

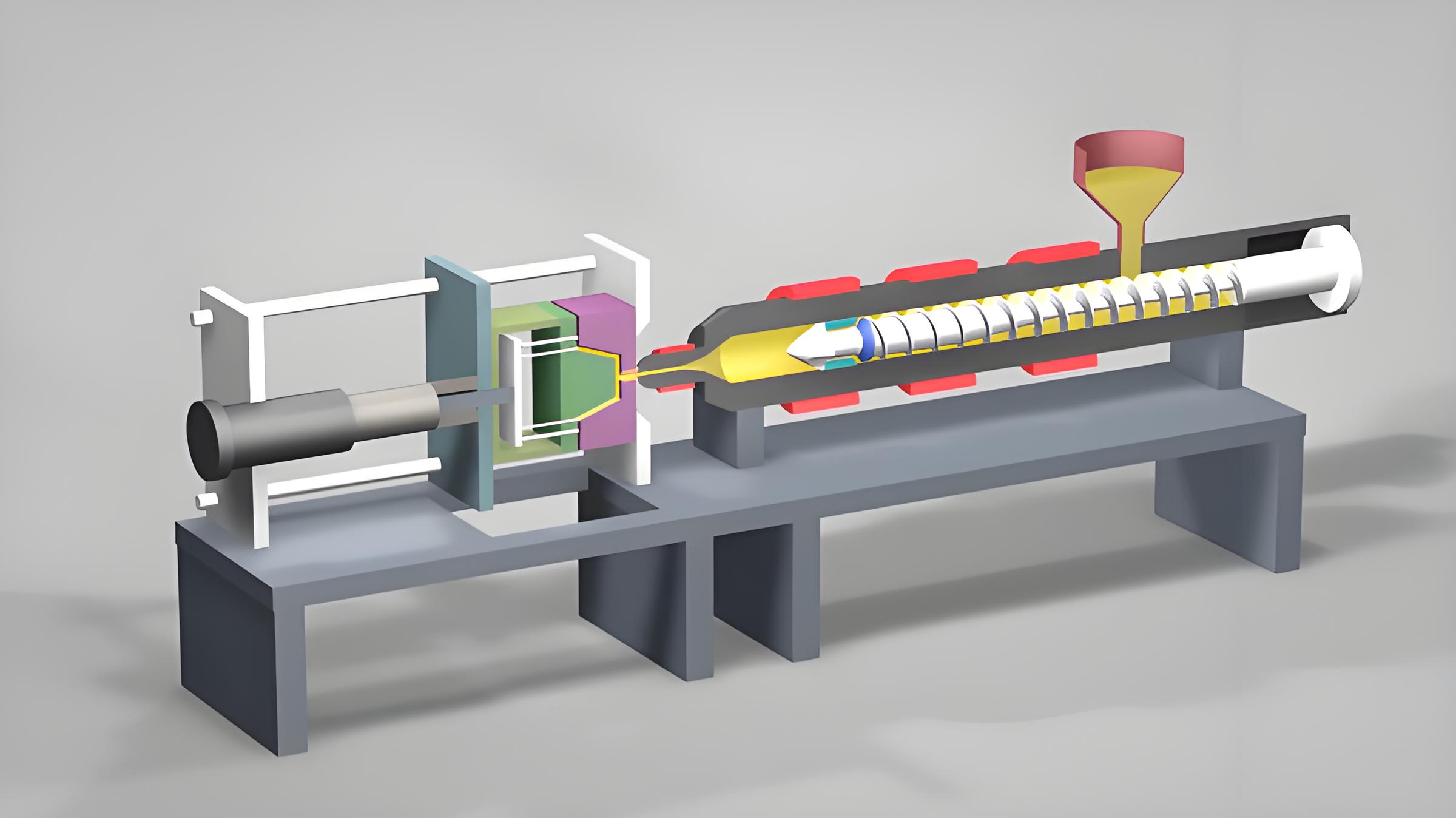
يشكل القولبة بالحقن حياتنا اليومية بطرق غالبًا ما نتجاهلها - دعنا نستكشف كيفية تأثيرها على سمك البلاستيك!
تؤثر عملية التشكيل بالحقن بشكل كبير على سماكة الجزء البلاستيكي من خلال متغيرات مثل ضغط الحقن، والوقت، وضغط الإمساك، ودرجة حرارة القالب، ودرجة حرارة الذوبان، وتصميم البوابة. تؤثر هذه العوامل على سعة الملء، والانكماش، والاتساق، وهو أمر بالغ الأهمية لتحقيق مواصفات التصميم.
ولكن هناك الكثير تحت السطح! انضم إلي ونحن نتعمق أكثر في كل عامل يمكن أن يساعد في تحسين تصميماتك وعملياتك.
يؤدي ضغط الحقن غير الكافي إلى أجزاء بلاستيكية أرق.حقيقي
يؤدي الضغط المنخفض إلى ملء التجويف بشكل غير كامل، مما يقلل من سمك الجزء.
ما هو الدور الذي يلعبه ضغط الحقن في سمك الجزء؟
يعد ضغط الحقن عاملاً حاسماً يؤثر على سمك وجودة الأجزاء البلاستيكية في قولبة الحقن.
يؤثر ضغط الحقن بشكل مباشر على سمك الأجزاء البلاستيكية من خلال التحكم في تدفق المواد المنصهرة إلى القالب. يؤدي الضغط غير الكافي إلى أجزاء أرق، خاصة في المناطق المعقدة، في حين أن الضغط الزائد يمكن أن يسبب عيوبًا مثل التخفيف الموضعي أو الوميض، مما يؤثر على دقة أبعاد الجزء.

فهم ضغط الحقن
يشير ضغط الحقن إلى القوة المطبقة على البلاستيك المنصهر أثناء حقنه في تجويف القالب. يحدد هذا الضغط مدى ملء التجويف وبالتالي السُمك النهائي للجزء المصبوب.
ضغط الحقن غير كاف
عندما يكون ضغط الحقن منخفضًا جدًا، فإن البلاستيك المنصهر يكافح لملء تجويف القالب بالكامل. وتتجلى هذه المشكلة بشكل خاص في المناطق البعيدة عن البوابة أو في القوالب ذات التصاميم المعقدة. على سبيل المثال، قد يؤدي تصنيع أجزاء كبيرة بضغط حقن منخفض إلى عدم كفاية سمك الحواف أو المركز بسبب الحشو غير الكامل. يمكن أن يؤدي ذلك إلى عدم استيفاء الأجزاء لمواصفات التصميم، مما يؤثر على الأداء والموثوقية.
آثار ضغط الحقن المفرط
على العكس من ذلك، يمكن أن يؤدي ضغط الحقن المفرط إلى تحرك ذوبان البلاستيك بسرعة كبيرة عبر التجويف. قد تؤدي هذه الحركة السريعة إلى مشكلات مثل اختراق الأجزاء الأضعف من الجزء، مما يؤدي إلى ترقق موضعي أو عيوب مثل الوميض حول الحواف. مثل هذه المشاكل يمكن أن تؤثر على دقة الأبعاد الإجمالية للجزء البلاستيكي.
موازنة ضغط الحقن للحصول على سمك مثالي
يعد تحقيق التوازن الصحيح في ضغط الحقن أمرًا حيويًا. ويتطلب الأمر دراسة متأنية لعوامل مثل تصميم القالب 1 ونوع المادة وتعقيد الجزء. يجب على المهندسين إجراء عمليات محاكاة واختبارات شاملة لتحديد إعدادات الضغط المثالية التي تضمن سماكة موحدة دون إدخال عيوب.
يلعب ضغط الحقن دورًا محوريًا في ضمان تلبية الأجزاء للمواصفات المقصودة من خلال التأثير على مدى دقة وانتظام ملء القالب. من خلال فهم هذه المعلمة وتعديلها بشكل صحيح، يمكن للمصنعين إنتاج أجزاء عالية الجودة بسماكة متسقة مع الحد الأدنى من العيوب.
ارتفاع ضغط الحقن يسبب عيوب الفلاش.حقيقي
يمكن أن يؤدي الضغط الزائد إلى حدوث وميض، مما يؤثر على دقة الأجزاء.
ضغط الحقن المنخفض يضمن سماكة موحدة.خطأ شنيع
يؤدي الضغط غير الكافي إلى ملء غير كامل وسماكة غير متساوية.
كيف يؤثر الضغط والوقت على السُمك؟
يعد فهم دور الضغط والوقت أمرًا بالغ الأهمية في تحقيق سمك الجزء المطلوب في قولبة الحقن.
يعد الضغط والوقت أمرًا بالغ الأهمية في تحديد سمك الجزء البلاستيكي. يعمل ضغط الإمساك المناسب على ضغط المصهور، مما يقلل من الانكماش ويضمن دقة الأبعاد. وبالمثل، فإن وقت التحمل يسمح بالتصلب الكامل، مما يمنع الانكماش والعيوب مثل المنخفضات. ويحتاج كلا العاملين إلى معايرة دقيقة لتحقيق التوازن بين الجودة والكفاءة.
دور الضغط القابضة
يتم تطبيق ضغط الضغط بمجرد أن تملأ مرحلة الحقن الأولية تجويف القالب. يضمن هذا الضغط بقاء البلاستيك المنصهر مضغوطًا داخل القالب، مما يعوض أي انكماش في المادة يحدث عندما يبرد الجزء ويتصلب.
-
ضغط الإمساك غير الكافي : عندما يكون الضغط منخفضًا للغاية، قد ينكمش البلاستيك بشكل مفرط أثناء التبريد، مما يؤدي إلى أجزاء أرق لا تلبي مواصفات التصميم. وهذا يمثل مشكلة خاصة في المناطق البعيدة عن البوابة حيث يكون فقدان الضغط أكثر أهمية. على سبيل المثال، تتطلب مكونات السيارات الكبيرة ضغطًا ثابتًا لتجنب اختلاف السُمك عبر الجزء.
-
ضغط التثبيت المفرط : من ناحية أخرى، يمكن أن يؤدي الضغط الزائد إلى مشاكل مثل الوميض - وهو طبقة رقيقة من المواد الزائدة على طول خط فراق القالب - بسبب القوة المفرطة على القالب. قد يتسبب هذا أيضًا في حدوث ضغط داخل البلاستيك، مما يؤدي إلى تشويهه أو تشققه بعد الإنتاج.
أهمية عقد الوقت
يحدد وقت التثبيت مدة تطبيق ضغط التثبيت بعد ملء القالب. يضمن أن يحافظ الجزء على شكله وسمكه حتى يبرد بدرجة كافية لإزالته من القالب.
-
وقت الاحتفاظ القصير : إذا كان وقت التثبيت غير كافٍ، فقد يبدأ البلاستيك في الانكماش قبل أن يصلب بالكامل، مما يؤدي إلى عيوب مثل علامات الحوض أو الفراغات، مما يضر بالمظهر والسلامة الهيكلية.
-
وقت الاحتفاظ الممتد : في حين أن وقت الانتظار الأطول يمكن أن يعزز استقرار الأبعاد ويقلل من اختلاف السُمك، فإنه يمكن أيضًا أن يقلل من كفاءة الإنتاج عن طريق زيادة وقت الدورة. بالإضافة إلى ذلك، قد يؤدي الاحتجاز الممتد إلى ضغوط متبقية قد تؤدي إلى تشوهات ما بعد الصب.
تحقيق التوازن بين الجودة والكفاءة
لتحقيق أفضل النتائج، يجب على الشركات المصنعة موازنة ضغط التحمل 2 والوقت مع عوامل أخرى مثل درجات حرارة العفن والذوبان. على سبيل المثال، قد تتطلب درجات الحرارة المرتفعة تعديلات في إعدادات الضغط والوقت للحفاظ على الجودة دون التضحية بالكفاءة.
جدول المثال: تأثير معلمات الاحتفاظ على جودة الجزء
| المعلمة | تأثير الإعداد المنخفض | تأثير الإعداد العالي |
|---|---|---|
| الضغط القابضة | انكماش، أجزاء رقيقة | فلاش، والإجهاد الداخلي |
| عقد الوقت | علامات بالوعة، الفراغات | زيادة وقت الدورة، والإجهاد المتبقي |
في الختام، يعد ضبط هذه المعلمات بناءً على خصائص مواد محددة وتصميم الأجزاء أمرًا ضروريًا لإنتاج مكونات بلاستيكية عالية الجودة في قولبة الحقن. ومن خلال فهم هذه الفروق الدقيقة، يمكن للمصنعين التنبؤ بالنتائج بشكل أفضل وتعديل العمليات وفقًا لذلك.
الضغط المستمر يقلل من انكماش الجزء.حقيقي
يؤدي الضغط المناسب إلى ضغط المصهور، مما يقلل من الانكماش.
وقت الانتظار الممتد يقلل من كفاءة الإنتاج.حقيقي
يزيد وقت الانتظار الأطول من وقت الدورة، مما يقلل من الكفاءة.
لماذا تعتبر درجة حرارة العفن ضرورية للتحكم في السُمك؟
تعتبر درجة حرارة القالب عاملاً حاسماً في عملية القولبة بالحقن، حيث تؤثر بشكل مباشر على سمك وجودة الأجزاء البلاستيكية.
تؤثر درجة حرارة القالب على سماكة الجزء البلاستيكي من خلال التأثير على معدل تبريد الذوبان، والسيولة، والانكماش. تضمن درجة حرارة القالب المثلى سماكة ثابتة، وتجنب العيوب مثل التعبئة غير المتساوية أو الانكماش المفرط، والتي يمكن أن تؤثر على مواصفات التصميم وأداء الأجزاء.
دور درجة حرارة العفن في التبريد والسيولة
درجة حرارة القالب 3 دورًا محوريًا في تحديد مدى سرعة تبريد البلاستيك المنصهر بمجرد حقنه في التجويف. إذا كانت درجة حرارة القالب منخفضة للغاية، يبرد المنصهر بسرعة، مما يزيد من اللزوجة ويقلل من السيولة. وهذا يجعل من الصعب على المصهور أن يملأ التجويف بالكامل، مما يؤدي إلى ظهور أقسام أرق، خاصة في المناطق المعقدة أو البعيدة من القالب.
على العكس من ذلك، إذا كانت درجة حرارة القالب مرتفعة جدًا، فإنها تبطئ عملية التبريد. في حين أن هذا قد يبدو مفيدًا للحشو، إلا أنه قد يؤدي إلى انكماش مفرط حيث يبرد الجزء خارج القالب. يؤدي هذا الانكماش في كثير من الأحيان إلى أجزاء تتجاوز السمك المصمم، مما يؤثر على كل من الجماليات والوظائف.
موازنة درجة حرارة العفن للحصول على أفضل النتائج
يعد العثور على التوازن الصحيح في درجة حرارة القالب أمرًا بالغ الأهمية لضمان سمك موحد عبر الجزء البلاستيكي. من الناحية المثالية، يجب أن تكون درجة حرارة القالب مرتفعة بما يكفي للسماح بملء التجويف بالكامل ولكن منخفضة بما يكفي لمنع الانكماش المفرط وتمديد وقت الدورة. ويضمن هذا التوازن التزام الجزء بشكل وثيق بمواصفات التصميم الخاصة به دون استخدام مواد غير ضرورية أو زيادة تكاليف الإنتاج.
| درجة حرارة العفن | التأثير على سمك الجزء | القضايا المحتملة |
|---|---|---|
| منخفض جدًا | أقسام أرق. ملء الفقراء | نقص المواد والتفاوت |
| أفضل | سمك متناسق | أبعاد مستقرة |
| عالية جدًا | سمك مفرط / انكماش | دورات ممتدة وتكاليف عالية |
التأثير على دورة الإنتاج والتكاليف
لا يؤثر الحفاظ على درجة حرارة القالب المثالية على جودة الجزء فحسب، بل يؤثر أيضًا على كفاءة الإنتاج. ستؤدي درجة حرارة العفن الأعلى من اللازم إلى زيادة أوقات الدورات بسبب فترات التبريد الطويلة، مما يزيد من استهلاك الطاقة وتكاليف الإنتاج. من ناحية أخرى، قد تتطلب درجة الحرارة المنخفضة جدًا خطوات معالجة إضافية لتصحيح العيوب، مما يؤثر بشكل أكبر على فعالية التكلفة.
يساعد فهم هذه الفروق الدقيقة الشركات المصنعة على تحسين عمليات القولبة بالحقن 4 لتحقيق النتائج المرجوة بأقل قدر من الهدر والتكلفة.
درجة حرارة القالب المثالية تمنع الانكماش المفرط.حقيقي
تضمن درجة حرارة القالب الصحيحة التصاق الأجزاء بالتصميم دون انكماش إضافي.
ارتفاع درجة حرارة العفن يقلل من تكاليف الإنتاج.خطأ شنيع
يؤدي ارتفاع درجات الحرارة إلى زيادة أوقات الدورات، مما يزيد من استخدام الطاقة وتكاليفها.
كيف يؤثر تصميم البوابة على التوحيد في السماكة؟
يعد تصميم البوابة أمرًا بالغ الأهمية لضمان سمك موحد للأجزاء البلاستيكية التي يتم إنتاجها عن طريق القولبة بالحقن. يمكن للبوابة المصممة جيدًا تحسين التدفق والتعبئة.
يؤثر تصميم البوابة على تجانس السمك من خلال تحديد معدل التدفق وتوزيع ذوبان البلاستيك داخل تجويف القالب. يضمن حجم البوابة المناسب وموضعها التدفق المتساوي، مما يمنع تغيرات السُمك في المنتج النهائي.

تأثير حجم البوابة على التدفق
في عملية التشكيل بالحقن، يلعب حجم البوابة دورًا حاسمًا في التحكم في تدفق ذوبان البلاستيك إلى تجويف القالب. حجم البوابة الصغيرة 5 على تقييد التدفق، مما يؤدي إلى إبطاء دخول الذوبان ومن المحتمل أن يؤدي إلى أجزاء أرق من الجزء البلاستيكي، خاصة في المناطق البعيدة عن البوابة أو في الأشكال الهندسية المعقدة. من ناحية أخرى، يسمح حجم البوابة الأكبر بتدفق أكثر قوة، مما يعزز التعبئة ويحتمل أن يحسن توحيد السُمك.
| حجم البوابة | تأثير |
|---|---|
| صغير | التدفق المقيد؛ أقسام أرق |
| كبير | تدفق قوي. تحسين التوحيد |
وضع البوابة الأمثل للتوحيد
موقع البوابة لا يقل أهمية. يمكن أن يؤدي الوضع غير المناسب، مثل وضع البوابة بالقرب من حافة أو زاوية، إلى أنماط تدفق غير متساوية داخل تجويف القالب. غالبًا ما يؤدي هذا عدم الانتظام إلى اختلافات في السُمك عبر الجزء. من الناحية المثالية، يجب وضع البوابات في مواضع تعزز التعبئة المتماثلة، مما يضمن ثبات الضغط ودرجة الحرارة عبر الجزء بأكمله.
على سبيل المثال، تساعد البوابات ذات الموقع المركزي على تحقيق تدفق شعاعي موحد، مما يقلل من الاختلافات في سمك الجدار. بالنسبة للأجزاء المعقدة، يمكن استخدام بوابات متعددة أو أنظمة تشغيل ساخنة للحفاظ على تعبئة متوازنة.
موازنة عوامل متعددة
في حين أن تصميم البوابة أمر محوري، إلا أنه يجب أخذه في الاعتبار جنبًا إلى جنب مع عوامل أخرى مثل ضغط الحقن ودرجة حرارة القالب. لدرجة حرارة الانصهار العالية 6 أن تعوض أحجام البوابات الأصغر من خلال تعزيز السيولة، ولكنها أيضًا تخاطر بتدهور المواد إذا لم تتم إدارتها بشكل صحيح. على العكس من ذلك، قد تتطلب درجات الحرارة المنخفضة بوابات أكبر لتحقيق نتائج مماثلة دون التضحية بجودة الجزء.
دراسة حالة: قولبة حقن الأجزاء الكبيرة
فكر في سيناريو يتم فيه إنتاج جزء بلاستيكي كبير بحجم بوابة صغير. قد يتسبب التدفق المقيد في حشوة غير كافية، مما يؤدي إلى ظهور أقسام أرق في الأطراف. من خلال إعادة تصميم البوابة إلى حجم أكبر أو نقلها إلى موضع أكثر مركزية، يمكن للمصنعين تحقيق تجانس أفضل للسمك عبر الجزء.
في الختام، النظر بعناية في حجم البوابة وموضعها أمر حيوي لتحقيق سمك موحد في الأجزاء المصبوبة بالحقن. ويضمن تحسين هذه العوامل تحكمًا أفضل في ديناميكيات التدفق ويعزز جودة المنتج النهائي.
حجم البوابة الكبير يحسن توحيد السماكة.حقيقي
يسمح حجم البوابة الأكبر بتدفق قوي، مما يعزز التعبئة والتوحيد.
يؤدي وضع البوابة غير المناسب إلى أنماط تدفق متساوية.خطأ شنيع
يؤدي الوضع غير المناسب إلى تدفق غير منتظم، مما يؤدي إلى اختلافات في السُمك.
خاتمة
إن إتقان هذه الجوانب من عملية القولبة بالحقن يمكن أن يؤدي إلى تحسين جودة الأجزاء البلاستيكية بشكل كبير. احتضن هذه الأفكار للارتقاء بتصميماتك إلى آفاق جديدة!
-
تؤثر تعقيدات تصميم القالب على جودة التعبئة، مما يؤثر على سمك الجزء النهائي.: تسمح جودة القالب وصنعه لصانعي القوالب بالحقن بضمان درجة تحمل عالية، وتحديد العيوب، والحفاظ على الدقة، واختيار المواد الخام المناسبة، كما ... ↩
-
اكتشف كيف يؤثر الضغط على تماسك الأجزاء البلاستيكية.: الضغط يعني أن المسمار لا يتراجع فورًا بعد الحقن ولكنه يستمر في الضغط على المادة المنصهرة عند ... ↩
-
تعرف على كيفية ضبط درجات الحرارة المثالية لقولبة الأجزاء بدقة.: يضمن الإعداد الأمثل عند درجة حرارة 50 درجة مئوية التدفق المتوازن والتصلب. ... يمكن أن يتحمل PPS درجات الحرارة العالية، مما يجعله مناسبًا للتطبيقات كثيرة المتطلبات. بوم،… ↩
-
استكشف طرقًا لتقليل التكاليف مع الحفاظ على الجودة.: 9 نصائح لتقليل تكاليف قولبة الحقن... يمكن أن يكون استخدام التجويف الأساسي، كما هو موضح، طريقة فعالة من حيث التكلفة لقولبة الجدران الطويلة والأسطح المضلعة. ↩
-
اكتشف كيف يؤثر حجم البوابة بشكل مباشر على تدفق البلاستيك وتوحيد الأجزاء. وذلك لأن حجم البوابة يحدد إجهاد القص الذي سيواجهه البلاستيك المنصهر أثناء ملء الجزء الخاص بك. ↩
-
تعرف على موازنة درجة حرارة الذوبان مع تصميم البوابة للحصول على أفضل النتائج.: غالبًا ما تؤدي درجة حرارة الذوبان المرتفعة إلى نسبة درجة حرارة القالب المنخفضة إلى تعريض خصائص الجزء للخطر وجزء غير مستقر. ↩






