هل شعرت يوماً بالفضول حيال كيفية تصنيع منتجات البولي بروبيلين؟ أنا شخصياً شعرت بذلك!
تتضمن عملية قولبة حقن البولي بروبيلين تغذية أسطوانة ساخنة بحبيبات البولي بروبيلين، حيث تُصهر وتُحقن في تجويف القالب. ثم تبرد المادة وتتصلب، مُشكّلةً الشكل المطلوب قبل إخراجها. تُقدّر هذه العملية لكفاءتها وتعدد استخداماتها في إنتاج الأجزاء المعقدة.
يُقدّم هذا الملخص الموجز شرحًا للأجزاء الأساسية. يتضمن تعلّم قولبة حقن البولي بروبيلين استكشاف تفاصيل شيّقة حول خصائص المادة، وشكل القالب، وظروف المعالجة. تابع القراءة واستكشف كل جزء، واكتشف كيف تُحسّن ممارساتك في قولبة الحقن.
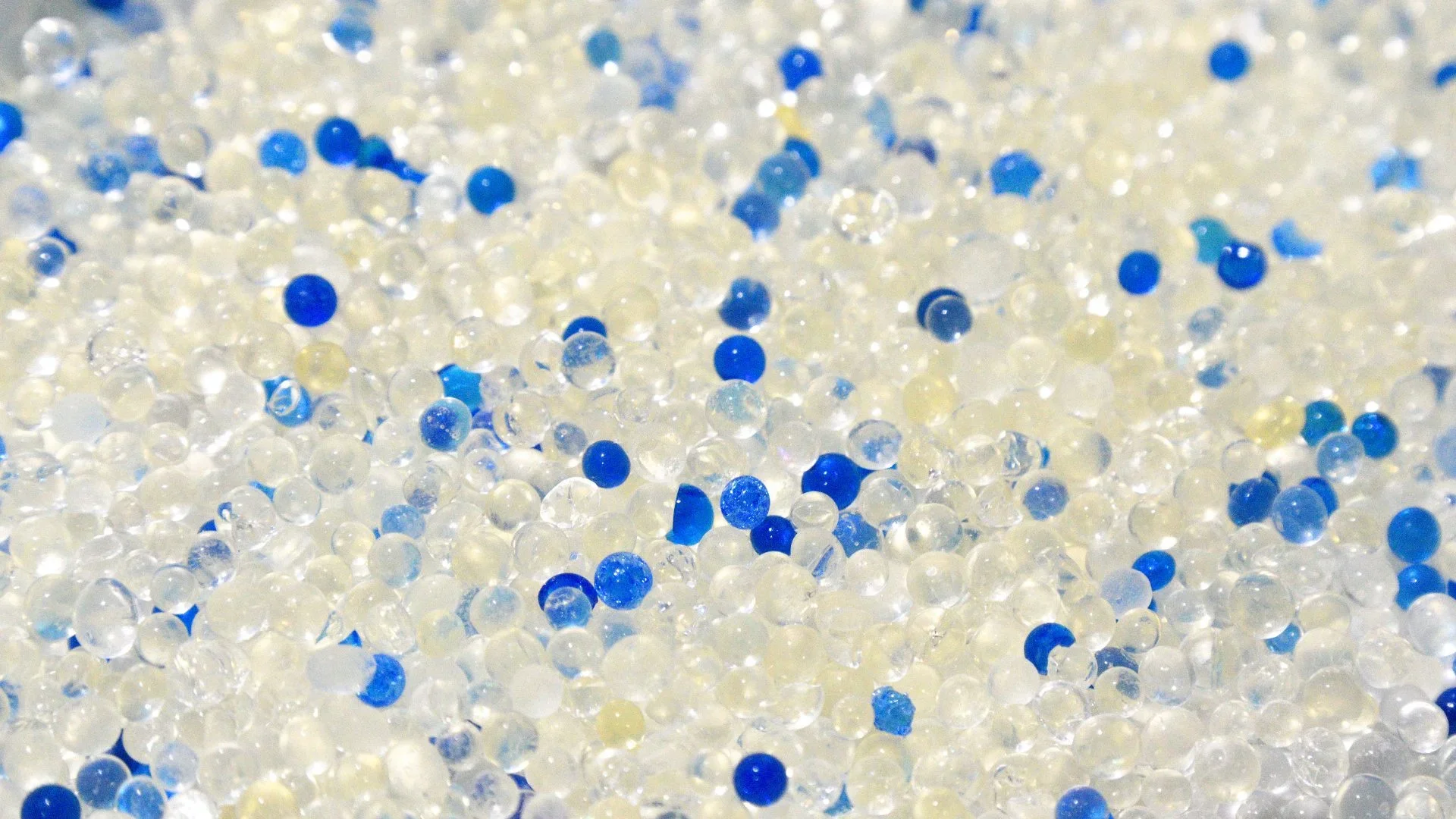
تستخدم عملية قولبة حقن البولي بروبيلين حبيبات البولي بروبيلين.حقيقي
عادةً ما تخضع حبيبات البولي بروبيلين لعملية الصهر ثم الحقن في قالب.
ما هي مراحل قولبة حقن البولي بروبيلين؟
تعرف على تفاصيل عملية قولبة حقن البولي بروبيلين، وهي طريقة مهمة في الإنتاج الحالي.
تتألف عملية قولبة حقن البولي بروبيلين من عدة مراحل: تحضير المادة، والصهر، والحقن، والتبريد، والإخراج. كل مرحلة منها بالغة الأهمية لضمان جودة المنتج النهائي ودقته، بدءًا من اختيار المادة المناسبة وصولًا إلى تصميم قالب فعال.

تحضير المواد: بدء العملية
الخطوة الأولى ، يتم اختيار راتنج البولي بروبيلين المناسب بناءً على متطلبات المنتج. يجب أن يكون الراتنج المختار نظيفًا وخاليًا من الشوائب، كما يجب تجفيفه جيدًا لتجنب مشاكل الرطوبة أثناء عملية القولبة. عادةً، يحتاج راتنج البولي بروبيلين إلى التجفيف في درجات حرارة تتراوح بين 80 و100 درجة مئوية لمدة تتراوح بين ساعتين وأربع ساعات، مع الحفاظ على مستوى الرطوبة أقل من 0.05%.
الانصهار: الوصول إلى السماكة المناسبة
يُوضع الراتنج المُجهز في أسطوانة التسخين الخاصة بآلة التشكيل بالحقن. هنا، تعمل درجات حرارة تتراوح بين 160 و250 درجة مئوية على إذابة الراتنج. تُعدّ درجة حرارة الإذابة المناسبة ضرورية للحفاظ على سيولة الراتنج ومنعه من التحلل، الأمر الذي قد يُضعف المنتج.
الحقن: ملء الشكل
يتم حقن الراتنج المنصهر في تجويف قالب مصمم خصيصًا تحت ضغط عالٍ، عادةً ما يتراوح بين 50 و 120 ميجا باسكال . ويجب التحكم بدقة في السرعة والضغط لضمان التعبئة الكاملة دون إحداث عيوب مثل علامات التدفق أو خطوط الانصهار.
التبريد: تصلب المنتج
بعد الحقن، تبرد المادة وتتصلب داخل القالب. هذه مرحلة حاسمة لأنها تحدد الشكل والحجم النهائيين للمنتج. يتيح نظام التبريد الجيد، الذي غالبًا ما يحتوي على قنوات مائية داخل القالب، توزيعًا متساويًا للحرارة ويقلل من الانكماش والانحناء.
الإخراج: إزالة المنتج
في الخطوة الأخيرة، يُخرج المنتج المبرد ( رقم 3)
تُعدّ كل مرحلة من مراحل عملية قولبة حقن البولي بروبيلين ذات أهمية بالغة. فالاهتمام الدقيق بالتفاصيل في كل خطوة يُؤدي إلى منتجات عالية الجودة. ويُعتبر اختيار مواد قوالب متينة مثل فولاذ P20 أو 718، وضبط إعدادات الحقن كالضغط والسرعة، خيارات مهمة تُؤثر على كلٍ من المظهر والوظيفة.
يتطلب راتنج البولي بروبيلين التجفيف عند درجة حرارة 80-100 درجة مئوية لمدة 2-4 ساعات.حقيقي
يؤدي تجفيف الراتنج إلى منع مشاكل الرطوبة، مما يدعم جودة عملية التشكيل.
يكون ضغط الحقن في قولبة البولي بروبيلين دائمًا أقل من 50 ميجا باسكال.خطأ شنيع
تتراوح قوة الحقن عادةً من 50 إلى 120 ميجا باسكال لتشكيل البولي بروبيلين.
كيف تؤثر خصائص المواد على عملية التشكيل؟
يُعد فهم خصائص المواد أمرًا حيويًا لتحقيق نتائج تشكيل ناجحة.
تؤثر خصائص المواد بشكل كبير على عملية التشكيل من خلال التأثير على التدفق ومقاومة الحرارة وجودة المنتج النهائي. تشمل الخصائص الرئيسية الاستقرار الحراري واللزوجة والقوة الميكانيكية، والتي تحدد كفاءة دورة التشكيل والسلامة الهيكلية للأجزاء المشكلة.
أهمية الثبات الحراري
في عملية التشكيل رقم 4 ، تُعدّ مقاومة الحرارة عاملاً بالغ الأهمية، إذ تؤثر على سلوك المادة عند ارتفاع درجة حرارتها. على سبيل المثال، يبدأ البولي بروبيلين (PP) بالانصهار عند درجة حرارة تتراوح بين 160 و170 درجة مئوية. هذه الخاصية تجعله مناسبًا للعديد من الاستخدامات، كما أن مقاومته العالية للحرارة تُساعده على الحفاظ على قوته في الأماكن الدافئة مثل داخل السيارات أو الأجزاء الكهربائية.
قد تتلف المواد التي تفتقر إلى الثبات الحراري أو تحترق أثناء عملية التشكيل، مما قد يُسبب مشاكل مثل تغير اللون أو ظهور نقاط ضعف. لذا، يُعد اختيار المواد ذات المقاومة الحرارية الكافية ضروريًا لضمان الجودة وطول العمر.
تأثير السماكة على التدفق
تؤثر السماكة أو اللزوجة على سهولة انزلاق المادة في القوالب. يتميز البولي بروبيلين بسيولة جيدة، مما يساعد على ملء أشكال القوالب المعقدة دون الحاجة إلى بذل جهد كبير. ولكن إذا كانت المادة سميكة جدًا، فقد لا تملأ المساحات الصغيرة في القالب بشكل صحيح، مما يؤدي إلى قطع غير مكتملة.
من ناحية أخرى، قد تتسبب المواد الرقيقة جدًا في مشاكل مثل زيادة كمية المادة أو انكماشها بشكل مفرط. لذا، فإن تعديل السماكة باستخدام إضافات أو خلطها مع أنواع أخرى من البلاستيك يمكن أن يحسن من انسيابيتها.
القوة ومتانة المنتج
تُعدّ قوة المادة، مثل مدى قابليتها للتمدد أو الانحناء، عاملاً مهماً في استخدام المنتج النهائي. فعلى سبيل المثال، يتمتع البولي بروبيلين بقوة تمدد تتراوح بين 20 و30 ميجا باسكال، وقوة انحناء تتراوح بين 25 و40 ميجا باسكال. وتمنح هذه القوة متانة كافية لتصنيع منتجات تدوم طويلاً، مثل السلع الاستهلاكية أو قطع غيار السيارات.
علاوة على ذلك، يتميز البولي بروبيلين بمقاومته للصدمات بشكل أفضل من بعض أنواع البلاستيك الأخرى مثل البوليسترين. وهذا ما يجعله مثالياً للاستخدامات التي تتطلب قوة عالية ومقاومة للكسر. كما أنه آمن لتغليف المواد الغذائية لأنه غير سام.
المقاومة الكيميائية والاستخدام
يتميز البولي بروبيلين بمقاومته للمواد الكيميائية كالأحماض والقواعد والمذيبات، مما يزيد من استخداماته في مجالات مثل تغليف المواد الغذائية والأجهزة المنزلية. تضمن هذه الخاصية سلامة المنتج وقوته عند تعرضه لمختلف المواد الكيميائية أثناء الاستخدام أو التنظيف.
يُعد اختيار المواد بناءً على مدى مقاومتها للمواد الكيميائية أمرًا بالغ الأهمية في الصناعات التي غالبًا ما تتعرض فيها المنتجات لمواد قاسية.
أفكار ختامية حول الصفات المادية
تساهم كل سمة من سمات المادة في نجاح عملية التشكيل بطريقة خاصة. ومن خلال معرفة هذه السمات وتعديلها - كالثبات الحراري، والسماكة، والقوة، والمقاومة الكيميائية - يُرجح أن يُحسّن المصنّعون الجودة والفائدة في مختلف الاستخدامات.
تبلغ درجة انصهار البولي بروبيلين 160 - 170 درجة مئوية.حقيقي
ينصهر البولي بروبيلين عند درجة حرارة عالية، مما يسمح له بتحمل الحرارة الشديدة.
تتدفق المواد ذات اللزوجة العالية بسهولة إلى تجاويف القوالب.خطأ شنيع
السائل الكثيف يقاوم الحركة، لذا يصبح من الصعب ملء تفاصيل القالب.
ما هو دور تصميم القالب في جودة المنتج؟
هل ترغب بمعرفة كيف يؤثر تصميم القوالب على جودة منتجاتك؟ دعنا نكتشف ذلك!
يُعدّ تصميم القالب عاملاً حاسماً في تحديد جودة المنتجات المصنّعة بتقنية الحقن. فهو يؤثر على جوانب عديدة، منها دقة الأبعاد، ونعومة السطح، والسلامة الهيكلية. ويضمن التصميم الأمثل للقالب تبريداً فعالاً، وإخراجاً سلساً، وتقليل العيوب إلى أدنى حد، مما يؤثر بشكل مباشر على موثوقية المنتج النهائي وجماله.
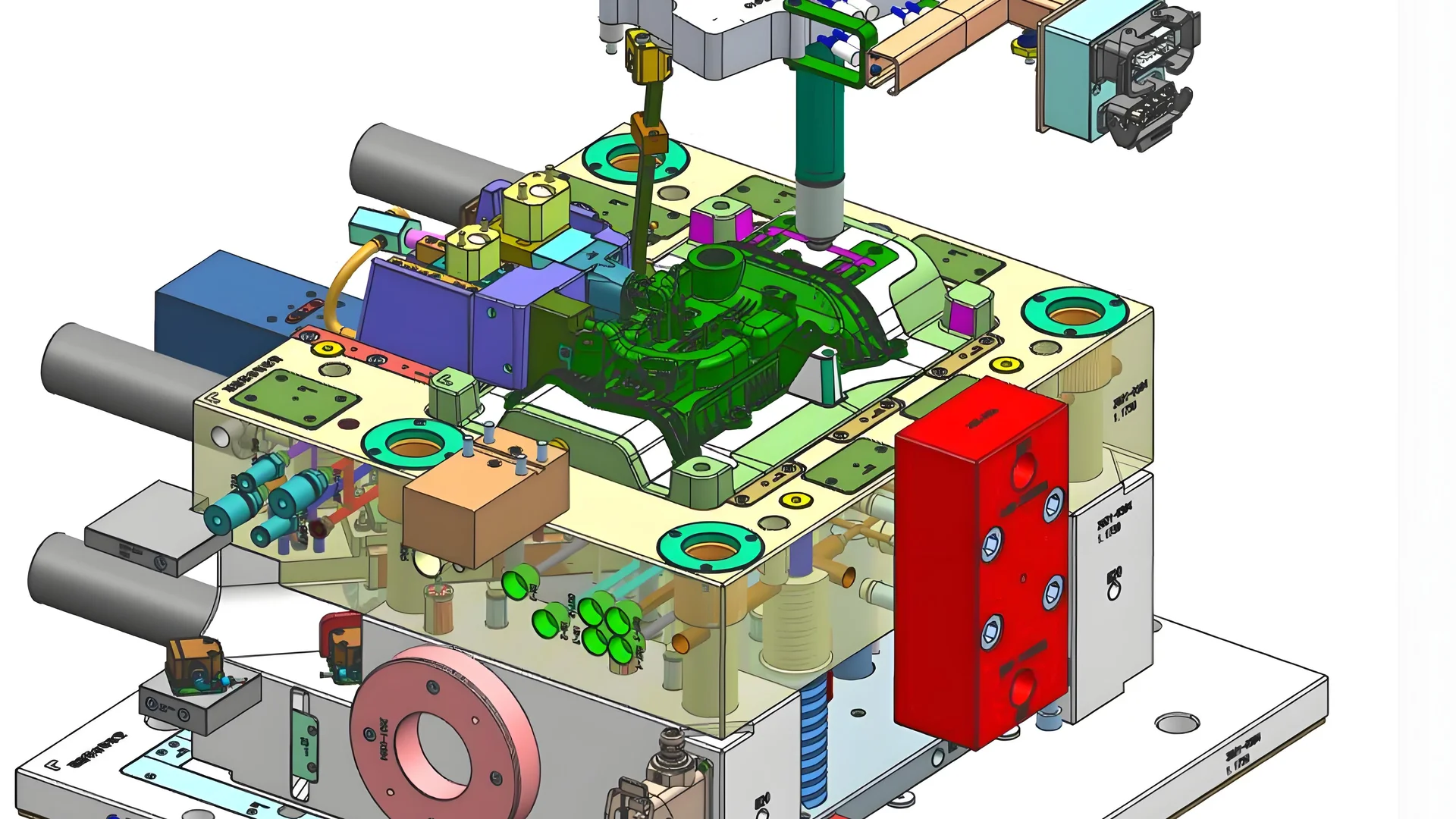
أهمية اختيار مادة القالب
يُعدّ اختيار مادة القالب المناسبة أمرًا بالغ الأهمية لتحمّل الضغط العالي ودرجة الحرارة المرتفعة في عملية التشكيل بالحقن. وتُعتبر مواد مثل فولاذ P20 و718 شائعة الاستخدام لصلابتها وقوتها ومقاومتها للتآكل. فعلى سبيل المثال، يُوفّر فولاذ P20 أداءً ممتازًا في المعالجة بتكلفة أقل، مما يجعله مثاليًا لتشكيل البولي بروبيلين بالحقن بشكل عام.
تصميم نظام التبريد
يُعدّ نظام التبريد الجيد ضروريًا للحفاظ على درجة حرارة متساوية للقالب، وهو أمر بالغ الأهمية لضمان جودة المنتج. يُستخدم التبريد المائي عادةً عبر قنوات مُرتبة داخل القالب. يتراوح عرض هذه القنوات عادةً بين 8 و12 ملم، بينما تتراوح المسافة بينها، بحسب سُمك جدار المنتج وشكله، بين 20 و50 ملم.
تصميم نظام التبريد 6 أن يكون المدخل والمخرج متناظرين لضمان تدفق المياه بشكل منتظم، مما يحسن تأثير التبريد ويقلل من أوقات الدورة.
سطح الفصل وآلية التحرير
يجب وضع خط الفصل في مكان لا يؤثر على مظهر المنتج أو وظيفته. كما يجب تصميم آلية الفتح بما يتناسب مع شكل المنتج وبنيته لتسهيل إزالته دون إتلافه أو ثنيه.
تصميمات مختلفة للقاذفات بناءً على الاحتياجات، مثل دبابيس القاذفات للاستخدامات العامة أو قاذفات لوحة الدفع للمنتجات الأكبر حجمًا التي تحتاج إلى توزيع متساوٍ للقوة.
نظام تغذية الغراء
يؤثر اختيار طريقة تغذية الغراء على جودة المنتج. تشمل الخيارات اللصق المباشر لتعبئة أسرع ولكن مع ظهور علامات أكثر وضوحًا، أو اللصق الجانبي للمنتجات الأكبر حجمًا مع علامات أقل وضوحًا. يُعد اللصق الموضعي الخيار الأمثل للمنتجات التي تتطلب سطحًا نهائيًا عالي الجودة.
تأثير ذلك على تصميم المنتج
يُعدّ تساوي سُمك الجدار أمرًا بالغ الأهمية لتجنب مشاكل مثل الانكماش غير المتساوي والإجهاد الداخلي، والتي قد تُسبب التواءً. بالنسبة للمنتجات ذات الأشكال المعقدة، يُساعد التغيير التدريجي في سُمك الجدار على تقليل تركيز الإجهاد. عادةً، يُنصح بسُمك يتراوح بين 1 و3 ملم حسب الاستخدام.
تحسين مظهر المنتج ووظيفته
لا يُحسّن تصميم القوالب الجيد المظهر فحسب، بل يُحسّن أيضًا وظيفة المنتج النهائي. فمن خلال ضبط أنظمة التبريد والبوابات بشكل صحيح، يحقق المصممون تشطيبات سطحية أفضل وقوة هيكلية أعلى، مما يضمن تلبية المنتجات لأعلى معايير الجودة باستمرار.
بشكل عام، يعد تصميم القوالب بعناية أمرًا أساسيًا لتحسين كل من المظهر الجذاب وأداء المنتجات المصنعة بالحقن، وبالتالي ضمان رضا العملاء والحفاظ على القدرة التنافسية.
يؤثر تصميم القالب على تشطيب سطح المنتج.حقيقي
يؤدي صنع القوالب بعناية إلى الحصول على أسطح ناعمة عن طريق تقليل العيوب.
يمنع سمك الجدار الموحد حدوث التواء في المنتجات.حقيقي
يقلل سمك الجدار الموحد من مشاكل الشد والانكماش.
كيف يمكنك تحسين معايير قولبة الحقن؟
هل ترغب في تحسين تقنية قولبة الحقن لديك لتحقيق نتائج أفضل؟ إليك الطريقة!
لتحسين معايير قولبة الحقن، ركز على ضبط ضغط الحقن وسرعته ودوران البرغي. يجب ضبط كل معيار بدقة بناءً على حجم المنتج وشكله وخصائص مادته لتقليل العيوب وتحسين الجودة.

فهم المعايير الرئيسية
تُعدّ معايير قولبة الحقن بالغة الأهمية في تحديد جودة وإنتاجية المنتجات. وتشمل هذه المعايير المهمة ضغط الحقن وسرعته ودوران البرغي.
-
ضغط الحقن: يتراوح هذا الضغط عادةً بين 50 و120 ميجا باسكال. غالبًا ما تحتاج المنتجات الرقيقة إلى ضغط أعلى للتعبئة المناسبة، بينما قد تستخدم المنتجات السميكة ضغطًا أقل لتجنب الإجهاد الداخلي.
-
سرعة الحقن: تتراوح عادةً بين 50 و150 مم/ثانية. اضبط هذه السرعة بناءً على مدى تعقيد القطعة والشكل المطلوب. السرعات العالية تُحسّن ملء القوالب المعقدة، بينما تُنتج السرعات المنخفضة أسطحًا عالية الجودة.
-
سرعة البرغي: عادةً ما تتراوح بين 30 و 100 دورة في الدقيقة. السرعات الأعلى تزيد من معدلات الإنتاج ولكنها قد تتسبب في ارتفاع درجة الحرارة وإتلاف المادة.
إصلاح العيوب الشائعة
قد ينتج عن عملية التشكيل بالحقن عيوب مثل عدم اكتمال التعبئة، وعلامات الانكماش، وعلامات التدفق. وفيما يلي حلول لهذه العيوب:
| عيب | سبب | حل |
|---|---|---|
| تعبئة غير مكتملة | ضغط منخفض أو سرعة منخفضة | ارفع الضغط والسرعة، وغيّر درجة حرارة القالب |
| علامات الانكماش | تقلص مفرط | إطالة وقت الحفظ، إطالة وقت التبريد |
| علامات التدفق | سرعة فائقة | خفف السرعة، وارفع درجة حرارة القالب |
ضبط المعايير لمختلف المنتجات
تصميم المنتجات 8 أيضاً على إعدادات المعلمات. على سبيل المثال، يتطلب المنتج ذو الجدران المستوية معلمات مختلفة عن المنتج ذي الجدران غير المستوية.
إن استغلال مزايا البولي بروبيلين (PP)، مثل مقاومته القوية للمواد الكيميائية وانخفاض سعره، من المحتمل أن يؤدي إلى حلول بأسعار معقولة 9 .
الموازنة بين الكفاءة والجودة
لا يؤدي ضبط هذه المعايير بشكل صحيح إلى تحسين الجودة فحسب، بل يزيد أيضًا من كفاءة الإنتاج. ويؤدي الفحص والتعديل المنتظم إلى تقليل الفاقد وخفض التكاليف.
إن فهم تفاصيل معايير قولبة الحقن يساعد المصممين على تحقيق التوازن بين السرعة والدقة، مما يؤدي إلى جودة منتج جيدة حقًا.
يؤدي ارتفاع ضغط الحقن إلى منع الإجهاد الداخلي في الجدران السميكة.خطأ شنيع
من المحتمل أن يؤدي الضغط المتزايد إلى توتر داخلي في العناصر ذات الجدران السميكة.
يمكن أن تؤدي سرعة البرغي العالية إلى تدهور جودة الراتنج في عملية قولبة الحقن.حقيقي
قد تؤدي دورات البرغي السريعة إلى ارتفاع درجات الحرارة، مما يؤدي إلى تلف الراتنج.
خاتمة
افهم تفاصيل عملية حقن البولي بروبيلين لتحسين الكفاءة والجودة. هذه الأفكار تُحسّن التصميم وتعديل العملية.
-
اكتسب رؤى حول تحسين تحضير راتنج البولي بروبيلين لإنتاج عالي الجودة: 1) تأكد من امتلاكك معدات التشكيل المناسبة. 2) ضع في اعتبارك التجفيف المسبق فقط إذا كنت تستخدم أنواعًا معينة من راتنجات البولي بروبيلين. 3) استخدم مادة منصهرة.. ↩
-
استكشف التقنيات المتقدمة لتحسين عملية قولبة الحقن: تتناول هذه المدونة أنواع وخصائص وعملية قولبة الحقن للبلاستيك الهندسي PP، واختيار المعدات، ونمذجة المنتج، والقوالب.. ↩
-
اكتشف تصاميم مبتكرة لقاذفات المنتجات لإزالة سلسة للمنتج: لتقليل القوة اللازمة للقذف، يتضمن تصميم قولبة الحقن زوايا سحب متزايدة، وقد يُضفي لمسة نهائية أكثر نعومة على القلب.. ↩
-
تعرّف على كيفية تأثير خصائص المواد على نتائج وكفاءة عملية التشكيل: ترتبط قيم معدل تدفق الذوبان المنخفضة بالمواد ذات الوزن الجزيئي المتوسط الأعلى. يوفر الوزن الجزيئي الأعلى، بدوره، خصائص محسّنة.. ↩
-
استكشف خصائص فولاذ P20 المناسبة لقوالب حقن البولي بروبيلين: فولاذ قوالب P20 هو فولاذ متعدد الاستخدامات ومنخفض السبائك، يتميز بمتانة جيدة عند مستويات قوة متوسطة. يُستخدم هذا الفولاذ عادةً في صناعة البلاستيك.. ↩
-
تعرّف على كيفية تصميم أنظمة تبريد مثالية للقوالب: تأكد من أن قطر خط التبريد كبير بما يكفي للتغلب على انتقال حرارة المادة البلاستيكية إلى الفولاذ المحيط ↩
-
اكتشف آليات الطرد المختلفة لفك القوالب بسلاسة: أنواع أنظمة الطرد في قولبة الحقن · طرد الدبابيس والشفرات · أكمام الطرد · قاذفات الصمامات · طرد حلقات التجريد · الطرد الهوائي · أمور أخرى يجب مراعاتها.. ↩
-
تعرّف على أهمية توحيد سُمك الجدار لتقليل الإجهاد: يُقلل سُمك الجدار المناسب من خطر ظهور عيوب تجميلية في الأجزاء البلاستيكية. يجب ألا يقل سُمك الجدران في أي جزء مصبوب من البلاستيك عن 40 إلى 60 بالمائة من.. ↩
-
اكتشف لماذا يُفضّل استخدام البولي بروبيلين في مختلف الصناعات: مزايا استخدام قولبة حقن البولي بروبيلين: • البولي بروبيلين متوفر بكثرة وبأسعار معقولة. • مقاوم للرطوبة والإجهاد والصدمات. • يتميز البولي بروبيلين بـ.. ↩