

ইনজেকশন মোল্ডেড জিনিসপত্রের সংকোচন নিয়ে কি আপনি কখনও হতাশ বোধ করেছেন? অনেক নির্মাতা এই চ্যালেঞ্জের সম্মুখীন হন। এটি চূড়ান্ত পণ্যের গুণমান এবং আকারকে প্রভাবিত করে।.
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে সংকোচন পরিচালনা করতে, মাত্রিক স্থিতিশীলতা বৃদ্ধি করতে এবং কার্যকরভাবে ত্রুটিগুলি হ্রাস করতে প্রক্রিয়া সেটিংস অপ্টিমাইজ করুন, ছাঁচগুলি পুনরায় ডিজাইন করুন, অথবা বিকল্প উপকরণ ব্যবহার করুন।.
এই প্রথম টিপসগুলি সংকোচন নিয়ন্ত্রণের জন্য একটি ভালো সূচনা প্রদান করে। প্রতিটি পদ্ধতি আরও নিবিড়ভাবে অন্বেষণ করলে আপনার উৎপাদন লাইন উন্নত করার জন্য অতিরিক্ত কৌশলগুলি আবিষ্কার করা যেতে পারে। এই গভীরভাবে পর্যবেক্ষণ করলে সম্ভবত আপনার উৎপাদন প্রক্রিয়া থেকে দুর্দান্ত ফলাফল পাওয়া যাবে।.
প্লাস্টিকের উপকরণ পরিবর্তন করলে ছাঁচে তৈরি পণ্যের সংকোচন কমে।.সত্য
বিভিন্ন তাপীয় বৈশিষ্ট্যের কারণে বিভিন্ন প্লাস্টিক ব্যবহার সংকোচনের উপর প্রভাব ফেলতে পারে।.
ছাঁচের গঠন উপেক্ষা করলে সংকোচনের সমস্যায় কোনও প্রভাব পড়ে না।.মিথ্যা
ছাঁচের নকশা উপাদানের প্রবাহ এবং শীতলকরণকে প্রভাবিত করে, সংকোচনকে প্রভাবিত করে।.
ইনজেকশন ছাঁচনির্মাণে সংকোচন কীভাবে কমানো যায়?
ইনজেকশন মোল্ডিংয়ের সঙ্কোচন যখন আপনার সুনির্দিষ্ট নকশা নষ্ট করে দেয়, তখন কি আপনি কখনও সেই জ্বালা অনুভব করেছেন?
ইনজেকশন ছাঁচনির্মাণে সংকোচন কমানোর জন্য গুরুত্বপূর্ণ সেটিংস সামঞ্জস্য করা প্রয়োজন। এর মধ্যে রয়েছে ধারণ চাপ, ইনজেকশনের গতি, গলে যাওয়ার তাপমাত্রা এবং ছাঁচের তাপমাত্রা। ছাঁচের গঠন উন্নত করা উচিত। কম সংকোচনশীল উপকরণ নির্বাচন করা সত্যিই পণ্যের গুণমানকে সহায়তা করে। এই পদক্ষেপটি গুরুত্বপূর্ণ।.

ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া সেটিংস সামঞ্জস্য করুন
ধরে রাখার চাপ এবং সময় বৃদ্ধি করুন
আমার ক্যারিয়ারের শুরুতে, বেশ কিছু পণ্য আমার প্রত্যাশার চেয়ে বেশি সঙ্কুচিত হয়েছিল। ধরে রাখার চাপ খুব কম ছিল। আমি এটিকে ৫০% থেকে বাড়িয়ে প্রায় ৬০% ইনজেকশন চাপে পরিণত করেছি। আরও কয়েক সেকেন্ড যোগ করাও সাহায্য করেছে। এই ছোট পরিবর্তনটি পণ্যের আকারকে অনেক উন্নত করেছে। এটি একটি ছোটখাটো সমন্বয় ছিল কিন্তু এর প্রভাব ছিল বিশাল।.
ইনজেকশনের গতি এবং গলিত তাপমাত্রা সামঞ্জস্য করুন
আমি ভেবেছিলাম দ্রুত ইনজেকশন দেওয়া ভালো, যতক্ষণ না আমি বুঝতে পারলাম যে এটা ঠিক নয়। ধীরে ধীরে ইনজেকশনের গতি কমিয়ে দিলে গর্তটি মসৃণভাবে পূরণ হতে সাহায্য করে, চাপের পার্থক্য এবং সংকোচন হ্রাস পায়। গলে যাওয়া তাপমাত্রা 1 কিছুটা বাড়ানোও সাহায্য করে, বিশেষ করে স্ফটিক প্লাস্টিকের ক্ষেত্রে। এই ভারসাম্য শেখার জন্য অনেক চেষ্টা-তদন্ত করতে হয়েছে।
ছাঁচের তাপমাত্রা অপ্টিমাইজ করুন
ছাঁচের তাপমাত্রা গুরুত্বপূর্ণ। যদি এটি খুব গরম বা খুব ঠান্ডা হয়, তবে এটি ভাল নয়। পাতলা-দেয়ালযুক্ত নকশার জন্য, তাপমাত্রা 30℃ থেকে 40℃-50℃ পর্যন্ত বৃদ্ধি করলে দক্ষতা হ্রাস না করেই সংকোচন নিয়ন্ত্রণ করা সম্ভব হয়েছিল। সবকিছু ঠিকঠাক কাজ করে এমন নিখুঁত জায়গা খুঁজে পেতে পরীক্ষা-নিরীক্ষা করতে হয়েছিল।.
ছাঁচের গঠন পরিবর্তন করুন
গেটের আকার বা সংখ্যা বাড়ান
আমি একটি কঠিন অংশের জন্য একটি ছাঁচ পুনরায় ডিজাইন করেছি, গেটের আকার 0.8 মিমি থেকে প্রায় 1.2 মিমি পর্যন্ত বাড়িয়েছি এবং বৃহত্তর অংশের জন্য আরও গেট যুক্ত করেছি, যার ফলে প্রবাহ নাটকীয়ভাবে উন্নত হয়েছে, সমান বিতরণ নিশ্চিত হয়েছে এবং সংকোচন হ্রাস পেয়েছে।.
| প্যারামিটার | প্রাথমিক সেটিং | অপ্টিমাইজ করা সেটিং |
|---|---|---|
| গেটের ব্যাস | ০.৮ মিমি | ১.২ মিমি |
কুলিং সিস্টেমটি অপ্টিমাইজ করুন
আমার প্রকল্পগুলিতে অসম শীতলতা একটি সমস্যা ছিল। আমি কুলিং চ্যানেল লেআউট পরিবর্তন করেছি, পুরু-দেয়ালের অংশগুলিতে সেগুলিকে আরও কাছাকাছি এনেছি। কনফর্মাল কুলিং প্রযুক্তি 2 সবকিছুকে ধারাবাহিকভাবে ঠান্ডা রেখে এবং অসঙ্গতি কমিয়ে অনেক সাহায্য করেছে।
প্লাস্টিকের উপকরণ পরিবর্তন করুন অথবা সূত্রটি সামঞ্জস্য করুন
কম সংকোচনশীল উপকরণ নির্বাচন করুন
উপকরণ পরিবর্তন করা কঠিন ছিল কিন্তু কিছু নির্দিষ্ট অংশের জন্য পলিপ্রোপিলিন থেকে পলিস্টাইরিনে (PS) স্থানান্তরের ফলে সংকোচন উল্লেখযোগ্যভাবে হ্রাস পেয়েছিল। কখনও কখনও, ফিলারের পরিমাণ সামঞ্জস্য করা বা কাচের পুঁতি যোগ করা রূপান্তরকারী ছিল, সংকোচনের চ্যালেঞ্জগুলিকে সাফল্যে পরিণত করেছিল।.
এই পরিবর্তন এবং কিছু পরীক্ষা-নিরীক্ষার মাধ্যমে, সংকোচন উল্লেখযোগ্যভাবে হ্রাস পেয়েছে, পণ্যের মান উন্নত করেছে এবং একই সাথে শিল্পে দক্ষতা অর্জনে সন্তুষ্টি এনেছে।.
ধরে রাখার চাপ বৃদ্ধি করলে সংকোচন হ্রাস পায়।.সত্য
উচ্চ ধারণ চাপের ফলে গহ্বরে আরও প্লাস্টিক প্রবেশ করতে পারে, যা সংকোচন হ্রাস করে।.
ছাঁচের তাপমাত্রা কম থাকলে সংকোচন বৃদ্ধি পায়।.সত্য
কম ছাঁচের তাপমাত্রা শীতলকরণকে ত্বরান্বিত করে, যার ফলে সংকোচন বৃদ্ধি পায়।.
ছাঁচের গঠন পরিবর্তন করলে সঙ্কোচন কমাতে কীভাবে সাহায্য করতে পারে?
ছাঁচের নকশায় সামান্য পরিবর্তন কীভাবে আপনার উৎপাদন লাইনকে সম্পূর্ণরূপে বদলে দিতে পারে, তা কি কখনও ভেবে দেখেছেন? আসুন সংকোচন কমানোর জাদুটি অন্বেষণ করি।.
ছাঁচের কাঠামো সামঞ্জস্য করার মাধ্যমে, যেমন গেটের আকার বড় করা বা কুলিং সিস্টেমকে পরিমার্জন করা, সংকোচন কার্যকরভাবে হ্রাস পায়। আরও অভিন্ন চাপ বিতরণ এবং দক্ষ শীতলকরণের ফলে পণ্যগুলি আরও ভাল নির্ভুলতা এবং গুণমান অর্জন করে। আরও ভাল নির্ভুলতা সত্যিই গুরুত্বপূর্ণ।.
সহজ ছাঁচ গঠন পরিবর্তন
আমার মনে আছে যখন আমি প্রথম ছাঁচের কাঠামো নিয়ে পরীক্ষা-নিরীক্ষা করেছিলাম। গেটের আকার বা সংখ্যা বাড়ানোর ফলে সবকিছু বদলে গেল। আরও প্লাস্টিক গলে গহ্বরটি পূর্ণ হয়ে গেল, সংকোচনের জন্য কার্যকরভাবে 3। এই পরিবর্তনটি সংকোচনের সমস্যাগুলি সমাধান করেছে। এটি সত্যিই কাজ করেছে।
সারণী: সংকোচনের উপর গেটের আকারের প্রভাব
| গেটের আকার (মিমি) | সংকোচনের উপর প্রভাব |
|---|---|
| 0.8 | উচ্চ |
| 1.0 – 1.2 | হ্রাস করা হয়েছে |
কুলিং সিস্টেমটি অপ্টিমাইজ করা গুরুত্বপূর্ণ। আমার পরীক্ষাগুলির সময়, ছাঁচ জুড়ে সমানভাবে শীতলকরণ নিশ্চিত করা অসম সংকোচন বন্ধ করেছে, যা ত্রুটির কারণ হতে পারে। কনফর্মাল কুলিং প্রযুক্তি ব্যবহার পণ্যের আকৃতির সাথে কুলিং চ্যানেলগুলিকে সারিবদ্ধ করে এবং 4 অভিন্নতা উন্নত করে
কুলিং সিস্টেমের পরিবর্তন
কুলিং চ্যানেলের দক্ষতা পরীক্ষা করা গুরুত্বপূর্ণ। পুরু অংশগুলির জন্য, বেশি চ্যানেলের ঘনত্ব সংকোচনের পার্থক্য হ্রাস করে। চ্যানেলের ব্যাস পর্যাপ্ত শীতল ক্ষমতা প্রদান করতে হবে; এটি খুবই গুরুত্বপূর্ণ।.
আরও অন্বেষণের জন্য বিবেচনা করার যোগ্য 5 ।
উপকরণ নির্বাচন করা
কম সংকোচনের হারযুক্ত উপকরণ নির্বাচন করা আরেকটি বিকল্প। পলিপ্রোপিলিন থেকে পলিস্টাইরিনে পরিবর্তন করা বিভিন্ন বৈশিষ্ট্যের কারণে সাহায্য করেছে, যা কার্যকরভাবে সংকোচনের হার উল্লেখযোগ্যভাবে হ্রাস করেছে।
যৌগিক উপকরণগুলিতে ফিলার পরিবর্তন করার ফলে সংকোচনের হার ভালভাবে সামঞ্জস্য করা হয়েছে, যা একটি কার্যকর সমন্বয় ছিল।
প্রক্রিয়ার পরামিতিগুলির সাথে এই পরিবর্তনগুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ। ইনজেকশনের গতি, গলিত তাপমাত্রা এবং ধরে রাখার চাপ সামঞ্জস্য করলে ছাঁচের পরিবর্তনগুলি উন্নত হয় এবং সংকোচন হ্রাসে সত্যিই সাহায্য করে।.
গেটের আকার বৃদ্ধি করলে সংকোচন হ্রাস পায়।.সত্য
একটি বৃহত্তর গেট আরও প্লাস্টিক গলে যাওয়ার সুযোগ দেয়, যা সংকোচনের ক্ষতিপূরণ দেয়।.
পলিপ্রোপিলিনের সংকোচন পলিস্টাইরিনের তুলনায় কম।.মিথ্যা
পলিপ্রোপিলিনের তুলনায় পলিস্টাইরিনের সংকোচনের হার কম।.
সংকোচন মোকাবেলায় প্লাস্টিকের জিনিসপত্র পরিবর্তন করার সময় কখন?
প্লাস্টিকের যন্ত্রাংশের সঙ্কোচন উৎপাদন লাইনকে তাড়া করে বেড়াচ্ছে এমন একটি অদৃশ্য সমস্যা বলে মনে হচ্ছে। এই সমস্যাটি অগ্রগতি ব্যাহত করতে পারে। সঠিক সময়ে উপকরণ পরিবর্তন করলে সম্ভবত এই সমস্যার সমাধান হতে পারে।.
যদি আপনার বর্তমান প্লাস্টিকগুলি আকারের নির্ভুলতা পূরণ না করে বা খুব বেশি সঙ্কুচিত না হয় তবে ভিন্ন প্লাস্টিক ব্যবহার করার কথা ভাবুন। পলিস্টাইরিন একটি ভাল পছন্দ হতে পারে। এই উপাদানটি প্রায়শই কম সঙ্কুচিত হয়। এটি সম্ভবত পণ্যের মান স্থিতিশীল রাখতে সাহায্য করে।.

উপাদান সংকোচন বোঝা
কল্পনা করুন, একটি প্লাস্টিকের অংশ ঠান্ডা হতে দেখছেন। এটি বেলুনের মতো সঙ্কুচিত হচ্ছে, বাতাস বের করে দিচ্ছে। এটি ঘটে কারণ ঠান্ডা করার সময় উপাদানটি সংকুচিত হয়, যা আপনার পণ্যের চূড়ান্ত আকার পরিবর্তন করতে পারে।.
উপাদানের বৈশিষ্ট্য মূল্যায়ন
যখন আপনার উপাদান খারাপভাবে কাজ করে, তখন অন্য বিকল্প খুঁজে বের করার সময় এসেছে। পলিপ্রোপিলিন (পিপি) ব্যবহার করার কথা ভাবুন, যা অনেক সঙ্কুচিত হয়। এটি তরঙ্গ আসার সাথে সাথে বালির দুর্গ তৈরির মতো মনে হয়। পলিস্টাইরিন (পিএস) ব্যবহার সত্যিই আপনাকে সাহায্য করতে পারে।.
তুলনা সারণী: সাধারণ প্লাস্টিক এবং সংকোচনের হার
| উপাদান | সাধারণ সংকোচন (%) |
|---|---|
| পলিপ্রোপিলিন (পিপি) | 1.5 – 2.0 |
| পলিস্টাইরিন (পিএস) | 0.4 – 0.7 |
| পলিথিন (PE) | 1.5 – 3.0 |
সূত্র সমন্বয়
কম্পোজিট নিয়ে আমার কাজের শুরুতে, আমি একটি গুরুত্বপূর্ণ অন্তর্দৃষ্টি লক্ষ্য করেছি: ফিলারের পরিমাণ পরিবর্তন করলে সংকোচনের সমস্যা সত্যিই কমে যায়। কম জৈব তন্তু ব্যবহার করার চেষ্টা করুন অথবা কিছু কাচের পুঁতি যোগ করুন।.
প্রক্রিয়া অপ্টিমাইজেশন
ইনজেকশন ছাঁচনির্মাণ সেটিংস 6 অপ্টিমাইজ করা খুবই কার্যকর। ধারণ চাপ, ইনজেকশন গতি, বা ছাঁচের তাপমাত্রা সামঞ্জস্য করলে উপকরণ পরিবর্তন না করেই সংকোচনের সমস্যা সমাধান হতে পারে।
উপাদান-নির্দিষ্ট বিবেচনা
সমস্ত প্লাস্টিক তাপ এবং চাপের সাথে একইভাবে কাজ করে না:
- স্ফটিক প্লাস্টিকের জন্য , সমান স্ফটিকীকরণের জন্য গলিত তাপমাত্রা সামঞ্জস্য করা অত্যন্ত গুরুত্বপূর্ণ ছিল।
- নিরাকার প্লাস্টিকের জন্য , শীতলকরণের হার স্থির রাখা খুবই গুরুত্বপূর্ণ।
ছাঁচ নকশার ভূমিকা
নতুন উপকরণ নির্বাচন করার আগে আপনার ছাঁচের নকশাটি দেখে নিন। গেটের আকার বড় করা বা কুলিং চ্যানেলগুলি অপ্টিমাইজ করার মতো একটি ছোট পরিবর্তন, সংকোচনের সমস্যাগুলি সমাধান করতে পারে এবং সম্পূর্ণ উপাদান পরিবর্তনের প্রয়োজন এড়াতে পারে।.
এই বিষয়গুলি বিবেচনা করলে আপনার উৎপাদন প্রক্রিয়ায় 7। মনে রাখবেন, প্রতিটি সমন্বয় আপনার কাজের উন্নতিতে সহায়তা করে।
পলিপ্রোপিলিনের সংকোচন পলিস্টাইরিনের তুলনায় বেশি।.সত্য
পলিপ্রোপিলিনের সংকোচনের হার ১.৫-২.০%, যেখানে পলিস্টাইরিনের ০.৪-০.৭%।.
ছাঁচের নকশা পরিবর্তন করলেও সংকোচনের সমস্যা কমানো যাবে না।.মিথ্যা
গেটের আকারের মতো ছাঁচের নকশা পরিবর্তন করলে সংকোচনের সমস্যা সমাধান করা যেতে পারে।.
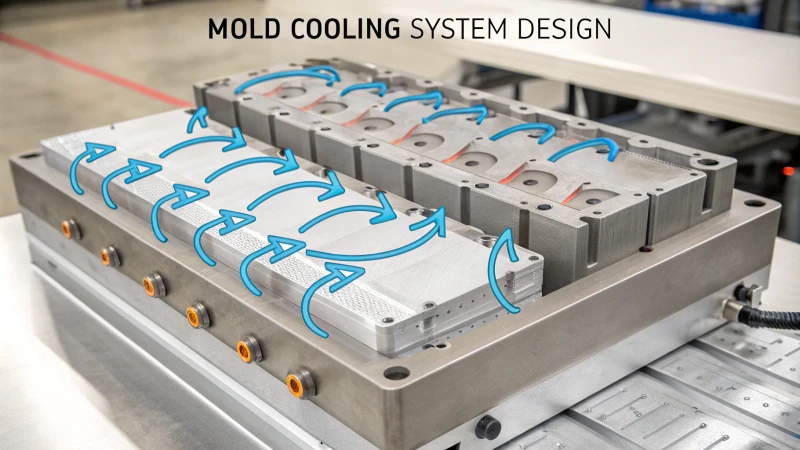
কুলিং সিস্টেম অপ্টিমাইজেশন কীভাবে সংকোচন পরিচালনা করতে সাহায্য করে?
আপনার কি কখনও মনে হয়েছে যে একটি ছোট্ট জিনিসও কোনও প্রকল্পের ফলাফল সম্পূর্ণরূপে বদলে দিতে পারে? ইনজেকশন মোল্ডিংয়ে কুলিং সিস্টেম সম্পর্কে আমার ঠিক এটাই ধারণা। কুলিং সিস্টেমগুলি একটি গুরুত্বপূর্ণ ভূমিকা পালন করে।.
কার্যকরভাবে সংকোচন পরিচালনার জন্য ইনজেকশন মোল্ডিংয়ে শীতলকরণ ব্যবস্থার অপ্টিমাইজেশন গুরুত্বপূর্ণ। অভিন্ন শীতলকরণ অপরিহার্য। নির্মাতারা চ্যানেলগুলির বিন্যাস এবং ঘনত্ব সামঞ্জস্য করে। এই সমন্বয়গুলি সম্ভবত সংকোচনের বিভিন্ন স্তর হ্রাস করতে সহায়তা করে। এই প্রক্রিয়া থেকে উচ্চমানের, ত্রুটিমুক্ত পণ্য তৈরি হয়।.
কুলিং সিস্টেম অপ্টিমাইজেশন বোঝা
যখন আমি প্রথম ইনজেকশন মোল্ডিং সম্পর্কে শেখা শুরু করি, তখনই আমি বুঝতে পারি যে কুলিং সিস্টেম অপ্টিমাইজেশন আসলেই আমরা কীভাবে সংকোচন পরিচালনা করি তা পরিবর্তন করে। ছাঁচে তৈরি অংশগুলি ঠান্ডা হয় এবং সঙ্কুচিত হয়, এবং এই সংকোচন আকারের ত্রুটি তৈরি করে, যা কেউ চায় না। কুলিং সিস্টেমের ভূমিকা হল এই সংকোচনকে সমানভাবে ঘটানো।
কুলিং সিস্টেম অপ্টিমাইজেশনের মূল দিকগুলি:
-
অভিন্ন তাপমাত্রা বন্টন:
কল্পনা করুন সেই মুহূর্তগুলো যখন আপনি সবকিছু নিখুঁত চান। এটাই হল কাজ। ছাঁচ জুড়ে সমান তাপমাত্রা নিশ্চিত করা বিভিন্ন স্থানে বিভিন্ন সংকোচন রোধ করে। কুলিং চ্যানেল 8 অবশ্যই ছাঁচের প্রতিটি গুরুত্বপূর্ণ অংশকে আবৃত করবে। -
চ্যানেলের ঘনত্ব এবং বিন্যাস:
এটি সর্বোত্তম আরামের জন্য একটি ঘরে আসবাবপত্র সাজানোর মতো। পুরু অংশের জন্য, আরও চ্যানেল যুক্ত করলে শীতলতা দ্রুত হয়, সংকোচনের পার্থক্য হ্রাস পায়। তবে সাবধান থাকুন - পাতলা জায়গায় খুব বেশি চ্যানেল রাখবেন না।ফ্যাক্টর পাতলা-দেয়ালের পণ্য পুরু-দেয়ালের পণ্য ছাঁচের তাপমাত্রা উচ্চতর পরিমিত চ্যানেল ঘনত্ব নিম্ন উচ্চতর -
কনফর্মাল কুলিং প্রযুক্তি:
এই আধুনিক পদ্ধতিটি পুরোপুরি ফিট করার জন্য একটি স্যুট তৈরি করার মতো। এটি পণ্যের আকৃতির সাথে কুলিং চ্যানেলগুলিকে মেলায়, চক্রের সময় হ্রাস করে এবং সমানতা উন্নত করে। কনফর্মাল কুলিং 9 , নির্মাতারা সংকোচন-সম্পর্কিত ত্রুটিগুলি উল্লেখযোগ্যভাবে হ্রাস করতে পারে।
ব্যবহারিক সমন্বয়
কুলিং অপ্টিমাইজেশন কার্যকরভাবে ব্যবহার করার জন্য, প্রক্রিয়া সেটিংস সামঞ্জস্য করা অত্যন্ত গুরুত্বপূর্ণ:
-
ইনজেকশনের গতি এবং গলানোর তাপমাত্রা:
এগুলো সামঞ্জস্য করা একটা রেসিপি নিখুঁত করার মতো। খুব বেশি বা খুব কম হলে ভারসাম্য নষ্ট হয়। সঠিক সমন্বয় গহ্বরটি মসৃণভাবে পূরণ করতে সাহায্য করে, সংকোচন হ্রাস করে। উচ্চ গলানোর তাপমাত্রা ছাড়াই এর ভারসাম্য বজায় রাখা খুবই গুরুত্বপূর্ণ। -
চাপ এবং সময় ধরে রাখা:
এগুলো বাড়ালে গহ্বর আরও বেশি গলিত হতে পারে, যা শীতল হওয়ার সময় আয়তন সংকোচনের ক্ষতিপূরণ দেয়—যেমন একটি গাছকে ঠিকমতো জল দেওয়ার মতো। পণ্যের উপর ভিত্তি করে ধীরে ধীরে পরিবর্তন সম্ভবত সবচেয়ে ভালো।
আরও অন্তর্দৃষ্টির জন্য, ইনজেকশন গতির প্রভাব 10 এবং গলিত তাপমাত্রা নিয়ন্ত্রণ 11 সহায়ক হতে পারে। এই উপাদানগুলিকে অপ্টিমাইজ করে, আমরা দ্রুত উৎপাদন এবং উচ্চ মানের মধ্যে একটি ভারসাম্য খুঁজে পাই, সরাসরি সংকোচন মোকাবেলা করি।
অভিন্ন শীতলকরণ সংকোচনের প্রকরণ হ্রাস করে।.সত্য
সমান তাপমাত্রা বন্টন স্থানীয় সংকোচনের পার্থক্য কমিয়ে দেয়।.
কনফর্মাল কুলিং চক্রের সময় বাড়ায়।.মিথ্যা
কনফর্মাল কুলিং অভিন্নতা বৃদ্ধি করে চক্রের সময় হ্রাস করে।.
উপসংহার
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে সংকোচনের কার্যকর ব্যবস্থাপনার মধ্যে রয়েছে প্রক্রিয়া পরামিতিগুলি সামঞ্জস্য করা, ছাঁচের নকশা অপ্টিমাইজ করা এবং পণ্যের গুণমান এবং নির্ভুলতা উন্নত করার জন্য কম-সংকোচনশীল উপকরণ নির্বাচন করা।.
-
গলিত তাপমাত্রা সামঞ্জস্য করলে সমান স্ফটিকীকরণ নিশ্চিত হয়, সংকোচন হ্রাস পায় এবং পণ্যের গুণমান বৃদ্ধি পায়।. ↩
-
কনফর্মাল কুলিং শীতলকরণের অভিন্নতা উন্নত করে, ছাঁচে তৈরি পণ্যগুলিতে সংকোচনের অসঙ্গতি হ্রাস করে।. ↩
-
বিভিন্ন গেটের আকার কীভাবে চাপ বিতরণকে প্রভাবিত করে এবং ছাঁচে তৈরি পণ্যগুলিতে সংকোচন কমিয়ে আনে তা জানুন।. ↩
-
ইনজেকশন ছাঁচনির্মাণে কনফর্মাল কুলিং কীভাবে অভিন্নতা বাড়ায় এবং সংকোচন হ্রাস করে তা আবিষ্কার করুন।. ↩
-
ছাঁচের কর্মক্ষমতা উন্নত করে এবং ত্রুটি কমায় এমন অত্যাধুনিক শীতলকরণ পদ্ধতিগুলি খুঁজুন।. ↩
-
ইনজেকশন ছাঁচনির্মাণের পরামিতিগুলি অপ্টিমাইজ করার জন্য বিস্তারিত পদ্ধতিগুলি শিখুন, যা উপকরণ পরিবর্তনের প্রয়োজনীয়তা কমাতে পারে।. ↩
-
উপকরণ পরিবর্তন না করেই সংকোচন কমাতে পারে এমন উৎপাদন প্রক্রিয়া উন্নত করার কৌশল আবিষ্কার করুন।. ↩
-
ছাঁচে সমান তাপমাত্রা বন্টন নিশ্চিত করার জন্য কার্যকর কুলিং চ্যানেলগুলি কীভাবে ডিজাইন করবেন তা শিখুন।. ↩
-
কনফর্মাল কুলিং প্রযুক্তি কীভাবে চক্রের সময় কমায় এবং শীতলকরণের অভিন্নতা উন্নত করে তা আবিষ্কার করুন।. ↩
-
ছাঁচে তৈরি পণ্যগুলিতে ইনজেকশনের গতি সামঞ্জস্য করলে কীভাবে সংকোচন কমানো যায় তা বুঝুন।. ↩
-
গলে যাওয়া তাপমাত্রা নিয়ন্ত্রণ কীভাবে পণ্যের গুণমান এবং সংকোচনকে প্রভাবিত করে তা অন্বেষণ করুন।. ↩






