

ইনজেকশন ছাঁচনির্মাণ একটি বহুমুখী উৎপাদন প্রক্রিয়া, কিন্তু যখন এমন যন্ত্রাংশ তৈরির কথা আসে যা প্রচণ্ড তাপ সহ্য করতে হয়, তখন ঝুঁকি বেশি থাকে। মহাকাশ, স্বয়ংচালিত এবং ইলেকট্রনিক্সের মতো শিল্পগুলিতে PEEK, PEI এবং PPS এর মতো উচ্চ-তাপমাত্রার প্লাস্টিক অপরিহার্য, যেখানে যন্ত্রাংশগুলি 150°C এর বেশি তাপমাত্রার সংস্পর্শে আসে। তবে, এই উপকরণগুলির জন্য নকশা করার জন্য উপাদানের বৈশিষ্ট্য 1 , ছাঁচ নকশা 2 এবং প্রক্রিয়া পরামিতিগুলির প্রতি যত্নবান মনোযোগ প্রয়োজন।
উচ্চ-তাপমাত্রার যন্ত্রাংশের ইনজেকশন ছাঁচনির্মাণের জন্য সুনির্দিষ্ট উপাদান নির্বাচন, শক্তিশালী ছাঁচ নকশা এবং সূক্ষ্ম প্রক্রিয়া নিয়ন্ত্রণ প্রয়োজন যাতে চরম পরিস্থিতিতে স্থায়িত্ব এবং কর্মক্ষমতা নিশ্চিত করা যায়।.
নির্ভরযোগ্য, উচ্চ-কার্যক্ষমতাসম্পন্ন উপাদান তৈরির লক্ষ্যে কাজ করা প্রকৌশলী এবং ডিজাইনারদের জন্য এই প্রক্রিয়ার সূক্ষ্মতা বোঝা অত্যন্ত গুরুত্বপূর্ণ। এই নির্দেশিকা আপনাকে উপাদান নির্বাচন থেকে শুরু করে প্রক্রিয়া অপ্টিমাইজেশন পর্যন্ত প্রয়োজনীয় বিবেচ্য বিষয়গুলি নিয়ে যাবে, যাতে নিশ্চিত করা যায় যে আপনার উচ্চ-তাপমাত্রার যন্ত্রাংশগুলি তাদের প্রয়োগের চাহিদা পূরণ করে।.
প্রচণ্ড তাপের সংস্পর্শে আসা যন্ত্রাংশের জন্য উচ্চ-তাপমাত্রার প্লাস্টিক অপরিহার্য।.সত্য
PEEK এবং PEI এর মতো উপকরণগুলি 150°C এর উপরে তাপমাত্রায় তাদের যান্ত্রিক বৈশিষ্ট্য বজায় রাখে, যা তাদেরকে কঠিন পরিবেশের জন্য আদর্শ করে তোলে।.
উচ্চ-তাপমাত্রার প্লাস্টিকের যন্ত্রাংশ উৎপাদনের জন্য ইনজেকশন ছাঁচনির্মাণই একমাত্র কার্যকর পদ্ধতি।.মিথ্যা
ইনজেকশন ছাঁচনির্মাণ অত্যন্ত কার্যকর হলেও, প্রোটোটাইপিং বা কম পরিমাণে উৎপাদনের জন্য সিএনসি মেশিনিং বা 3D প্রিন্টিংয়ের মতো বিকল্পগুলি ব্যবহার করা যেতে পারে।.
- 1. উচ্চ-তাপমাত্রার প্লাস্টিক কী এবং কেন এগুলি গুরুত্বপূর্ণ?
- 2. উচ্চ-তাপমাত্রার যন্ত্রাংশের জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার মূল ধাপগুলি কী কী?
- 3. উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণের জন্য গুরুত্বপূর্ণ নকশা বিবেচনাগুলি কী কী?
- 4. ইনজেকশন ছাঁচনির্মাণ এবং অন্যান্য উৎপাদন পদ্ধতির মধ্যে আপনি কীভাবে নির্বাচন করবেন?
- 5. উচ্চ-তাপমাত্রার যন্ত্রাংশের ইনজেকশন ছাঁচনির্মাণের সাধারণ চ্যালেঞ্জগুলি কী কী?
- 6. উপসংহার
উচ্চ-তাপমাত্রার প্লাস্টিক কী এবং কেন এগুলি গুরুত্বপূর্ণ?
উচ্চ-তাপমাত্রার প্লাস্টিকগুলি এমন পরিবেশে তাদের কাঠামোগত অখণ্ডতা এবং কর্মক্ষমতা বজায় রাখার জন্য তৈরি করা হয় যেখানে স্ট্যান্ডার্ড প্লাস্টিকগুলি ব্যর্থ হতে পারে। তাপ প্রতিরোধ, রাসায়নিক স্থিতিশীলতা এবং যান্ত্রিক শক্তির প্রয়োজন এমন অ্যাপ্লিকেশনগুলির জন্য এই উপকরণগুলি অত্যন্ত গুরুত্বপূর্ণ।.
উচ্চ-তাপমাত্রার প্লাস্টিক, যেমন PEEK, PEI, এবং PPS, মহাকাশ, স্বয়ংচালিত এবং ইলেকট্রনিক্সের যন্ত্রাংশের জন্য অত্যাবশ্যক কারণ এগুলি 150°C এর বেশি তাপমাত্রা সহ্য করার ক্ষমতা রাখে এবং একই সাথে চমৎকার যান্ত্রিক এবং রাসায়নিক বৈশিষ্ট্য প্রদান করে।.
| উপাদান | সর্বোচ্চ পরিষেবা তাপমাত্রা | মূল বৈশিষ্ট্য | সাধারণ অ্যাপ্লিকেশন |
|---|---|---|---|
| উঁকি দাও | ২৬০°সে | উচ্চ শক্তি, রাসায়নিক প্রতিরোধের | মহাকাশ ইঞ্জিনের যন্ত্রাংশ, চিকিৎসা ইমপ্লান্ট |
| পিইআই | ১৭০°সে | শিখা প্রতিরোধক, বৈদ্যুতিক অন্তরণ | ইলেকট্রনিক্স, গাড়ির অভ্যন্তরীণ জিনিসপত্র |
| পিপিএস | ২২০°সে | মাত্রিক স্থিতিশীলতা, কম আর্দ্রতা শোষণ | স্বয়ংচালিত সেন্সর, বৈদ্যুতিক সংযোগকারী |
পলিথেরেথারকিটোন (উইক)
উচ্চ-তাপমাত্রায় ব্যবহারের জন্য PEEK একটি অসাধারণ উপাদান। 343°C এর গলনাঙ্কের সাথে, এটি 260°C তাপমাত্রায় অবিচ্ছিন্নভাবে কাজ করতে পারে এবং চমৎকার যান্ত্রিক শক্তি এবং রাসায়নিক প্রতিরোধ ক্ষমতা বজায় রাখে। এর কম জ্বলনযোগ্যতা এবং উচ্চ পরিধান প্রতিরোধ ক্ষমতা এটিকে মহাকাশ এবং চিকিৎসা প্রয়োগের জন্য আদর্শ করে তোলে। তবে, PEEK এর উচ্চ গলন তাপমাত্রা এবং শীতল হারের প্রতি সংবেদনশীলতার কারণে এটির সুনির্দিষ্ট প্রক্রিয়াকরণ প্রয়োজন।.
পলিথেরামাইড (PEI)
PEI, যা প্রায়শই এর বাণিজ্যিক নাম ULTEM দ্বারা পরিচিত, তাপ প্রতিরোধ, শিখা প্রতিরোধ ক্ষমতা এবং বৈদ্যুতিক অন্তরণের ভারসাম্য প্রদান করে। 170°C এর একটানা পরিষেবা তাপমাত্রা সহ, এটি সাধারণত ইলেকট্রনিক্স এবং মোটরগাড়ির অভ্যন্তরীণ কাজে ব্যবহৃত হয়। PEEK এর তুলনায় PEI প্রক্রিয়া করা সহজ কিন্তু ত্রুটি এড়াতে এখনও সতর্ক তাপমাত্রা নিয়ন্ত্রণের প্রয়োজন।.

পলিফিলিন সালফাইড (পিপিএস)
PPS এর মাত্রিক স্থিতিশীলতা এবং রাসায়নিক ও আর্দ্রতার প্রতিরোধের জন্য মূল্যবান। এটি 220°C পর্যন্ত তাপমাত্রা সহ্য করতে পারে, যা এটিকে মোটরগাড়ি এবং বৈদ্যুতিক অ্যাপ্লিকেশনের জন্য উপযুক্ত করে তোলে। ছাঁচনির্মাণের সময় PPS ফ্ল্যাশ হওয়ার সম্ভাবনা বেশি, তাই ইনজেকশন চাপ এবং ছাঁচ নকশার সুনির্দিষ্ট নিয়ন্ত্রণ অপরিহার্য।.
PEEK হল সবচেয়ে বহুমুখী উচ্চ-তাপমাত্রার প্লাস্টিক।.সত্য
PEEK-এর তাপ প্রতিরোধ ক্ষমতা, শক্তি এবং রাসায়নিক স্থিতিশীলতার সমন্বয় এটিকে বিভিন্ন ধরণের চাহিদাপূর্ণ অ্যাপ্লিকেশনের জন্য উপযুক্ত করে তোলে।.
উচ্চ-তাপমাত্রার প্লাস্টিকগুলি সর্বদা সাধারণ প্লাস্টিকের তুলনায় বেশি ব্যয়বহুল।.মিথ্যা
যদিও প্রায়শই দাম বেশি হয়, তবুও চরম পরিস্থিতিতে তাদের উচ্চতর কর্মক্ষমতা দ্বারা খরচ ন্যায্য হয় এবং উপাদান নির্বাচন নির্দিষ্ট প্রয়োগের চাহিদার উপর নির্ভর করে।.
উচ্চ-তাপমাত্রার যন্ত্রাংশের জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার মূল ধাপগুলি কী কী?
উচ্চ-তাপমাত্রার যন্ত্রাংশের ইনজেকশন ছাঁচনির্মাণে উপাদানের বৈশিষ্ট্যগুলি সংরক্ষণ করা হয় এবং অংশটি নকশার নির্দিষ্টকরণগুলি পূরণ করে তা নিশ্চিত করার জন্য সাবধানে নিয়ন্ত্রিত পদক্ষেপগুলির একটি সিরিজ জড়িত।.
উচ্চ-তাপমাত্রার যন্ত্রাংশের জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার মধ্যে রয়েছে উপাদান নির্বাচন 3 , ছাঁচ নকশা, মেশিন সেটআপ, ইনজেকশন, শীতলকরণ এবং ইজেকশন, প্রতিটির জন্য উচ্চ-তাপমাত্রার প্লাস্টিকের অনন্য চ্যালেঞ্জগুলি মোকাবেলা করার জন্য সুনির্দিষ্ট নিয়ন্ত্রণ প্রয়োজন।

উপাদান নির্বাচন
উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণের সফল ভিত্তি হল সঠিক উপাদান নির্বাচন করা । অপারেটিং তাপমাত্রা, রাসায়নিক এক্সপোজার এবং যান্ত্রিক চাপের মতো বিষয়গুলি নির্বাচন প্রক্রিয়াটিকে পরিচালনা করবে। উদাহরণস্বরূপ, PEEK চরম তাপের জন্য আদর্শ, যেখানে PEI আরও ভাল বৈদ্যুতিক নিরোধক প্রদান করে।
ছাঁচ নকশা
উচ্চ-তাপমাত্রার প্লাস্টিকের ছাঁচগুলিকে উচ্চ তাপমাত্রা এবং চাপ সহ্য করতে হবে। স্থায়িত্বের জন্য H-13 স্টিলের মতো উপাদানগুলি সাধারণত ব্যবহৃত হয়। অতিরিক্তভাবে, ছাঁচে অভিন্ন প্রাচীরের পুরুত্ব এবং পর্যাপ্ত ড্রাফ্ট কোণের মতো বৈশিষ্ট্যগুলি অন্তর্ভুক্ত করা উচিত যাতে বিকৃতি রোধ করা যায় এবং সহজে নির্গমন নিশ্চিত করা যায়।.

মেশিন সেটআপ
ইনজেকশন ছাঁচনির্মাণ মেশিনগুলিকে PEEK (400°C পর্যন্ত) এর মতো উপকরণের জন্য প্রয়োজনীয় উচ্চ প্রক্রিয়াকরণ তাপমাত্রা পরিচালনা করার জন্য কনফিগার করা আবশ্যক। ব্যারেল এবং অগ্রভাগের তাপমাত্রা, সেইসাথে ছাঁচের তাপমাত্রার জন্য, উপাদানের অবক্ষয় বা অসম্পূর্ণ ভরাট এড়াতে সুনির্দিষ্ট ক্রমাঙ্কন প্রয়োজন।.
ইনজেকশন
ইনজেকশনের সময়, গলিত প্লাস্টিককে জোর করে ছাঁচের গহ্বরে ঢুকিয়ে দেওয়া হয়। উচ্চ-তাপমাত্রার প্লাস্টিকের জন্য, ফ্ল্যাশ বা শূন্যতার মতো ত্রুটি প্রতিরোধ করার জন্য ইনজেকশনের গতি এবং চাপ নিয়ন্ত্রণ করা অত্যন্ত গুরুত্বপূর্ণ। উপাদানের সান্দ্রতা নিয়ন্ত্রণের জন্য প্রায়শই ধীর ইনজেকশনের গতি প্রয়োজন।.

শীতলকরণ
বিকৃতি বা অভ্যন্তরীণ চাপ রোধ করার জন্য শীতলকরণ সাবধানতার সাথে পরিচালনা করা উচিত। উচ্চ-তাপমাত্রার প্লাস্টিকের প্রায়শই তাপ পরিবাহিতা কম থাকে, তাই সমান তাপ অপচয় নিশ্চিত করার জন্য শীতলকরণ চ্যানেল বা তাপীয় পিন ব্যবহার করা হয়। শীতলকরণের সময় স্ট্যান্ডার্ড প্লাস্টিকের তুলনায় বেশি হতে পারে।.
ইজেকশন
ক্ষতি এড়াতে যন্ত্রাংশগুলো সাবধানে বের করে দিতে হবে। অংশের উপর চাপ না দিয়ে মসৃণ নির্গমনের সুবিধার্থে গহ্বরের গভীরতার প্রতি ইঞ্চিতে কমপক্ষে 1° ড্রাফ্ট কোণ রাখার পরামর্শ দেওয়া হয়।.
উচ্চ-তাপমাত্রার যন্ত্রাংশের ইনজেকশন ছাঁচনির্মাণের ক্ষেত্রে শীতলকরণ হল সবচেয়ে গুরুত্বপূর্ণ পদক্ষেপ।.মিথ্যা
শীতলকরণ গুরুত্বপূর্ণ হলেও, যন্ত্রাংশের গুণমান এবং কর্মক্ষমতা নিশ্চিত করার জন্য উপাদান নির্বাচন এবং ছাঁচ নকশা সমানভাবে গুরুত্বপূর্ণ।.
উচ্চ-তাপমাত্রার প্লাস্টিকের ঠান্ডা হতে সাধারণ প্লাস্টিকের তুলনায় বেশি সময় লাগে।.সত্য
তাদের দুর্বল তাপ পরিবাহিতাজনিত কারণে, উচ্চ-তাপমাত্রার প্লাস্টিকগুলিকে সঠিকভাবে শক্ত হওয়ার জন্য প্রায়শই দীর্ঘ শীতল সময়ের প্রয়োজন হয়।.
উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণের জন্য গুরুত্বপূর্ণ নকশা বিবেচনাগুলি কী কী?
উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণের জন্য যন্ত্রাংশ ডিজাইন করার সময় বিশদে মনোযোগ দেওয়া প্রয়োজন যাতে ওয়ারপিং, সিঙ্ক মার্কস বা দুর্বল মাত্রিক স্থিতিশীলতার মতো সাধারণ সমস্যাগুলি এড়ানো যায়।.
মূল নকশা বিবেচনার মধ্যে রয়েছে অভিন্ন প্রাচীরের পুরুত্ব 5 , খসড়া কোণ 6 , গেটের অবস্থান, বায়ুচলাচল এবং শীতলকরণ চ্যানেল 7 , যা ত্রুটিমুক্ত উচ্চ-তাপমাত্রার যন্ত্রাংশ তৈরির জন্য অপরিহার্য।

অভিন্ন প্রাচীর বেধ
দেয়ালের বেধ (সাধারণত ১.৫-২.৫ মিমি) ধারাবাহিকভাবে বজায় রাখা অত্যন্ত গুরুত্বপূর্ণ যাতে বিকৃতি রোধ করা যায় এবং সমানভাবে ঠান্ডা রাখা যায়। বেধের তারতম্যের ফলে ডিফারেনশিয়াল সংকোচন হতে পারে, যার ফলে অভ্যন্তরীণ চাপ বা মাত্রিক ভুল হতে পারে।.
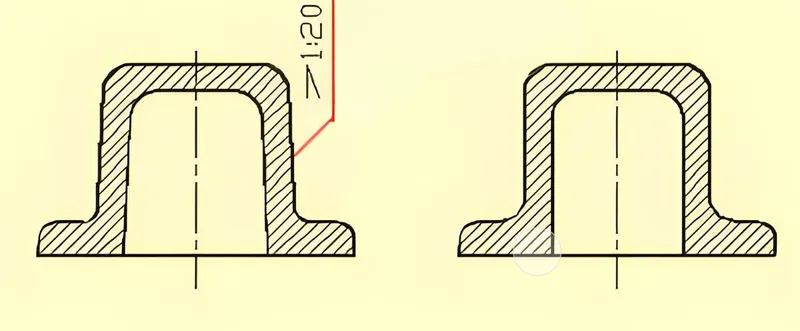
খসড়া কোণ
অংশ নির্গমন সহজতর করার জন্য গহ্বরের গভীরতার প্রতি ইঞ্চিতে কমপক্ষে 1° ড্রাফ্ট কোণ প্রয়োজন। উচ্চ-তাপমাত্রার প্লাস্টিকের জন্য, যা আরও ভঙ্গুর হতে পারে, সঠিক ড্রাফ্ট কোণ অপসারণের সময় অংশের ক্ষতির ঝুঁকি কমায়।.
গেটের অবস্থান
গেটগুলি এমন জায়গায় স্থাপন করা উচিত যেখানে প্রবাহ অনুকূলিত হয় এবং চাপ কম থাকে। উচ্চ-তাপমাত্রার অংশগুলির জন্য, গেটগুলি প্রায়শই ঘন অংশে অবস্থিত থাকে যাতে উপাদান ঠান্ডা হওয়ার আগে সম্পূর্ণ ভরাট নিশ্চিত করা যায়।.
ভেন্টিং
আটকে থাকা গ্যাসগুলিকে বেরিয়ে যেতে দেওয়ার জন্য পর্যাপ্ত বায়ুচলাচল ব্যবস্থা অপরিহার্য, যাতে পোড়া বা শূন্যস্থানের মতো ত্রুটিগুলি প্রতিরোধ করা যায়। ভেন্টগুলি কৌশলগতভাবে বিভাজন রেখা বরাবর বা গ্যাস জমা হওয়ার ঝুঁকিপূর্ণ এলাকায় স্থাপন করা উচিত।.
কুলিং চ্যানেল
উচ্চ-তাপমাত্রার প্লাস্টিকের জন্য দক্ষ শীতলকরণ অত্যন্ত গুরুত্বপূর্ণ। শীতলকরণ চ্যানেলগুলি এমনভাবে ডিজাইন করা উচিত যাতে অভিন্ন তাপ অপচয় হয়, প্রায়শই জটিল জ্যামিতির জন্য কনফর্মাল শীতলকরণ বা তাপীয় পিনের প্রয়োজন হয়।.
| নকশা বৈশিষ্ট্য | সুপারিশ | উদ্দেশ্য |
|---|---|---|
| প্রাচীরের পুরুত্ব | ১.৫-২.৫ মিমি, ইউনিফর্ম | বিকৃতি রোধ করে, সমানভাবে শীতলতা নিশ্চিত করে |
| খসড়া কোণ | প্রতি ইঞ্চি গভীরতায় ≥1° | ইজেকশন সহজতর করে |
| গেটের অবস্থান | জটিল এলাকা থেকে দূরে, মোটা অংশ | প্রবাহকে অপ্টিমাইজ করে, চাপ কমায় |
| ভেন্টিং | বিভাজন রেখা বরাবর, 0.02-0.05 মিমি গভীরতা | গ্যাস বের হওয়ার সুযোগ দেয় |
| কুলিং চ্যানেল | সমদূরবর্তী বা কনফর্মাল | অভিন্ন শীতলতা নিশ্চিত করে |
অভিন্ন প্রাচীরের পুরুত্ব হল সবচেয়ে গুরুত্বপূর্ণ নকশা বিবেচনার বিষয়।.সত্য
এটি সরাসরি শীতলকরণের হার এবং অংশের অখণ্ডতাকে প্রভাবিত করে, যা এটিকে নকশার একটি মৌলিক দিক করে তোলে।.
উচ্চ-তাপমাত্রার প্লাস্টিকের জন্য খসড়া কোণ অপ্রয়োজনীয়।.মিথ্যা
মসৃণ নির্গমন নিশ্চিত করতে এবং ক্ষতি রোধ করতে সমস্ত ইনজেকশন-ছাঁচযুক্ত অংশের জন্য খসড়া কোণগুলি অপরিহার্য।.
ইনজেকশন ছাঁচনির্মাণ এবং অন্যান্য উৎপাদন পদ্ধতির মধ্যে আপনি কীভাবে নির্বাচন করবেন?
সঠিক উৎপাদন প্রক্রিয়া নির্বাচন উৎপাদনের পরিমাণ, যন্ত্রাংশের জটিলতা এবং উপাদানের প্রয়োজনীয়তার মতো বিষয়গুলির উপর নির্ভর করে। ইনজেকশন ছাঁচনির্মাণ 8 প্রায়শই উচ্চ-ভলিউম, জটিল যন্ত্রাংশের জন্য সেরা পছন্দ, তবে বিভিন্ন পরিস্থিতিতে বিকল্প বিদ্যমান।
জটিল উচ্চ-তাপমাত্রার যন্ত্রাংশের উচ্চ-ভলিউম উৎপাদনের জন্য ইনজেকশন ছাঁচনির্মাণ আদর্শ, যেখানে CNC মেশিনিং 9 বা 3D প্রিন্টিং আরও ভালো হতে পারে।

উৎপাদনের পরিমাণ
বৃহৎ উৎপাদনের জন্য, ইনজেকশন ছাঁচনির্মাণ খরচ-কার্যকর কারণ এর উচ্চ পুনরাবৃত্তিযোগ্যতা এবং কম প্রতি-পার্ট খরচ। তবে, প্রাথমিক টুলিং বিনিয়োগ বেশি, যা ছোট ব্যাচের জন্য এটিকে কম উপযুক্ত করে তোলে।.
অংশ জটিলতা
ইনজেকশন ছাঁচনির্মাণ কঠোর সহনশীলতার সাথে জটিল জ্যামিতি তৈরিতে উৎকৃষ্ট। সহজ অংশগুলির জন্য, সিএনসি মেশিনিং আরও সাশ্রয়ী হতে পারে, বিশেষ করে কম আয়তনের জন্য।.

উপাদানের সামঞ্জস্য
সব উৎপাদন পদ্ধতি উচ্চ-তাপমাত্রার প্লাস্টিক পরিচালনা করতে পারে না। ইনজেকশন ছাঁচনির্মাণ PEEK এবং PEI এর মতো উপকরণের জন্য উপযুক্ত, যেখানে 3D প্রিন্টিং 10 বিকল্প সীমিত এবং প্রায়শই প্রয়োজনীয় তাপ প্রতিরোধের অভাব থাকে।
| ফ্যাক্টর | ইনজেকশন ছাঁচনির্মাণ | সিএনসি মেশিনিং | থ্রিডি প্রিন্টিং |
|---|---|---|---|
| আয়তন | উচ্চ | কম | কম |
| জটিলতা | উচ্চ | মাঝারি | উচ্চ |
| উপাদান বিকল্প | বিস্তৃত পরিসর | সীমিত | খুবই সীমিত |
| সরঞ্জামের খরচ | উচ্চ | কম | কোনটিই নয় |
| প্রতি-পার্ট খরচ | কম (উচ্চ ভলিউম) | উচ্চ | উচ্চ |
উচ্চ-তাপমাত্রার যন্ত্রাংশের জন্য ইনজেকশন ছাঁচনির্মাণ সর্বদা সেরা পছন্দ।.মিথ্যা
যদিও অনেক অ্যাপ্লিকেশনের জন্য কার্যকর, সিএনসি মেশিনিংয়ের মতো অন্যান্য পদ্ধতি প্রোটোটাইপিং বা ছোট উৎপাদন রানের জন্য আরও সাশ্রয়ী হতে পারে।.
উচ্চ-তাপমাত্রার প্লাস্টিকের জন্য 3D প্রিন্টিং অনুপযুক্ত।.মিথ্যা
কিছু 3D প্রিন্টিং প্রযুক্তি উচ্চ-তাপমাত্রার উপকরণ প্রক্রিয়াজাত করতে পারে, কিন্তু তারা ইনজেকশন-ছাঁচে তৈরি অংশগুলির কর্মক্ষমতার সাথে মেলে নাও পারে।.
উচ্চ-তাপমাত্রার যন্ত্রাংশের ইনজেকশন ছাঁচনির্মাণের সাধারণ চ্যালেঞ্জগুলি কী কী?
উচ্চ-তাপমাত্রার প্লাস্টিকের ইনজেকশন ছাঁচনির্মাণ অনন্য চ্যালেঞ্জ উপস্থাপন করে যার ত্রুটি এড়াতে এবং যন্ত্রাংশের গুণমান নিশ্চিত করতে সতর্ক ব্যবস্থাপনার প্রয়োজন।.
সাধারণ চ্যালেঞ্জগুলির মধ্যে রয়েছে উপাদানের অবক্ষয় 11 , বিকৃতি 12 , ফ্ল্যাশ এবং দুর্বল মাত্রিক স্থিতিশীলতা 13 , যা সঠিক নকশা এবং প্রক্রিয়া নিয়ন্ত্রণের মাধ্যমে প্রশমিত করা যেতে পারে।
উপাদানের অবক্ষয়
সঠিকভাবে পরিচালনা না করলে উচ্চ প্রক্রিয়াজাতকরণ তাপমাত্রা তাপীয় অবক্ষয় ঘটাতে পারে। এর ফলে রঙ বিবর্ণ হতে পারে, যান্ত্রিক বৈশিষ্ট্য হ্রাস পেতে পারে, এমনকি যন্ত্রাংশের ব্যর্থতাও হতে পারে। সঠিক ব্যারেল এবং নজলের তাপমাত্রা ব্যবহার করা অপরিহার্য।.
ওয়ার্পিং
কিছু উচ্চ-তাপমাত্রার প্লাস্টিকের উচ্চ সংকোচনের হারের কারণে, ওয়ার্পিং একটি সাধারণ সমস্যা। অভিন্ন প্রাচীরের পুরুত্ব নিশ্চিত করা এবং শীতলকরণকে সর্বোত্তম করা এই সমস্যাটি কমাতে সাহায্য করতে পারে।.
ফ্ল্যাশ
পিপিএসের মতো উপকরণগুলি ঝলকানি প্রবণ, যেখানে অতিরিক্ত উপাদান ছাঁচের গহ্বর থেকে বেরিয়ে যায়। এটি প্রতিরোধ করার জন্য ইনজেকশন চাপ এবং ছাঁচের ক্ল্যাম্পিং বলের সঠিক নিয়ন্ত্রণ প্রয়োজন।.
মাত্রিক স্থিতিশীলতা
উচ্চ-তাপমাত্রার প্লাস্টিকগুলি উল্লেখযোগ্যভাবে সংকোচন প্রদর্শন করতে পারে, যা মাত্রিক নির্ভুলতাকে প্রভাবিত করে। ছাঁচের নকশায় সংকোচনের হিসাব রাখা এবং PPS এর মতো কম সংকোচনের হারযুক্ত উপকরণ ব্যবহার করা সহনশীলতা বজায় রাখতে সাহায্য করতে পারে।.
উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণে ওয়ার্পিং অনিবার্য।.মিথ্যা
সঠিক নকশা এবং প্রক্রিয়া নিয়ন্ত্রণের মাধ্যমে, ওয়ার্পিং কমানো বা নির্মূল করা যেতে পারে।.
সাধারণ প্লাস্টিকের তুলনায় উচ্চ-তাপমাত্রার প্লাস্টিকে ফ্ল্যাশ বেশি দেখা যায়।.সত্য
উচ্চ তাপমাত্রায় পিপিএসের মতো উপকরণের সান্দ্রতা কম থাকে, যা সঠিকভাবে পরিচালনা না করলে ফ্ল্যাশের ঝুঁকি বাড়ায়।.
উপসংহার
উচ্চ-তাপমাত্রার যন্ত্রাংশ ইনজেকশন ছাঁচনির্মাণ একটি জটিল কিন্তু ফলপ্রসূ প্রক্রিয়া যখন সঠিকভাবে করা হয়। উপাদান নির্বাচন, ছাঁচ নকশা এবং প্রক্রিয়া অপ্টিমাইজেশনের উপর মনোযোগ দিয়ে, নির্মাতারা এমন যন্ত্রাংশ তৈরি করতে পারে যা সবচেয়ে চাহিদাপূর্ণ পরিবেশে উৎকৃষ্ট। আপনি মহাকাশ, মোটরগাড়ি বা ইলেকট্রনিক্সে কাজ করুন না কেন, এই মূল বিষয়গুলি বোঝা আপনার পরবর্তী প্রকল্পে সাফল্য অর্জনে সহায়তা করবে।.
-
এই রিসোর্সটি কীভাবে উপাদানের বৈশিষ্ট্যগুলি ছাঁচে তৈরি অংশগুলির কর্মক্ষমতা এবং স্থায়িত্বকে প্রভাবিত করে সে সম্পর্কে অন্তর্দৃষ্টি প্রদান করবে।. ↩
-
বিভিন্ন শিল্পে উচ্চ-তাপমাত্রার উপাদানগুলির কর্মক্ষমতা বৃদ্ধির কার্যকর ছাঁচ নকশা কৌশল সম্পর্কে জানুন।. ↩
-
এই লিঙ্কটি ইনজেকশন ছাঁচনির্মাণের জন্য সঠিক উপকরণ নির্বাচন করার অন্তর্দৃষ্টি প্রদান করবে, যা কাঙ্ক্ষিত কর্মক্ষমতা এবং স্থায়িত্ব অর্জনের জন্য অত্যন্ত গুরুত্বপূর্ণ।. ↩
-
উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণের সফল পদ্ধতি এবং কৌশলগুলি বোঝার জন্য এই সংস্থানটি অন্বেষণ করুন, যা গুণমান এবং দক্ষতা নিশ্চিত করে।. ↩
-
উচ্চ-তাপমাত্রার ইনজেকশন ছাঁচনির্মাণে বিকৃতি রোধ এবং সমান শীতলতা নিশ্চিত করার জন্য অভিন্ন প্রাচীরের পুরুত্ব বোঝা অত্যন্ত গুরুত্বপূর্ণ।. ↩
-
খসড়া কোণের ভূমিকা অন্বেষণ করলে আপনি অংশ নির্গমনকে সর্বোত্তম করতে এবং ছাঁচনির্মাণ প্রক্রিয়ার সময় ক্ষতি কমাতে সাহায্য করতে পারেন।. ↩
-
অভিন্ন তাপ অপচয় অর্জন এবং ছাঁচে তৈরি অংশগুলিতে ত্রুটি প্রতিরোধের জন্য কুলিং চ্যানেল ডিজাইন সম্পর্কে শেখা অপরিহার্য।. ↩
-
উচ্চ-ভলিউম উৎপাদন এবং জটিল যন্ত্রাংশের জন্য ইনজেকশন ছাঁচনির্মাণের সুবিধাগুলি অন্বেষণ করুন এবং দেখুন এটি আপনার প্রয়োজনের জন্য সঠিক পছন্দ কিনা।. ↩
-
ইনজেকশন ছাঁচনির্মাণের তুলনায় সিএনসি মেশিনিংয়ের সুবিধা এবং সীমাবদ্ধতা সম্পর্কে জানুন, বিশেষ করে কম পরিমাণে উৎপাদনের ক্ষেত্রে।. ↩
-
উচ্চ-তাপমাত্রার অ্যাপ্লিকেশনের জন্য 3D প্রিন্টিং ব্যবহারের চ্যালেঞ্জগুলি আবিষ্কার করুন এবং বিকল্প উৎপাদন পদ্ধতিগুলি অন্বেষণ করুন।. ↩
-
উচ্চ-তাপমাত্রার প্রয়োগে যন্ত্রাংশের গুণমান বজায় রাখা এবং ব্যর্থতা রোধ করার জন্য উপাদানের অবক্ষয় বোঝা অত্যন্ত গুরুত্বপূর্ণ।. ↩
-
ওয়ার্পিংয়ের সমাধানগুলি অন্বেষণ করলে ছাঁচে তৈরি যন্ত্রাংশের গুণমান এবং কর্মক্ষমতা বৃদ্ধি পেতে পারে, যা উন্নতমানের শেষ পণ্য নিশ্চিত করে।. ↩
-
সঠিক সহনশীলতা অর্জন এবং ছাঁচনির্মিত উপাদানগুলির কার্যকারিতা বৃদ্ধির জন্য মাত্রিক স্থিতিশীলতা উন্নত করা গুরুত্বপূর্ণ।. ↩





