

ইনজেকশন ছাঁচনির্মাণ কেবল একটি ছাঁচ পূরণ করার বিষয় নয়; এটি অদৃশ্য চ্যালেঞ্জের মধ্যে নিখুঁততা তৈরি করার বিষয়।.
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে অভ্যন্তরীণ চাপ ছাঁচনির্মাণ প্রক্রিয়ার সময় অসম প্রবাহ, শীতলতা এবং সংকোচনের ফলে হয়। এই চাপগুলি মাত্রিক পরিবর্তন, যান্ত্রিক ব্যর্থতা এবং নান্দনিক ত্রুটির কারণ হতে পারে, যা পণ্যের গুণমান এবং কর্মক্ষমতাকে প্রভাবিত করে।.
অভ্যন্তরীণ চাপের মূল বিষয়গুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ, তবে এর কারণ এবং প্রভাবগুলি আরও গভীরভাবে অনুসন্ধান করলে সম্ভাব্য সমস্যাগুলি প্রশমিত করার জন্য মূল্যবান অন্তর্দৃষ্টি পাওয়া যেতে পারে। পণ্যের নির্ভরযোগ্যতা এবং উৎপাদন দক্ষতা উন্নত করার জন্য আসুন এই দিকগুলি আরও অন্বেষণ করি।.
ইনজেকশন ছাঁচনির্মাণে প্রবাহ ভারসাম্যহীনতার কারণে অভ্যন্তরীণ চাপ সৃষ্টি হয়।.সত্য
প্রবাহের ভারসাম্যহীনতা অসম বেগ এবং চাপের দিকে পরিচালিত করে, যার ফলে চাপ তৈরি হয়।.
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপের প্রাথমিক কারণগুলি কী কী?
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপ প্রবাহ ভারসাম্যহীনতা, অসম শীতলকরণ এবং আণবিক অভিযোজনের মতো কারণগুলির কারণে উদ্ভূত হয়।.
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপের প্রাথমিক কারণগুলির মধ্যে রয়েছে প্রবাহ ভারসাম্যহীনতা, অসম শীতলতা এবং আণবিক অভিযোজন, যা প্রক্রিয়া এবং নকশার অসঙ্গতির কারণে ঘটে। এই চাপগুলি ছাঁচনির্মাণ পণ্যগুলির কাঠামোগত অখণ্ডতা এবং চেহারাকে ঝুঁকির মুখে ফেলতে পারে।.
প্রবাহ ভারসাম্যহীনতা
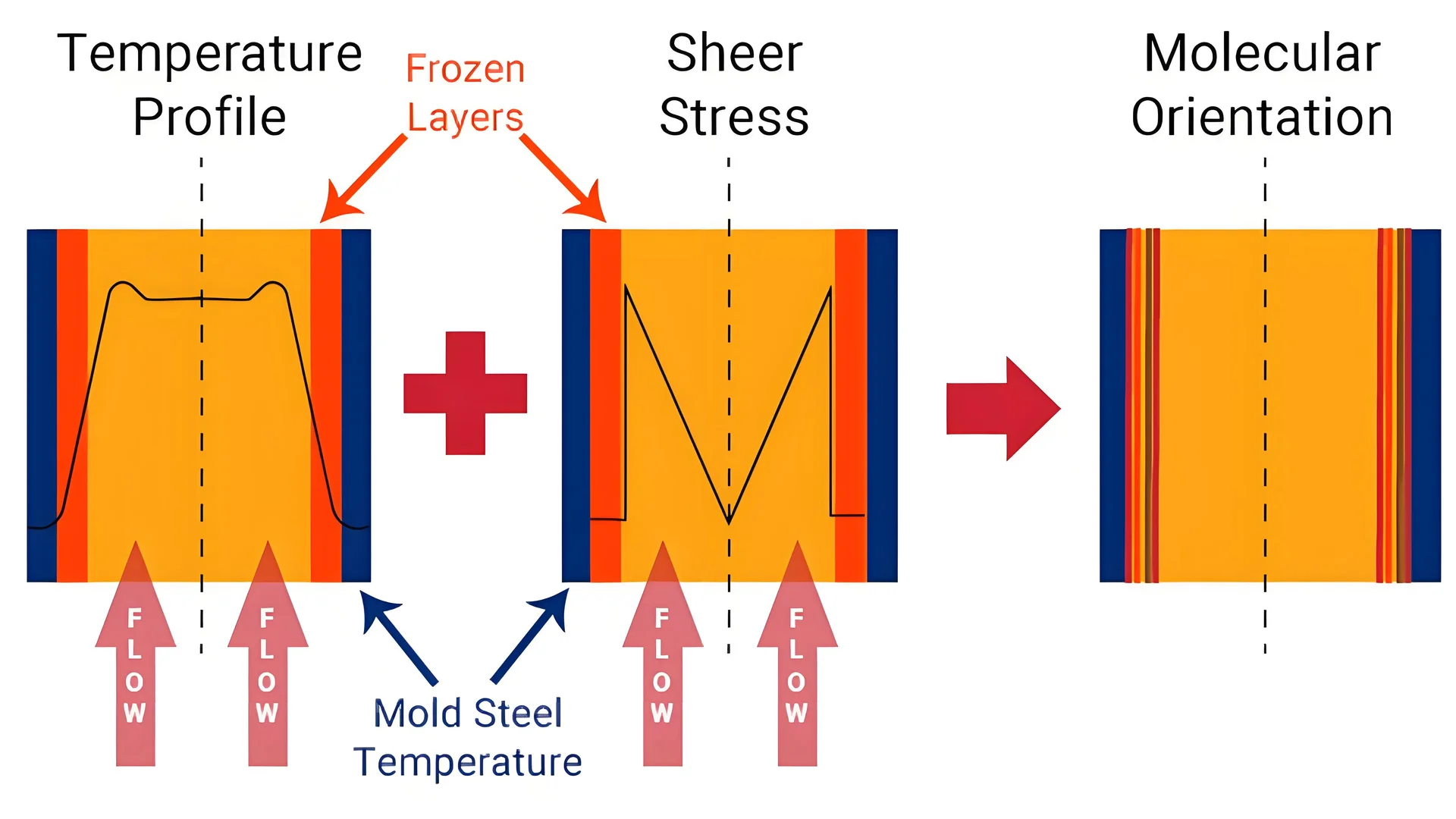
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার সময়, প্লাস্টিক গলে যাওয়া সবসময় ছাঁচের গহ্বরের মধ্যে সমানভাবে প্রবাহিত হয় না। এই অসঙ্গতি মূলত প্রবাহ বেগ এবং চাপ বিতরণের তারতম্যের কারণে। উদাহরণস্বরূপ, যে গেটে প্লাস্টিক প্রবেশ করে, তার কাছে গলে যাওয়া দূরে অবস্থিত এলাকার তুলনায় দ্রুত প্রবাহিত হয়। এই ভারসাম্যহীনতা পণ্যের মধ্যে শিয়ার স্ট্রেস তৈরি করে।.
অযৌক্তিক ছাঁচ নকশা, যেমন খারাপভাবে স্থাপন করা গেট বা অপর্যাপ্ত আকারের রানার, এই ভারসাম্যহীনতাকে আরও বাড়িয়ে তোলে। এই নকশা উপাদানগুলিকে পরিমার্জন করে, প্রবাহের অসঙ্গতির কারণে সৃষ্ট চাপ উল্লেখযোগ্যভাবে হ্রাস করা যেতে পারে।.
অসম শীতলতা
ইনজেকশন ছাঁচনির্মাণ পণ্যের চূড়ান্ত বৈশিষ্ট্য নির্ধারণে শীতলকরণের পর্যায় অত্যন্ত গুরুত্বপূর্ণ। যদি কিছু নির্দিষ্ট অঞ্চল অন্যদের তুলনায় দ্রুত ঠান্ডা হয়, তাহলে তাপীয় চাপ তৈরি হয়। অসামঞ্জস্যপূর্ণ ছাঁচের তাপমাত্রা এবং খারাপভাবে ডিজাইন করা শীতলকরণ চ্যানেলের মতো কারণগুলি এতে অবদান রাখে।.
অসম প্রাচীরের পুরুত্বও একটি ভূমিকা পালন করে। ঘন অংশগুলি পাতলা অংশগুলির তুলনায় ধীরে ধীরে ঠান্ডা হয়, যা অভ্যন্তরীণ চাপ তৈরি করে। একটি কৌশলগত নকশা পদ্ধতি, অভিন্ন প্রাচীরের পুরুত্বের উপর দৃষ্টি নিবদ্ধ করে, এই সমস্যাটি কমাতে পারে।.
আণবিক ওরিয়েন্টেশন
ছাঁচের মধ্য দিয়ে প্লাস্টিক গলে যাওয়ার সাথে সাথে এর অণুগুলি প্রবাহের দিকে সারিবদ্ধ হয়। এই সারিবদ্ধকরণের ফলে ওরিয়েন্টেশন স্ট্রেস হতে পারে, যা মূলত প্রবাহের দিকের সাথে পাওয়া যায় এবং এর সাথে লম্বভাবে কম থাকে।.
ইনজেকশনের গতি এবং ধরে রাখার চাপের মতো প্রক্রিয়ার পরামিতিগুলি সরাসরি আণবিক অভিযোজনকে প্রভাবিত করে। উদাহরণস্বরূপ, অত্যধিক উচ্চ ইনজেকশনের গতি বা ধরে রাখার চাপ ওরিয়েন্টেশনের চাপকে বাড়িয়ে তুলতে পারে। এই পরামিতিগুলি সামঞ্জস্য করা আণবিক অভিযোজনের মাত্রা কার্যকরভাবে পরিচালনা করতে সহায়তা করে।.
তুলনামূলক বিশ্লেষণ: অভ্যন্তরীণ চাপের কারণ
| কারণ | বিবরণ | প্রশমন কৌশল |
|---|---|---|
| প্রবাহ ভারসাম্যহীনতা | ছাঁচের গহ্বরের মধ্যে অসম বেগ এবং চাপ বিতরণ।. | গেটের অবস্থান এবং রানারের আকার অপ্টিমাইজ করুন।. |
| অসম শীতলতা | ডিফারেনশিয়াল শীতলকরণ হার তাপীয় চাপের দিকে পরিচালিত করে।. | অভিন্ন ছাঁচের তাপমাত্রা; আরও ভালো চ্যানেল লেআউট।. |
| আণবিক ওরিয়েন্টেশন | প্রবাহের দিকে চাপ সৃষ্টিকারী অণুগুলির সারিবদ্ধকরণ।. | ইনজেকশনের গতি এবং ধরে রাখার চাপ নিয়ন্ত্রণ করুন।. |
সাথে জড়িত যে কারও জন্য এই মূল কারণগুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ ইনজেকশন ছাঁচনির্মাণ অপ্টিমাইজেশনের।এই কারণগুলি সনাক্ত করে এবং সমাধান করে, নির্মাতারা পণ্যের গুণমান উন্নত করতে এবং তাদের জীবনচক্র প্রসারিত করতে পারে।
প্রবাহ ভারসাম্যহীনতার কারণে ছাঁচে তৈরি পণ্যগুলিতে শিয়ার স্ট্রেস দেখা দেয়।.সত্য
প্রবাহ ভারসাম্যহীনতা অসম চাপ তৈরি করে, যার ফলে শিয়ার স্ট্রেস হয়।.
ছাঁচনির্মাণে অভিন্ন প্রাচীরের পুরুত্ব অভ্যন্তরীণ চাপ বৃদ্ধি করে।.মিথ্যা
অভিন্ন প্রাচীরের পুরুত্ব তাপীয় চাপ কমায়, বাড়ায় না।.
অভ্যন্তরীণ চাপ কীভাবে পণ্যের যান্ত্রিক বৈশিষ্ট্যগুলিকে প্রভাবিত করে?
পণ্যের অভ্যন্তরীণ চাপ তাদের যান্ত্রিক বৈশিষ্ট্যগুলিকে মারাত্মকভাবে ক্ষতিগ্রস্ত করতে পারে, যা শক্তি এবং স্থায়িত্বকে প্রভাবিত করে।.
অভ্যন্তরীণ চাপ পণ্যের যান্ত্রিক বৈশিষ্ট্যগুলিকে হ্রাস করতে পারে, যার ফলে মাত্রিক পরিবর্তন ঘটে, শক্তি হ্রাস পায় এবং চাপের মধ্যে ব্যর্থতা দেখা দেয়।.

অভ্যন্তরীণ চাপের ভূমিকা বোঝা
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে অভ্যন্তরীণ চাপ তৈরি হয় উৎপাদন প্রক্রিয়ার সময় প্রবাহ ভারসাম্যহীনতা, অসম শীতলতা এবং আণবিক অভিযোজনের কারণে। এই চাপগুলি বিভিন্ন রূপে প্রকাশিত হতে পারে, যার মধ্যে রয়েছে শিয়ার স্ট্রেস, তাপীয় চাপ এবং অভিযোজনের চাপ। প্রতিটি প্রকার একটি পণ্যের যান্ত্রিক বৈশিষ্ট্য পরিবর্তনে অনন্যভাবে অবদান রাখে।.
মাত্রিক স্থিতিশীলতার চ্যালেঞ্জ
উৎপাদনের পর অভ্যন্তরীণ চাপ প্রায়শই মাত্রিক পরিবর্তনের দিকে পরিচালিত করে। সময়ের সাথে সাথে এই চাপগুলি হ্রাস পাওয়ার সাথে সাথে, পণ্যগুলি বিকৃত বা সংকোচিত হতে পারে, যা কেবল চেহারাই নয় বরং কার্যকারিতার উপরও প্রভাব ফেলতে পারে। উদাহরণস্বরূপ, সমাবেশ পরিচালনায় একটি ভুল ফিট2 এমনকি সামান্য মাত্রিক বিচ্যুতির কারণেও হতে পারে।
| ফ্যাক্টর | মাত্রার উপর প্রভাব |
|---|---|
| প্রবাহ ভারসাম্যহীনতা | অসম সংকোচন, বিকৃতি |
| অসম শীতলতা | স্থানীয় প্রসারণ বা সংকোচন |
| আণবিক ওরিয়েন্টেশন | প্রবাহের দিকের ডিফারেনশিয়াল সংকোচন |
যান্ত্রিক সম্পত্তির অবক্ষয়
অভ্যন্তরীণ চাপগুলি শক্তি, দৃঢ়তা এবং ক্লান্তি প্রতিরোধের মতো যান্ত্রিক বৈশিষ্ট্যগুলিকে সরাসরি প্রভাবিত করে। যখন এই চাপগুলি নির্দিষ্ট এলাকায় কেন্দ্রীভূত হয়, তখন এগুলি দুর্বলতার বিন্দুতে পরিণত হতে পারে। ফলস্বরূপ, যান্ত্রিক চাপের অধীনে পণ্যগুলি অকাল ব্যর্থ হতে পারে, বিশেষ করে যদি পুনরাবৃত্তিমূলক বা গতিশীল বলের শিকার হয়।.
উদাহরণস্বরূপ, ইনজেকশন ছাঁচনির্মাণের মাধ্যমে তৈরি মোটরগাড়ির উপাদানগুলিকে সময়ের সাথে সাথে উল্লেখযোগ্য চাপ সহ্য করতে হয়। অভ্যন্তরীণ চাপের ঘনত্ব ফাটল3 বা ফ্র্যাকচারের কারণ হতে পারে, যা নিরাপত্তা এবং কর্মক্ষমতাকে ঝুঁকিপূর্ণ করে তোলে।
যান্ত্রিক বৈশিষ্ট্যগুলিকে প্রভাবিত করার কারণগুলি
- উপাদানের বৈশিষ্ট্য: বিভিন্ন প্লাস্টিকের অভ্যন্তরীণ চাপের প্রতি বিভিন্ন মাত্রার সংবেদনশীলতা দেখা যায়। উদাহরণস্বরূপ, অভ্যন্তরীণ চাপের সংস্পর্শে এলে নিরাকার প্লাস্টিক স্ফটিকের তুলনায় ভিন্নভাবে প্রতিক্রিয়া দেখাতে পারে।
- উৎপাদন পরামিতি: ইনজেকশনের গতি, চাপের সেটিংস এবং শীতলকরণের হারের পছন্দ অভ্যন্তরীণ চাপ গঠনের মাত্রাকে উল্লেখযোগ্যভাবে প্রভাবিত করে। এই পরামিতিগুলি অপ্টিমাইজ করলে প্রতিকূল প্রভাব কমাতে সাহায্য করতে পারে।
প্রশমন কৌশল
ইনজেকশন ছাঁচনির্মাণ পণ্যের যান্ত্রিক বৈশিষ্ট্য সংরক্ষণের জন্য, নির্মাতারা করতে পারেন:
- ছাঁচ নকশা অপ্টিমাইজ করুন: এর মধ্যে রয়েছে অভিন্ন প্রবাহ এবং শীতলকরণকে উৎসাহিত করার জন্য গেট এবং শীতলকরণ চ্যানেলগুলির কৌশলগত অবস্থান নির্ধারণ।
- প্রক্রিয়া সমন্বয়: ইনজেকশনের গতি এবং চাপের সূক্ষ্ম সমন্বয় আণবিক অভিযোজনের চাপ কমাতে সাহায্য করে। মাল্টি-স্টেজ ইনজেকশন বাস্তবায়ন প্রবাহ-প্ররোচিত চাপও কমাতে পারে।
- প্রক্রিয়াকরণ-পরবর্তী কৌশল: অ্যানিলিংয়ের মতো কৌশলগুলি অভ্যন্তরীণ চাপ কমাতে পারে, সময়ের সাথে সাথে যান্ত্রিক স্থিতিশীলতা বৃদ্ধি করে।
অভ্যন্তরীণ চাপের কারণে সম্ভাব্য ব্যর্থতা কমানোর পাশাপাশি পণ্যের স্থায়িত্ব এবং নির্ভরযোগ্যতা বৃদ্ধির জন্য এই কৌশলগুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ।.
অভ্যন্তরীণ চাপের কারণে সময়ের সাথে সাথে পণ্যের বিকৃতি ঘটে।.সত্য
অভ্যন্তরীণ চাপ শিথিল হয়, যার ফলে বিকৃতির মতো মাত্রাগত পরিবর্তন ঘটে।.
সমস্ত প্লাস্টিক অভ্যন্তরীণ চাপ দ্বারা সমানভাবে প্রভাবিত হয়।.মিথ্যা
বিভিন্ন প্লাস্টিকের অভ্যন্তরীণ চাপের প্রতি বিভিন্ন ধরণের সংবেদনশীলতা থাকে।.
অভ্যন্তরীণ চাপের ফলে কী কী চেহারার ত্রুটি দেখা দিতে পারে?
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে অভ্যন্তরীণ চাপের ফলে কুৎসিত ত্রুটি দেখা দিতে পারে যা নান্দনিকতা এবং কার্যকারিতা উভয়কেই ক্ষতিগ্রস্ত করে।.
অভ্যন্তরীণ চাপ ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে বিভিন্ন চেহারার ত্রুটি সৃষ্টি করতে পারে, যেমন ফাটল, রূপালী দাগ এবং বুদবুদ। এই সমস্যাগুলি কেবল পণ্যের চাক্ষুষ আবেদনকেই ক্ষতিগ্রস্ত করে না বরং এর কাঠামোগত অখণ্ডতাকেও প্রভাবিত করতে পারে।.
অভ্যন্তরীণ চাপ বোঝা
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার সময় অভ্যন্তরীণ চাপ দেখা দেয় যখন প্লাস্টিক গলে অসম প্রবাহ, শীতলতা এবং সংকোচন অনুভব করে। এই চাপ ত্রুটি হিসাবে প্রকাশিত হয় যা পণ্যের দৃশ্যমান গুণমানকে প্রভাবিত করে।.
সাধারণ চেহারা ত্রুটি
-
ফাটল:
- নির্দিষ্ট স্থানে ঘনীভূত উচ্চ অভ্যন্তরীণ চাপের কারণে প্রায়শই ফাটল দেখা দেয়। এগুলি ভাঙার সময় বা পরে ঘটতে পারে।.
- অনুপযুক্ত ছাঁচ নকশা বা দ্রুত শীতলকরণের হারের মতো বিষয়গুলি ফাটল গঠনকে আরও বাড়িয়ে তোলে।.
-
রূপালী দাগ:
- এগুলি হল ঢেউ খেলানো, রূপালী রেখা যা পৃষ্ঠে দেখা যায়, যা ছাঁচনির্মাণের সময় উপাদানের মধ্যে আটকে থাকা আর্দ্রতা বা বাতাসের কারণে ঘটে।.
- স্বচ্ছ পণ্যগুলিতে রূপালী দাগ বিশেষভাবে লক্ষণীয়, যা স্বচ্ছতা এবং নান্দনিক আবেদনকে প্রভাবিত করে।.
-
বুদবুদ:
- সাধারণত দ্রুত ঠান্ডা হওয়া বা প্লাস্টিকের উচ্চ আর্দ্রতার কারণে পণ্যের ভেতরে গ্যাস বা বাতাসের পকেট তৈরি হলে এটি ঘটে।.
- বুদবুদগুলি পণ্যের চেহারা এবং সম্ভাব্য যান্ত্রিক বৈশিষ্ট্য উভয়কেই ক্ষতিগ্রস্ত করে।.
চেহারার ত্রুটির কারণগুলি
ছাঁচ নকশা এবং প্রক্রিয়া পরামিতি
- প্রবাহ ভারসাম্যহীনতা: প্লাস্টিক গলিত প্রবাহের অসম বন্টনের ফলে ফাটল এবং বুদবুদের4।
- শীতলকরণের হার: অসামঞ্জস্যপূর্ণ শীতলকরণ তাপীয় চাপ সৃষ্টি করে, যা ওয়ারপিং এবং রূপালী রেখার মতো ত্রুটির সৃষ্টি করে।
- আণবিক ওরিয়েন্টেশন: দ্রুত ইনজেকশন গতির সময় উচ্চ ওরিয়েন্টেশন স্তর রূপালী রেখার সম্ভাবনা বাড়ায়।
চেহারার ত্রুটি দূর করার সমাধান
- গেটের অবস্থান সামঞ্জস্য করে এবং সুষম প্রবাহ নিশ্চিত করে ছাঁচের নকশাগুলি অপ্টিমাইজ করুন।.
- আণবিক অভিযোজন পরিচালনা এবং চাপ কমাতে বহু-পর্যায়ের ইনজেকশন প্রক্রিয়া ব্যবহার করুন।.
- পণ্য জুড়ে অভিন্ন শীতলতা নিশ্চিত করতে সঠিক শীতল চ্যানেল লেআউট বাস্তবায়ন করুন।.
এই বিষয়গুলি মোকাবেলা করে, নির্মাতারা ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে চেহারার ত্রুটিগুলি উল্লেখযোগ্যভাবে হ্রাস করতে পারে, নান্দনিক গুণমান এবং কর্মক্ষমতা উভয়ই উন্নত করে।.
দ্রুত ঠান্ডা হওয়ার ফলে পণ্যগুলিতে ফাটল দেখা দেয়।.সত্য
দ্রুত শীতল হওয়ার ফলে অসম চাপ বিতরণ হয়, যার ফলে ফাটল দেখা দেয়।.
অতিরিক্ত তাপের কারণে রূপালী দাগ দেখা দেয়।.মিথ্যা
রূপালী দাগ তাপ নয়, আটকে থাকা আর্দ্রতা বা বাতাসের কারণে হয়।.
ইনজেকশন ছাঁচনির্মাণের সময় অভ্যন্তরীণ চাপ কীভাবে কমানো যায়?
পণ্যের স্থায়িত্ব এবং নান্দনিক আবেদন নিশ্চিত করার জন্য ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপ কমানো অত্যন্ত গুরুত্বপূর্ণ। কার্যকর কৌশলগুলির মধ্যে রয়েছে ছাঁচের নকশা অপ্টিমাইজ করা, প্রক্রিয়ার পরামিতিগুলি সামঞ্জস্য করা এবং প্রক্রিয়াকরণ পরবর্তী কৌশলগুলি বাস্তবায়ন করা।.
ইনজেকশন ছাঁচনির্মাণে অভ্যন্তরীণ চাপ কমাতে, ছাঁচের নকশা অপ্টিমাইজ করুন, ইনজেকশনের গতি এবং চাপের মতো প্রক্রিয়াকরণ পরামিতিগুলি সামঞ্জস্য করুন এবং অ্যানিলিংয়ের মতো পোস্ট-প্রসেসিং পদ্ধতি ব্যবহার করুন। এই পদক্ষেপগুলি প্রবাহ, শীতলকরণ এবং আণবিক অভিযোজনকে ভারসাম্য বজায় রাখতে সাহায্য করে, সম্ভাব্য ত্রুটিগুলি হ্রাস করে এবং পণ্যের গুণমান উন্নত করে।.

ছাঁচ নকশা অপ্টিমাইজ করুন
অভ্যন্তরীণ চাপ কমানোর একটি প্রাথমিক উপায় হল সাবধানতার সাথে ছাঁচ নকশা করা। কৌশলগতভাবে গেট স্থাপন করে এবং একাধিক গেট সিস্টেম ব্যবহার করে, নির্মাতারা প্লাস্টিকের গলে যাওয়ার আরও সুষম প্রবাহ অর্জন করতে পারে, যা শিয়ার স্ট্রেস জমা হওয়া রোধ করে। একটি সুচিন্তিত নকশায় প্রতিরোধ ক্ষমতা কমানোর জন্য রানারের আকার এবং আকারগুলি অপ্টিমাইজ করাও অন্তর্ভুক্ত থাকে, যাতে ছাঁচ জুড়ে সমান প্রবাহ নিশ্চিত করা যায়।.
উপরন্তু, অভিন্ন শীতলকরণের সুবিধার্থে কুলিং চ্যানেলগুলি সাজানো অত্যন্ত গুরুত্বপূর্ণ। উদাহরণস্বরূপ, বিভিন্ন ধরণের দেয়ালের পুরুত্বের একটি পণ্য ধীরে ধীরে দেয়ালের পুরুত্বের নকশা5, যা ধারাবাহিক শীতলকরণের হার বজায় রাখতে সাহায্য করে এবং তাপীয় চাপ কমায়।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার পরামিতিগুলি সামঞ্জস্য করুন
ইনজেকশন ছাঁচনির্মাণ পণ্যের অভ্যন্তরীণ চাপের মাত্রার উপর প্রক্রিয়ার পরামিতিগুলির উল্লেখযোগ্য প্রভাব রয়েছে। ইনজেকশনের গতি এবং ধারণ চাপ কমানোর ফলে আণবিক অভিযোজনের মাত্রা হ্রাস পেতে পারে, যার ফলে অভ্যন্তরীণ চাপ কম হয়। ধারণ সময় বাড়ানোর ফলে সংকোচনের হার হ্রাস পায়, যার ফলে চাপ কম হয়।.
তাপমাত্রা নিয়ন্ত্রণ করা—ছাঁচ এবং গলিত উভয়ই—এছাড়াও অত্যন্ত গুরুত্বপূর্ণ। উচ্চ গলিত তাপমাত্রা আণবিক অভিযোজন বৃদ্ধি করতে পারে, তাই উপাদানের ধরণের উপর ভিত্তি করে উপযুক্ত তাপমাত্রা নির্বাচন করা অপরিহার্য। একটি বহু-পর্যায়ের ইনজেকশন প্রক্রিয়া বাস্তবায়ন ছাঁচনির্মাণ চক্র জুড়ে ধীরে ধীরে গতি এবং চাপ সামঞ্জস্য করে চাপ নিয়ন্ত্রণে আরও সাহায্য করতে পারে।.
| প্যারামিটার | প্রস্তাবিত সমন্বয় |
|---|---|
| ইনজেকশন গতি | ওরিয়েন্টেশন চাপ কমাতে কম করুন |
| চাপ ধরে রাখা | সংকোচন কমাতে কম করুন |
| ছাঁচের তাপমাত্রা | সমান ঠান্ডা করার জন্য অপ্টিমাইজ করুন |
| গলিত তাপমাত্রা | উপাদানের চাহিদার উপর ভিত্তি করে সমন্বয় করুন |
প্রক্রিয়াজাতকরণ পরবর্তী কৌশল
ইনজেকশন ছাঁচনির্মাণ পণ্যগুলিতে প্রক্রিয়াকরণ পরবর্তী কৌশলগুলি উল্লেখযোগ্যভাবে অভ্যন্তরীণ চাপ কমাতে পারে। অ্যানিলিং এর মধ্যে পণ্যটিকে একটি নির্দিষ্ট তাপমাত্রায় গরম করা, একটি নির্দিষ্ট সময়ের জন্য বজায় রাখা এবং তারপর ধীরে ধীরে ঠান্ডা করা অন্তর্ভুক্ত। এই প্রক্রিয়াটি আণবিক কাঠামোকে শিথিল করে, কার্যকরভাবে চাপ কমায়।.
উচ্চ মাত্রার নির্ভুলতা প্রয়োজন এমন পণ্যের জন্য, আর্দ্রতা নিয়ন্ত্রণ ব্যবস্থা প্রয়োগ করা যেতে পারে। পণ্যটিকে নিয়ন্ত্রিত আর্দ্রতা পরিবেশে রেখে, এটি আর্দ্রতা শোষণ করে, যা সংকোচন সামঞ্জস্য করতে এবং চাপ উপশম করতে সহায়তা করে।.
এই কৌশলগুলি সম্মিলিতভাবে নিশ্চিত করে যে চূড়ান্ত পণ্যটি মানের মান পূরণ করে এবং তার উদ্দেশ্যপ্রণোদিত প্রয়োগে নির্ভরযোগ্যভাবে কাজ করে। এই ধরনের ব্যবস্থা বাস্তবায়ন কেবল স্থায়িত্ব বাড়ায় না বরং পণ্যের আয়ুও বাড়ায়।.
ছাঁচের নকশা অপ্টিমাইজ করলে অভ্যন্তরীণ চাপ কমে।.সত্য
কৌশলগত গেট স্থাপন এবং কুলিং চ্যানেল নকশা প্রবাহ এবং শীতলকরণের ভারসাম্য বজায় রাখে।.
উচ্চতর ইনজেকশন গতি অভ্যন্তরীণ চাপ হ্রাস করে।.মিথ্যা
উচ্চ গতি আণবিক অভিযোজন বৃদ্ধি করে, অভ্যন্তরীণ চাপ বাড়ায়।.
উপসংহার
কৌশলগত ছাঁচ নকশা এবং প্রক্রিয়া সমন্বয়ের মাধ্যমে অভ্যন্তরীণ চাপ মোকাবেলা করে, নির্মাতারা পণ্যের মান উল্লেখযোগ্যভাবে উন্নত করতে পারে। ত্রুটিগুলি কমাতে এবং কর্মক্ষমতা সর্বোত্তম করতে এই কৌশলগুলি গ্রহণ করুন।.
-
প্রক্রিয়া অপ্টিমাইজেশনের মাধ্যমে পণ্যের গুণমান উন্নত করার কৌশলগুলি অন্বেষণ করুন।: আপনার ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া অপ্টিমাইজ করার সেরা অনুশীলনগুলি · 1. নিয়মিতভাবে পরামিতি পর্যবেক্ষণ এবং সমন্বয় করা · 2. উন্নত নিয়ন্ত্রণ ব্যবস্থার ব্যবহার · 3. পুঙ্খানুপুঙ্খভাবে … ↩
-
ছোটখাটো চাপ-সৃষ্ট পরিবর্তনগুলি কীভাবে অ্যাসেম্বলির নির্ভুলতাকে প্রভাবিত করে তা জানুন।: ঠান্ডা গঠনের সময় স্ট্রেনের স্থানীয় পরিবর্তন পণ্যটিতে একটি ভিন্ন চাপের অবস্থা এবং কঠোরতা সৃষ্টি করতে পারে। এটি বৃদ্ধি বা হ্রাস করতে পারে … ↩
-
অভ্যন্তরীণ চাপ কেন লোডের নিচে ফাটল সৃষ্টি করে তা আবিষ্কার করুন।: (1) পণ্যে অভ্যন্তরীণ চাপের অস্তিত্ব পণ্যের যান্ত্রিক বৈশিষ্ট্য এবং কর্মক্ষমতাকে মারাত্মকভাবে প্রভাবিত করবে; কারণ … ↩
-
ছাঁচে তৈরি পণ্যগুলিতে সাধারণ ত্রুটি এড়াতে কৌশলগুলি শিখুন।: যখন প্রচলিত বায়ুচলাচল পদ্ধতি ব্যর্থ হয়, তখন ভ্যাকুয়াম বায়ুচলাচল কার্যকরভাবে ইনজেকশন ছাঁচে গ্যাস নির্গমন এবং বায়ু আটকে যাওয়ার সমস্যাগুলি সমাধান করতে পারে।. ↩
-
ধীরে ধীরে প্রাচীরের পুরুত্বের নকশা কীভাবে শীতলকরণের অভিন্নতা উন্নত করে তা আবিষ্কার করুন।: অংশের গুণমান: প্রাচীরের পুরুত্বের সমস্যা সহ ইনজেকশন ছাঁচনির্মিত অংশগুলি ডিজাইন করার ফলে সিঙ্কহোল, ওয়ার্পিং এবং ছোট শটের মতো ত্রুটি দেখা দিতে পারে। এই সমস্যাগুলি … ↩






