

صب الحقن البلاستيكي هو حجر الزاوية في التصنيع الحديث ، مما يتيح إنتاج الأجزاء البلاستيكية المعقدة بدقة عالية وكفاءة. في قلب هذه العملية ، توجد آلة صب الحقن ، التي تحدد قدرتها حجم وتعقيد وحجم الأجزاء التي يمكن إنتاجها. يعد فهم قدرة هذه الآلات أمرًا ضروريًا للمصنعين لاختيار المعدات المناسبة لاحتياجاتهم. في هذه المقالة ، نتعمق في تعقيدات سعة آلة صب الحقن 1 ، واستكشاف تعريفاتها وتصنيفاتها والتطبيقات والتفاصيل الفنية. سواء كنت محترفًا محنكًا أو جديدًا في هذا المجال ، فإن هذا الدليل الشامل سيهزتك بالمعرفة لاتخاذ قرارات مستنيرة بشأن تكنولوجيا صب الحقن.
تختلف آلات صب الحقن على نطاق واسع في السعة ، وعادة ما تقاس بقوة التثبيت 2 (10 إلى 2200 طن) وحجم اللقطة 3 (بضعة غرامات إلى أكثر من 10800 جرام) ، وتحديد حجم وحجم الأجزاء التي يمكن أن تنتجها.
يعد فهم سعة الماكينة أمرًا ضروريًا لتحسين الإنتاج وضمان جودة الجزء. Defer أعمق لاستكشاف كيف تؤثر أنواع ومواد الآلات المختلفة على السعة والتطبيقات.
صب الحقن هو العملية الأكثر فعالية من حيث التكلفة لإنتاج الأجزاء البلاستيكية عالية الحجم.حقيقي
نظرًا لارتفاع الأتمتة وقدرتها على إنتاج أجزاء معقدة بسرعة ، فإن صب الحقن يقلل من تكاليف كل جزء بشكل كبير في عمليات الإنتاج الكبيرة.
يمكن معالجة جميع المواد البلاستيكية باستخدام أي آلة صب الحقن.خطأ شنيع
المواد المختلفة لها متطلبات معالجة محددة ، مثل درجة الحرارة والضغط ، والتي قد تتطلب آلات أو تكوينات متخصصة.
- 1. ما هي قدرة آلة صب الحقن البلاستيكية؟
- 2. ما هي التطبيقات النموذجية لآلات صب الحقن؟
- 3. ما هي إيجابيات وسلبيات صب الحقن مقارنة بالعمليات الأخرى؟
- 4. ما هو سير العمل الكامل لعملية صب الحقن؟
- 5. كيف تؤثر المواد المختلفة على سعة الماكينة؟
- 6. ما هي اعتبارات التصميم الرئيسية لقولبة الحقن؟
- 7. كيف تقرر ما إذا كان صب الحقن هو العملية الصحيحة؟
- 8. ما هي التقنيات ذات الصلة في صب الحقن؟
- 9. خاتمة
ما هي قدرة آلة صب الحقن البلاستيكية؟
يتم تعريف سعة آلة صب الحقن البلاستيكية في المقام الأول بواسطة معلمتين رئيسيتين: قوة التثبيت وحجم اللقطة.

-
قوة التثبيط 4 : هذه هي القوة التي تطبقها الماكينة للحفاظ على القالب مغلقًا أثناء عملية الحقن. تقاس بالأطنان ، ويحدد الحد الأقصى لحجم القالب الذي يمكن استخدامه. تسمح قوة التثبيت الأعلى بقوالب أكبر ، وبالتالي الأجزاء الأكبر.
-
حجم اللقطة : يُعرف أيضًا باسم سعة الحقن 5 ، ويشير هذا إلى الحد الأقصى للكمية من البلاستيك الذي يمكن حقنه في القالب في دورة واحدة. عادةً ما يتم قياسها بأونصات أو سنتيمترات مكعب (على الرغم من أنها في بعض الأحيان في الجرام) ، فإنها تؤثر على حجم ووزن الجزء الذي يمكن إنتاجه.
يحدد هذان العاملان معًا قدرة الماكينة على إنتاج أجزاء من الأحجام والتعقيدات المختلفة. على سبيل المثال ، قد تكون الجهاز الذي يبلغ طوله 100 طن وحجم طلقة من 10 أوقية مناسبة للأجزاء الصغيرة إلى المتوسطة ، في حين أن آلة ذات 500 طن و 50 أونصة يمكن أن تتعامل مع مكونات أكبر.
تصنيف آلات صب الحقن
يمكن تصنيف آلات صب الحقن بناءً على قدرتها ونظام القيادة.

-
حسب القدرة:
-
الآلات الصغيرة : عادة ما يكون لها قوة تثبيت تصل إلى 100 طن وتستخدم لإنتاج أجزاء صغيرة مثل القبعات والإغلاق والأجهزة الطبية.
-
الآلات المتوسطة : تتراوح من 100 إلى 500 طن وهي مناسبة للأجزاء المتوسطة الحجم مثل مكونات السيارات والسلع الاستهلاكية.
-
الآلات الكبيرة : لديها قوة التثبيت فوق 500 طن وتستخدم في أجزاء كبيرة مثل علب الأجهزة والمكونات الصناعية.
-
-
بواسطة نظام محرك الأقراص:

-
الآلات الهيدروليكية 6 : استخدم المضخات الهيدروليكية لتوليد قوة التثبيت وضغط الحقن. إنها قوية ومناسبة للتطبيقات ذات القوة العالية ولكن يمكن أن تكون كثيفة الطاقة.
-
الآلات الكهربائية 7 : استخدم المحركات الكهربائية لجميع الحركات ، مما يوفر دقة أعلى ، وكفاءة الطاقة ، وأوقات دورة أسرع. إنها مثالية لبيئات الغرفة النظيفة وقالب الدقة.
-
الآلات الهجينة : الجمع بين الأنظمة الهيدروليكية والكهربائية لموازنة الأداء وكفاءة الطاقة ، وتوفير التنوع لمختلف التطبيقات.
يساعد فهم هذه التصنيفات المصنعين على اختيار الجهاز المناسب لاحتياجات الإنتاج الخاصة بهم.
الآلات الهيدروليكية أكثر كفاءة في الطاقة من الآلات الكهربائية.خطأ شنيع
الآلات الكهربائية عمومًا أكثر كفاءة في الطاقة بسبب التحكم الدقيق وتقليل استهلاك الطاقة خلال أوقات الخمول.
تؤثر سعة الماكينة بشكل مباشر على حجم وتعقيد الأجزاء التي يمكن إنتاجها.حقيقي
تمكن قوة التثبيت الأكبر وحجم اللقطة من إنتاج أجزاء أكبر وأكثر تعقيدًا.
ما هي التطبيقات النموذجية لآلات صب الحقن؟
يتم استخدام صب الحقن عبر مجموعة واسعة من الصناعات ، ولكل منها متطلبات فريدة لقدرة الماكينة.

يتم استخدام صب الحقن في السيارات والتعبئة والتغليف والسلع الاستهلاكية والصناعات الطبية ، مع سعة الماكينة مصممة بحجم الجزء ، والتعقيد ، وحجم الإنتاج.
| صناعة | سعة الجهاز النموذجي | ملحوظات |
|---|---|---|
| السيارات | متوسطة إلى كبيرة (100-2200 طن) | لأجزاء مثل لوحات المعلومات والمصدات |
| التعبئة والتغليف | صغيرة إلى متوسطة (10-500 طن) | إنتاج عالي السرعة للأغطية والحاويات |
| السلع الاستهلاكية | صغير إلى كبير (10-1000 طن) | يختلف حسب حجم الجزء وحجمه |
| الأجهزة الطبية | صغيرة إلى متوسطة (10-100 طن) | الدقة والنظافة أمران بالغ الأهمية |
صناعة السيارات
تنتج أجزاء مثل لوحات المعلومات والمصدات والمكونات الداخلية ، وغالبًا ما تتطلب آلات متوسطة إلى كبيرة ذات قوة تثبيت عالية لاستيعاب القوالب الكبيرة وضمان قوة جزء.
صناعة التعبئة والتغليف
يصنع عناصر مثل CAPS والحاويات والإغلاق. عادة ما يتم استخدام الآلات الصغيرة إلى المتوسطة ، مع التركيز على الإنتاج ودقة عالية السرعة.

السلع الاستهلاكية
يشمل منتجات مثل الألعاب والأدوات المنزلية والمباني الإلكترونيات. تختلف سعة الماكينة حسب حجم الجزء وحجم الإنتاج.
الأجهزة الطبية
يتطلب الآلات التي تنتج أجزاء صغيرة ودقيقة مع التحمل الضيق ، وغالبًا ما تكون في إعدادات الغرفة النظيفة. وتفضل الآلات الكهربائية لدقة ونظافة.
على سبيل المثال ، قد تستخدم الشركة التي تنتج لوحات معلومات السيارات جهازًا 500 طن بحجم كبير ، في حين قد تختار الشركة المصنعة للأجهزة الطبية آلة كهربائية 50 طن لمكونات المحقنة.
صب الحقن مناسب فقط للإنتاج عالي الحجم.خطأ شنيع
على الرغم من أنه مثالي لأحجام كبيرة ، يمكن أيضًا استخدام صب الحقن في عمليات التشغيل المتوسطة الحجم ، خاصة مع مواد العفن الفعالة من حيث التكلفة مثل الألومنيوم.
سعة الماكينة هي العامل الوحيد في تحديد كفاءة الإنتاج.خطأ شنيع
عوامل أخرى مثل وقت الدورة ، واختيار المواد ، وتصميم العفن تؤثر أيضًا بشكل كبير على كفاءة.
ما هي إيجابيات وسلبيات صب الحقن مقارنة بالعمليات الأخرى؟
يوفر صب الحقن العديد من المزايا على عمليات التصنيع الأخرى ، ولكن لديها أيضًا قيود.
يتفوق صب الحقن في إنتاج أجزاء معقدة عالية الحجم ولكن له تكاليف أولية عالية وأوقات زمنية أطول مقارنة بعمليات مثل الطباعة ثلاثية الأبعاد أو تصنيع CNC.

الايجابيات
-
إنتاج كبير 8 : مثالي للإنتاج الضخم ، مما ينتج عن الآلاف إلى ملايين الأجزاء بكفاءة.
-
الهندسة المعقدة : قادرة على إنشاء أجزاء مع تصاميم معقدة والتحمل الضيق.
-
براعة المواد 9 : يمكن معالجة مجموعة واسعة من البلاستيك الحراري وبعض الحراري.

- الأتمتة : العملية الآلية للغاية تقلل من تكاليف العمالة وتزيد من الاتساق.
سلبيات
-
ارتفاع التكاليف الأولية 10 : يمكن أن يكون تصميم العفن وتصنيعه مكلفًا ، مما يجعله أقل ملاءمة للإنتاج منخفض الحجم.
-
مهلة الرصاص : يمكن أن يستغرق تطوير القوالب واختبارها وقتًا كبيرًا قبل بدء الإنتاج.

-
قيود المواد : ليست جميع المواد مناسبة ، وبعضها يتطلب آلات متخصصة.
-
العيوب : إمكانية لعلامات مثل التزييف ، وعلامات بالوعة ، والفلاش إذا لم يتم تحسين المعلمات.
بالمقارنة مع الطباعة ثلاثية الأبعاد أو تصنيع CNC ، يكون صب الحقن أكثر فعالية من حيث التكلفة للإنتاج على نطاق واسع ولكنه أقل مرونة للنماذج الأولية أو المسارات الصغيرة.
يمكن أن ينتج قولبة الحقن أجزاء ذات تحمل أكثر تشددًا من الطباعة ثلاثية الأبعاد.حقيقي
يحقق صب الحقن التحمل ضيقة مثل آلاف البوصة ، متفوقة على معظم طرق الطباعة ثلاثية الأبعاد.
صب الحقن هو دائما أفضل خيار لإنتاج الأجزاء البلاستيكية.خطأ شنيع
بالنسبة للأجزاء ذات الحجم المنخفض أو المخصص للغاية ، قد تكون طرق مثل Machining CNC أو الطباعة ثلاثية الأبعاد أكثر ملاءمة.
ما هو سير العمل الكامل لعملية صب الحقن؟
تتكون عملية صب الحقن من عدة خطوات رئيسية ، تتطلب كل منها تحكمًا دقيقًا.
تتضمن عملية صب الحقن التثبيت والحقن والتبريد والطرد ، مع كل خطوة حاسمة لضمان جودة الجزء.
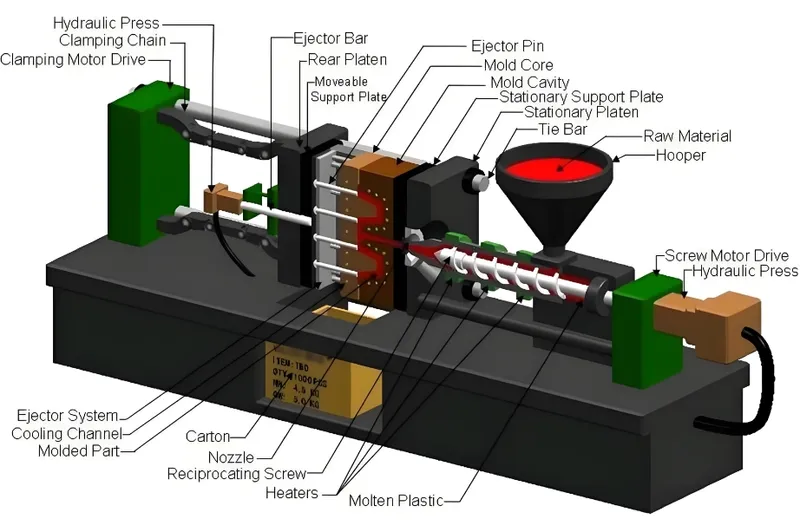
لقط
يتم إغلاق القالب ويثبت بقوة كافية لتحمل ضغط الحقن ، مما يمنعه من الفتح أثناء العملية.
حقن
يتم إذابة الكريات البلاستيكية وحقنها في تجويف القالب تحت ضغط عال. تشمل المعلمات الرئيسية سرعة الحقن والضغط ودرجة الحرارة.

تبريد
يبرد البلاستيك ويصلب داخل القالب ، مع وقت التبريد اعتمادًا على المواد وسمك الجزء وتصميم العفن.
طرد
يفتح القالب ، ويتم إخراج الجزء المصادق باستخدام دبابيس ، مما يتطلب التصلب الكامل لتجنب التشوه.
يضمن التحكم الدقيق في كل خطوة الجودة - EG ، وعدم كفاية قوة التثبيت يمكن أن تسبب فلاش ، في حين أن التبريد غير السليم يمكن أن يؤدي إلى تشويه.
وقت التبريد هو أطول جزء من دورة صب الحقن.حقيقي
عادة ما يفسر التبريد غالبية وقت الدورة ، وخاصة بالنسبة للأجزاء الأكثر سمكا.
جميع آلات صب الحقن لها نفس وقت الدورة.خطأ شنيع
يختلف وقت الدورة بناءً على حجم الماكينة ، وتعقيد جزء ، والمواد المستخدمة.
كيف تؤثر المواد المختلفة على سعة الماكينة؟
يؤثر اختيار المواد بشكل كبير على عملية صب الحقن ومتطلبات سعة الماكينة.

يتم استخدام مواد مثل البولي بروبيلين (PP) ، البولي إيثيلين (PE) ، البوليسترين (PS) ، و ABS ، لكل منها احتياجات معالجة فريدة تؤثر على اختيار الماكينة.
| نوع المادة | درجة حرارة الانصهار | ملحوظات |
|---|---|---|
| مادة البولي بروبيلين (PP) | ~ 160-170 درجة مئوية | منخفضة الكثافة ، مقاومة كيميائية |
| البولي ايثيلين (بي) | ~ 120-130 درجة مئوية | متعدد الاستخدامات ، تستخدم للتغليف |
| البوليسترين (PS) | ~ 240 درجة مئوية | جامدة ، تستخدم للعناصر التي يمكن التخلص منها |
| ABS | ~ 220 درجة مئوية | قوية ومقاومة للصدمات |
تأثير المواد
- درجة حرارة الانصهار : تتطلب مواد النقطة العالية من النقطة مثل البولي (~ 260 درجة مئوية) آلات ذات قدرات تسخين محسنة.

-
اللزوجة : تحتاج المواد عالية السطو مثل PVC إلى ارتفاع ضغط الحقن ، مما يؤثر على اختيار نظام محرك الأقراص.
-
الانكماش : تتقلص المواد بشكل مختلف عند التبريد ، مما يؤثر على أبعاد الأجزاء وتصميم العفن.
على سبيل المثال ، قد تحتاج ABS إلى قدرة معتدلة ، بينما تتطلب PVC قدرات ضغط أعلى.
يمكن معالجة جميع اللدائن الحرارية باستخدام نفس إعدادات الجهاز.خطأ شنيع
كل مادة تتطلب معلمات محددة مثل درجة الحرارة والضغط.
تؤثر كثافة المواد على حساب حجم اللقطة.حقيقي
يتم حساب حجم اللقطة بناءً على حجم وكثافة لضمان حقن الكمية الصحيحة.
ما هي اعتبارات التصميم الرئيسية لقولبة الحقن؟
يتطلب تصميم أجزاء لقولبة الحقن إرشادات محددة لضمان التصنيع والجودة.
تشمل الاعتبارات الرئيسية سماكة جدار موحدة ، وزوايا ، وتجنب عمليات التقويض ، ووضع البوابة المناسب لمنع العيوب.

قائمة مراجعة التصميم
-
سمك الجدار الموحد : الحفاظ على سمك 1-3 مم لمنع علامات التزييف والوعة.
-
مسودة زوايا : تشمل زوايا 1-2 درجة لسهولة طردها.
-
تجنب عمليات التقويض : التصميم دون تقويضات أو استخدام ميزات العفن مثل الشرائح.
-
تصميم الضلع : استخدم الأضلاع للقوة دون زيادة سمكها.
-
موقع البوابة : تحسين وضع البوابة حتى لتلبية خطوط اللحام والحد الأدنى.
-
اختيار المواد : تطابق المادة إلى جزء الوظيفة وقدرات الماكينة.
هذه الإرشادات تقلل من العيوب وتعزيز كفاءة الإنتاج.
سمك الجدار الموحد أمر بالغ الأهمية لمنع العيوب.حقيقي
سمك غير متناسق يمكن أن يسبب تبريد وعيوب غير متساوية.
مسودة الزوايا غير ضرورية في صب الحقن.خطأ شنيع
مسودة الزوايا ضرورية لسهولة طرد الجزء.
كيف تقرر ما إذا كان صب الحقن هو العملية الصحيحة؟
النظر في هذه المعايير لتحديد ما إذا كان صب الحقن يناسب احتياجاتك:
يعتبر صب الحقن مثاليًا للأجزاء ذات الحجم العالي والمعقد ولكنها قد لا تتناسب مع احتياجات النماذج المنخفضة أو النماذج الأولية.

عملية اختيار العملية
-
حجم الإنتاج : أحجام عالية (الآلاف إلى الملايين) تفضل صب الحقن.
-
تعقيد الجزء : الهندسة المعقدة مع التحمل الضيق مناسبة بشكل جيد.
-
متطلبات المواد : تأكد من أن المادة متوافقة (اللدائن الحرارية أو الحرارية).
-
الاستثمار الأولي : تقييم القدرة على تحمل تكاليف العفن.
-
مهلة الرصاص : حساب وقت تطوير العفن.
على سبيل المثال ، يستفيد إنتاج 100000 من العلب الإلكترونيات من كفاءة صب الحقن.
صب الحقن مناسب للنماذج الأولية.خطأ شنيع
تكاليف العفن المرتفعة تجعلها أقل اقتصادا للنماذج الأولية مقارنة بالطباعة ثلاثية الأبعاد.
يمكن لقولبة الحقن التعامل مع كل من البلاستيك الحراري والحرارة.حقيقي
يمكن للآلات المتخصصة معالجة الحرارية ، على الرغم من أن البلاستيك الحراري أكثر شيوعًا.
يتكامل صب الحقن مع نظام بيئي تصنيع أوسع.
تشمل التقنيات ذات الصلة إنتاج الراتنج البلاستيكي ، وتصميم العفن ، والتجميع ، والتشطيب ، ومراقبة الجودة.

عمليات المنبع
-
إنتاج الراتنج البلاستيكي : إنشاء كريات خام من البتروكيماويات أو المصادر الحيوية.
-
تصميم العفن والتصنيع : صنع القالب الدقيق عبر CNC أو EDM أو التصنيع المضافة.
عمليات المصب
-
التجميع : الجمع بين الأجزاء المقولبة ومكونات أخرى.
-
التشطيب : الرسم أو الطلاء أو النسيج للجمال أو الوظيفة.
-
مراقبة الجودة : فحص الأجزاء للعيوب والمواصفات.
هذه النظرة الشاملة تعمل على تحسين سلسلة الإنتاج.
خاتمة
تعد قدرة آلة صب الحقن البلاستيكية ، التي تحددها قوة التثبيت وحجم اللقطة ، أمرًا بالغ الأهمية لمدى ملاءمتها عبر التطبيقات. من الأجزاء الطبية الصغيرة إلى مكونات السيارات الكبيرة ، تضمن السعة المناسبة إنتاجًا فعالًا وعالي الجودة. من خلال فهم التصنيفات والتطبيقات والتفاصيل الفنية ، يمكن للمصنعين مواءمة المعدات مع أهداف الإنتاج. يقدم هذا الدليل رؤى قيمة للتنقل في تقنية صب الحقن ، سواء كان تصميم المنتجات أو عمليات التحجيم.
الجدول 1: مقارنة بين أنواع آلة صب الحقن
| نوع الآلة | مجموعة قوة التثبيت | كفاءة الطاقة | دقة | التطبيقات النموذجية |
|---|---|---|---|---|
| هيدروليكي | 10 - 2200 طن | معتدل | جيد | السيارات ، الصناعية |
| كهربائي | 10 - 500 طن | عالي | ممتاز | الطبية ، الالكترونيات |
| هجين | 10 - 1000 طن | عالي | جيد جدًا | السلع الاستهلاكية ، التعبئة والتغليف |
-
يعد فهم قدرة آلة صب الحقن أمرًا حيويًا لتحسين الإنتاج وضمان الجودة. استكشف هذا الرابط للرؤى المتعمقة. ↩
-
قوة التثبيت أمر بالغ الأهمية في صب الحقن. تعلم كيف يؤثر ذلك على جودة وكفاءة الإنتاج من خلال استكشاف هذا المورد. ↩
-
يؤثر حجم اللقطة بشكل مباشر على حجم وجودة الأجزاء المنتجة. اكتشف المزيد عن أهميته في عمليات صب الحقن. ↩
-
يعد فهم قوة التثبيت أمرًا بالغ الأهمية لتحسين تصميم العفن وضمان الجودة في عمليات صب الحقن. ↩
-
يمكن للتعرف على سعة الحقن إرشادك في اختيار أفضل آلة لمتطلبات التصنيع الخاصة بك. ↩
-
اكتشف فوائد الآلات الهيدروليكية في صب الحقن ، والتي يمكن أن تساعدك على اتخاذ قرارات مستنيرة لاحتياجات الإنتاج الخاصة بك. ↩
-
تعلم كيف تعزز الآلات الكهربائية الكفاءة والدقة في عمليات القولبة ، وهو أمر بالغ الأهمية للتصنيع الحديث. ↩
-
استكشف هذا الرابط لفهم كيف يمكن للإنتاج العالي الحجم أن يعزز الكفاءة وخفض التكاليف في التصنيع. ↩
-
اكتشف كيف يمكن أن يؤدي تعدد المواد في صب الحقن إلى تصميمات وتطبيقات مبتكرة للمنتجات. ↩
-
تعرف على الآثار المترتبة على ارتفاع التكاليف الأولية في صب الحقن وكيف تؤثر على قرارات الإنتاج. ↩




