক চাপ না থাকলে, মোটা অংশ ঠান্ডা হয় এবং সঙ্কুচিত হয়, ফাঁক রেখে যায়। থার্মোপ্লাস্টিকের ক্ষেত্রে আমি এটি দেখেছি যেখানে একটি ছোট ভুল সঙ্কুচিত হয়। এই বিস্তারিত নির্দেশিকা 6- উপাদানের আচরণ সম্পর্কে আরও জানুন।
পণ্য নকশার প্রভাব
নকশার একটি গুরুত্বপূর্ণ ভূমিকা রয়েছে। পুরু দেয়াল বা বিস্তারিত নকশা প্রায়শই সংকোচনের চিহ্ন তৈরি করে। আমি ৩ মিমি-এর বেশি পুরু দেয়ালের একটি প্রকল্পে কাজ করেছি; সংকোচনের সম্ভাবনা অবিশ্বাস্যভাবে বেশি ছিল।.
-
দেয়ালের পুরুত্বের তারতম্য
বিভিন্ন ধরণের দেয়ালের বেধ সংকোচনের উপর কীভাবে প্রভাব ফেলে তা দেখানো একটি সারণী:
প্রাচীরের পুরুত্ব (মিমি) সংকোচনের সম্ভাবনা < 1.0 কম 1.0 – 3.0 মাঝারি > 3.0 উচ্চ -
কাঠামোগত বৈশিষ্ট্য
পাঁজর এবং কলামগুলি প্রয়োজনীয় তবে সংকোচনের সম্ভাবনা বাড়িয়ে তুলতে পারে। প্রয়োজনীয় নকশা নীতি 7 এই প্রভাবগুলি হ্রাস করতে সহায়তা করে।
ইনজেকশন ছাঁচনির্মাণ পরামিতি
চাপ এবং গতি সমন্বয়
চাপ এবং গতি সমন্বয় অত্যন্ত গুরুত্বপূর্ণ। আমি নিম্নচাপ থেকে ছোট ছোট ছবি দেখেছি - এটি একটি বড় শিক্ষণীয় মুহূর্ত যা নিম্নচাপ তৈরি করেছিল, পণ্যটিকে অকেজো করে তুলেছিল, বিশেষ করে পাতলা-দেয়ালের নকশাগুলিতে।
- শর্ট শট : যখন ছাঁচটি পর্যাপ্ত উপাদান পায় না, তখন এটি ঘটে, যার ফলে অংশগুলি ফাঁপা হয়ে যায়। আমি জটিল নকশার সাথে এটির মুখোমুখি হয়েছি; এটি একটি অবিস্মরণীয় শিক্ষা ছিল।
- ফ্ল্যাশ : অত্যধিক চাপের ফলে ওভারফ্লো হয়, অতিরিক্ত বিটগুলি ছাঁটাই করতে থাকে।
পর্যবেক্ষণ এবং নিয়ন্ত্রণ কৌশল
সিমুলেশন টুল 8 ব্যবহার করে আধুনিক উৎপাদনে রিয়েল-টাইম সেন্সরগুলি আদর্শ , যা সংকোচনের পূর্বাভাসের জন্য একটি জাদুকরী পূর্বাভাসের মতো মনে হয়েছিল।
- সিমুলেশন টুলস : উৎপাদনের আগে সংকোচনের পূর্বাভাস দেওয়ার জন্য অপরিহার্য, যা নকশা সমন্বয়ের অনুমতি দেয়।
- প্রেসার সেন্সর : এগুলি কার্যকরভাবে প্রেসার সেটিংস ঠিক করার জন্য গুরুত্বপূর্ণ তথ্য সরবরাহ করে।
এই বিষয়গুলি পরিচালনা করলে পণ্যের গুণমান এবং কর্মক্ষমতা উন্নত করার উপর মনোযোগ দিয়ে সংকোচনের চিহ্নগুলি সত্যিই কমানো যেতে পারে। আমি ব্যক্তিগতভাবে দুর্দান্ত উন্নতি দেখেছি।.
অপর্যাপ্ত ইনজেকশন চাপের কারণে সঙ্কোচনের চিহ্ন দেখা দেয়।.সত্য
কম ইনজেকশন চাপ উপাদান সংকোচনের ক্ষতিপূরণ দিতে ব্যর্থ হয়।.
পাতলা দেয়াল সংকোচনের চিহ্নের ঝুঁকি বাড়ায়।.মিথ্যা
পাতলা নয়, বরং পুরু দেয়ালগুলিতে সংকোচনের চিহ্ন বেশি থাকে।.
প্লাস্টিক পণ্যে ঢালাইয়ের চিহ্নের কারণ কী?
তুমি কি কখনও ভেবে দেখেছো কেন তোমার নতুন প্লাস্টিকের জিনিসপত্রে এই বিরক্তিকর ওয়েল্ড লাইনগুলো দেখা যায়?
প্লাস্টিকের জিনিসপত্রে ঢালাইয়ের চিহ্ন সাধারণত ছাঁচনির্মাণের সময় কম চাপ থেকে আসে। ধীর গলিত প্রবাহ ঘটে। যেখানে উপকরণ মিলিত হয় সেখানে খারাপ ফিউশন ঘটে। এর ফলে কুৎসিত ওয়েল্ড লাইন তৈরি হয়। এই লাইনগুলি সম্ভবত পণ্যটিকে দুর্বল করে দেয়।.

ঢালাইয়ের চিহ্ন বোঝা
আমার মনে আছে, প্রথমবার যখন আমি কিছু প্লাস্টিকের কেসিংয়ের উপর ঢালাইয়ের দাগ লক্ষ্য করেছিলাম, তখন আমি নতুন ফোনের স্ক্রিনে ফাটল ধরার মতো অনুভব করেছিলাম - খুবই হতাশাজনক। এই চিহ্নগুলি প্লাস্টিকের উপর রেখা হিসেবে দেখা যায় যেখানে ছাঁচনির্মাণের সময় গলিত প্রবাহ মিলিত হয়। এগুলি সত্যিই সমস্যা তৈরি করে, কেবল নান্দনিক মানের বরং পণ্যটিকে দুর্বল করেও দেয় ।
ঢালাই চিহ্নের কারণ
১. অনুপযুক্ত ইনজেকশন চাপ
ছাঁচনির্মাণে আমার প্রথম শিক্ষাগুলির মধ্যে একটি ছিল ইনজেকশন চাপের বড় ভূমিকা সম্পর্কে। ট্যাপ থেকে ধীর গতিতে জলের বেলুন ভর্তি করার ছবি তুলুন; কম চাপে বেলুনটি খুব একটা ভরে না। একইভাবে, ছাঁচে কম চাপের অর্থ হল গলে যাওয়া ধীরে ধীরে প্রবাহিত হয়। এটি মিলনের স্থানে ঠিকভাবে সংযুক্ত হয় না, যার ফলে বিরক্তিকর ঢালাইয়ের চিহ্ন তৈরি হয়।.
| চাপ | গলে যাওয়ার উপর প্রভাব |
|---|---|
| খুব কম | ধীর প্রবাহ, দুর্বল সংযোজন |
| সর্বোত্তম | মসৃণ প্রবাহ, সম্পূর্ণ সংমিশ্রণ |
| খুব বেশি | অন্যান্য ত্রুটির সম্ভাবনা ১০ |
এই ভারসাম্য রান্নার ক্ষেত্রে নিখুঁত ভারসাম্য খুঁজে পাওয়ার মতো - একটু বেশি বা খুব কম হলেই ব্যাচ নষ্ট হয়ে যেতে পারে। গলিত পদার্থের জন্য পর্যাপ্ত শক্তির প্রয়োজন হয় যাতে অন্য কোনও সমস্যা না ঘটে।.
2. উপাদানের বৈশিষ্ট্য এবং নকশা
সময়ের সাথে সাথে আমি শিখেছি যে প্লাস্টিকের ধরণ এবং ছাঁচের নকশা অত্যন্ত গুরুত্বপূর্ণ - যেমন একটি রেসিপির গোপন উপাদান। এগুলিই চূড়ান্ত ফলাফল নির্ধারণ করতে পারে। কিছু উপকরণ স্বাভাবিকভাবেই তাদের প্রবাহ বৈশিষ্ট্যের কারণে ওয়েল্ড লাইন তৈরি করে। এছাড়াও, গেটের অবস্থান এবং দেয়ালের পুরুত্ব 11 এই লাইনগুলি কীভাবে প্রদর্শিত হয় তা প্রভাবিত করে।
৩. তাপমাত্রার তারতম্য
তাপমাত্রাও একটা বড় ভূমিকা পালন করে। কল্পনা করুন দুটি ডিম রান্না করা হচ্ছে: একটি উচ্চ তাপে এবং একটি কম তাপে - দুটোই অসম্পূর্ণভাবে রান্না হয়েছে। একইভাবে, যদি ছাঁচে তাপমাত্রা সামঞ্জস্যপূর্ণ না থাকে, তাহলে গলে যাওয়া অংশগুলি অসমভাবে ঠান্ডা হতে পারে। এর ফলে অসম্পূর্ণ ফিউশন এবং সেই ভয়ঙ্কর ঢালাইয়ের চিহ্ন দেখা দেয়।.
ছাঁচ এবং গলানোর তাপমাত্রা সঠিক রাখলে অনেক সমস্যার সমাধান হয়, যার ফলে পুরো প্রক্রিয়া চলাকালীন গলে যাওয়া পদার্থটি সর্বোত্তমভাবে তরল থাকে।.
ঢালাই চিহ্নের সমস্যা সমাধান
ঢালাইয়ের চিহ্নগুলি মোকাবেলা করা আমার জন্য একটি পরীক্ষা-নিরীক্ষার যাত্রা ছিল:
- সঠিক ইনজেকশন চাপ খুঁজে বের করা - খুব কম এবং খুব বেশি চাপের মধ্যে ভারসাম্য বজায় রাখা - গুরুত্বপূর্ণ।.
- সিমুলেশন সফটওয়্যার সত্যিই প্রবাহের ধরণ বিশ্লেষণে সাহায্য করেছে; এটি নকশায় সমন্বয় সাধন করতে সাহায্য করে।.
- ছাঁচনির্মাণের সময় সমান তাপমাত্রা বজায় রাখা সুষম গলিত প্রবাহের জন্য অত্যন্ত গুরুত্বপূর্ণ।.
এই বিষয়গুলি আয়ত্ত করার মাধ্যমে, আমি ঢালাইয়ের চিহ্ন উল্লেখযোগ্যভাবে হ্রাস করেছি, নান্দনিকতা এবং শক্তি উভয় চাহিদা পূরণের জন্য পণ্যের মান উন্নত করেছি। একটি মসৃণ ইলেকট্রনিক ডিভাইস হোক বা একটি শক্তিশালী গাড়ির যন্ত্রাংশ, প্রতিটি চ্যালেঞ্জ সমাধান করা আমার ছাঁচনির্মাণ যাত্রায় একটি ব্যক্তিগত জয়ের মতো মনে হয়।.
অনুপযুক্ত ইনজেকশন চাপের কারণে ঢালাইয়ের দাগ পড়ে।.সত্য
নিম্নচাপের ফলে গলিত প্রবাহ ধীর হয়ে যায়, যার ফলে দুর্বল ফিউশন এবং চিহ্ন তৈরি হয়।.
ঢালাই চিহ্ন পণ্যের শক্তি উন্নত করে।.মিথ্যা
ঢালাইয়ের চিহ্নগুলি দুর্বল ফিউশন নির্দেশ করে, যা সম্ভাব্যভাবে পণ্যটিকে দুর্বল করে তোলে।.
ছাঁচনির্মাণে জেট মার্ক এবং বুদবুদ কেন বারবার দেখা যাচ্ছে?
ছাঁচে তৈরি জিনিসপত্রে বিরক্তিকর জেট চিহ্ন এবং বুদবুদ কেন দেখা যায় তা কি কখনও ভেবে দেখেছেন? ছাঁচে তৈরি পণ্যগুলিতে প্রায়শই এই ত্রুটিগুলি থাকে। আসুন ছাঁচে তৈরির গোপন রহস্যগুলি অন্বেষণ করি এবং এই সাধারণ সমস্যাগুলি কীভাবে সমাধান করা যায় তা খুঁজে বের করি।.
ইনজেকশনের চাপ এবং গতি যখন প্লাস্টিককে খুব দ্রুত ছাঁচে ঠেলে দেয় তখন জেট চিহ্ন দেখা দেয়। একই সময়ে, গলে যাওয়া পদার্থে বাতাস আটকে গেলে বুদবুদ বের হয়। ভুল চাপের কারণে এটি ঘটে। ফলস্বরূপ পণ্যটি দুর্বল হয়ে পড়ে। অখণ্ডতা ক্ষতিগ্রস্ত হয়।.

জেট মার্কস বোঝা
যারা ছাঁচনির্মাণে নিখুঁততাকে মূল্য দেয় তাদের জন্য জেট চিহ্নগুলি সমস্যা তৈরি করে। আমি যখন প্রথমবার এগুলো দেখেছিলাম তখন মনে হয়েছিল; মনে হয়েছিল যেন একটি ছোট, ছিমছাম সাপ আমার সুন্দর সৃষ্টিকে নষ্ট করে দিয়েছে। ইনজেকশন চাপ 12 খুব বেশি হলে এই সাপের মতো চিহ্নগুলি দেখা যায়। প্লাস্টিকটি খুব দ্রুত ছাঁচে প্রবেশ করে। আগুনের নল দিয়ে একটি জলের বেলুন পূরণ করার চেষ্টা করার ছবি দেখুন! এই দ্রুত প্রবাহ পণ্যের পৃষ্ঠে প্যাটার্ন রেখে যায়। আপনি কসমেটিক প্যাকেজিং 13 বা নিখুঁত দেখতে খেলনার মতো জিনিসগুলির জন্য এটি চাইবেন না।
| জেট মার্কের ক্ষেত্রে অবদান রাখার কারণগুলি | বিবরণ |
|---|---|
| উচ্চ ইনজেকশন গতি | প্লাস্টিক গলে যাওয়ার দ্রুত প্রবাহ ঘটায় |
| অতিরিক্ত চাপ | বল গলে ছাঁচে পরিণত হয় |
ছাঁচনির্মাণে বুদবুদগুলি ডিকোড করা
বুদবুদ একটি নিখুঁত জিনিস নষ্ট করে দিতে পারে। একটি প্রকল্প দেখে মনে হচ্ছিল বুদবুদের কারণে চিকেনপক্স হয়েছে। প্লাস্টিকের মধ্যে বাতাস আটকে গেলে এগুলি তৈরি হয়। কম চাপের কারণে ধীর গতিতে প্রবাহিত হয়, বাতাস আটকে যায়, যখন খুব উচ্চ চাপের কারণে গলে যাওয়ার গতি কমে যায়।.
| বুদবুদের কারণ | পণ্যের উপর প্রভাব |
|---|---|
| কম ইনজেকশন চাপ | ধীর প্রবাহ; বাতাস আটকে যাওয়া |
| উচ্চ ইনজেকশন চাপ | দ্রুত প্রবাহ; বায়ু প্রবেশ |
বুদবুদ কেবল চেহারার বিষয় নয়। এগুলি গর্ত বা পৃষ্ঠের সমস্যা সৃষ্টি করতে পারে যেমন স্ফীতি এবং গর্ত, যা পণ্যের শক্তি এবং ঘনত্বকে দুর্বল করে দেয়।.
অন্যান্য সম্পর্কিত সমস্যা
- শর্ট শট (পর্যাপ্ত ভর্তি নেই): কল্পনা করুন আপনি একটি ওয়াফেল আয়রনে ব্যাটার ঢালছেন কিন্তু আপনার ওয়াফেলের মধ্যে ফাঁক খুঁজে পাচ্ছেন। ইনজেকশনের চাপ খুব কম হলে ফাঁক দেখা দেয়, যার ফলে ছাঁচের কিছু অংশ খালি থাকে। পাতলা দেয়াল বা জটিল নকশাযুক্ত পণ্যের জন্য এটি সত্যিই খারাপ।
- ফ্ল্যাশ (ওভারফ্লো): ফ্ল্যাশ আমাকে প্রথমে কুকি কাটার থেকে কুকির ময়দা ছিটকে পড়ার কথা মনে করিয়ে দিল। এটা নোংরা এবং সত্যিই বিরক্তিকর! এটি ঘটে যখন খুব বেশি ইনজেকশন চাপ ছাঁচের ক্ল্যাম্পিং বলকে অতিক্রম করে, যার ফলে উপাদান উপচে পড়ে।
- সঙ্কোচনের চিহ্ন: ঠান্ডা চাপ কম থাকলে সাধারণত পুরু অংশের কাছে এগুলি দেখা যায়, যা চেহারা এবং কার্যকারিতা উভয়ই নষ্ট করে দেয়। এটি এমন একটি কেক থাকার মতো যা মাঝখানে ডুবে যায় - যখন একটি ত্রুটিহীন ফিনিশের প্রয়োজন হয় তখন হতাশাজনক।
- ঢালাইয়ের চিহ্ন: কম চাপের কারণে যখন গলিত স্রোতগুলি সঠিকভাবে সংযুক্ত না হয় তখন এগুলি দেখা দেয়, যার ফলে লাইন তৈরি হয় যা পণ্যটিকে দুর্বল করে দেয়। যেসব জিনিসের জন্য শক্তিশালী প্রয়োজন, যেমন টুল হ্যান্ডেল, সেগুলিতে এটি একটি গুরুতর ত্রুটি।
উৎপাদন সেটিংস সামঞ্জস্য করতে এবং উচ্চ পণ্যের গুণমান অর্জনের জন্য এই সাধারণ ছাঁচনির্মাণ সমস্যাগুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ। ছাঁচ নকশা কৌশল 14 এবং সুনির্দিষ্ট সমন্বয় করা সম্ভবত ইনজেকশন ছাঁচনির্মাণের কাজে এই সমস্যাগুলি কমাতে সাহায্য করে।
কম ইনজেকশন চাপের কারণে জেট চিহ্ন তৈরি হয়।.মিথ্যা
জেট মার্কগুলি উচ্চ ইনজেকশন চাপের কারণে ঘটে, কম নয়।.
বুদবুদগুলি নিম্ন এবং উচ্চ উভয় চাপ থেকেই তৈরি হতে পারে।.সত্য
নিম্ন এবং উচ্চ উভয় চাপই বাতাসকে আটকে রাখতে পারে, যার ফলে বুদবুদ তৈরি হয়।.
উপসংহার
ছাঁচনির্মাণে অনুপযুক্ত ইনজেকশন চাপ সমন্বয়ের ফলে ছোট শট, ফ্ল্যাশ, সংকোচনের চিহ্ন, ঢালাইয়ের চিহ্ন, জেট চিহ্ন এবং বুদবুদের মতো ত্রুটি দেখা দিতে পারে, যা পণ্যের গুণমান এবং কার্যকারিতাকে প্রভাবিত করে।.
-
এই লিঙ্কটি ইনজেকশন ছাঁচনির্মাণের সময় কীভাবে ছোট শট নেওয়া হয় তার অন্তর্দৃষ্টি প্রদান করে।. ↩
-
আপনার ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া উন্নত করার এবং ত্রুটিগুলি কমানোর কৌশলগুলি শিখুন।. ↩
-
ফ্ল্যাশের ঘটনা আরও ভালোভাবে বুঝতে ছাঁচনির্মাণের সময় প্লাস্টিক গলে যাওয়ার আচরণ কীভাবে হয় তা জানুন।. ↩
-
সম্প্রসারণ বোঝা ফ্ল্যাশের মতো ত্রুটি প্রতিরোধ করতে ছাঁচগুলিকে সামঞ্জস্য করতে সাহায্য করে।. ↩
-
পরামিতিগুলি অপ্টিমাইজ করা মানসম্পন্ন উৎপাদন নিশ্চিত করে এবং ফ্ল্যাশের মতো ত্রুটিগুলি কমিয়ে আনে।. ↩
-
সংকোচন কমাতে বিভিন্ন চাপের মধ্যে বিভিন্ন উপকরণ কীভাবে আচরণ করে সে সম্পর্কে অন্তর্দৃষ্টি অর্জন করুন।. ↩
-
কীভাবে চিন্তাশীল নকশা সংকোচন-সম্পর্কিত ত্রুটিগুলি প্রতিরোধ করতে পারে তা জানুন।. ↩
-
রিয়েল-টাইম পর্যবেক্ষণ কীভাবে উৎপাদনে ত্রুটি প্রতিরোধকে উন্নত করে তা আবিষ্কার করুন।. ↩
-
প্লাস্টিক পণ্যের চাক্ষুষ আকর্ষণকে ঢালাইয়ের চিহ্ন কীভাবে প্রভাবিত করে তা অন্বেষণ করুন।. ↩
-
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণের সময় ঘটতে পারে এমন অন্যান্য ত্রুটি সম্পর্কে জানুন।. ↩
-
দেয়ালের পুরুত্ব ছাঁচের নকশা এবং ত্রুটির উপস্থিতিকে কীভাবে প্রভাবিত করে তা বুঝুন।. ↩
-
এই লিঙ্কটি অন্বেষণ করলে আপনি বুঝতে পারবেন কিভাবে অতিরিক্ত চাপ প্লাস্টিকের প্রবাহকে প্রভাবিত করে এবং জেট চিহ্ন তৈরি করে।. ↩
-
এই লিঙ্কটি জেট মার্ক কীভাবে প্রসাধনীর মতো নান্দনিক পণ্যগুলিকে প্রভাবিত করে তা তুলে ধরে, ত্রুটি ব্যবস্থাপনার অন্তর্দৃষ্টি প্রদান করে।. ↩
-
জেট মার্ক এবং বুদবুদের মতো সাধারণ ছাঁচনির্মাণ ত্রুটিগুলি কমাতে সাহায্য করে এমন কার্যকর নকশা কৌশল আবিষ্কার করুন।. ↩