

يمكن للتقدير الدقيق لدورة قولبة الحقن أن يحول كفاءة التصنيع لديك ويقلل التكاليف بشكل كبير.
لتقدير دورة قولبة الحقن بدقة، يجب مراعاة عوامل رئيسية مثل وقت التبريد، ووقت الحقن، وعمليات القالب. يُعد وقت التبريد بالغ الأهمية، ويمكن حسابه باستخدام الصيغة t = (6s)×(δ²/χ²). يعتمد وقت الحقن على حجم المنتج وسرعته، بينما يُعوض وقت التثبيت عن الانكماش.
مع أن هذه الصيغ توفر أساسًا، إلا أن الفهم الكامل لعملية التقدير يتطلب دمج متغيرات متعددة مثل تعقيد القالب ومواصفات الآلة. دعونا نتعمق أكثر في هذه العوامل.
يتم حساب وقت التبريد على النحو التالي: t = (6s)×(δ²/χ²).حقيقي
يعتمد وقت التبريد على سمك الجدار والانتشار الحراري.
ما هو دور وقت التبريد في تقدير الدورة؟
يُعد وقت التبريد عنصرًا محوريًا في تقدير دورة التشكيل بالحقن، حيث يؤثر على كل من الكفاءة وجودة المنتج.
يُعدّ وقت التبريد في تقدير دورة الإنتاج أمرًا بالغ الأهمية، إذ يؤثر على مدة الدورة الإجمالية وجودة القطعة المصبوبة. ويُحسب باستخدام الصيغة t = (6s)×(δ²/χ²)، حيث s هو سُمك الجدار وχ هو معامل الانتشار الحراري، مع مراعاة عوامل مثل درجة حرارة القالب ونوع البلاستيك.
فهم أهمية وقت التبريد
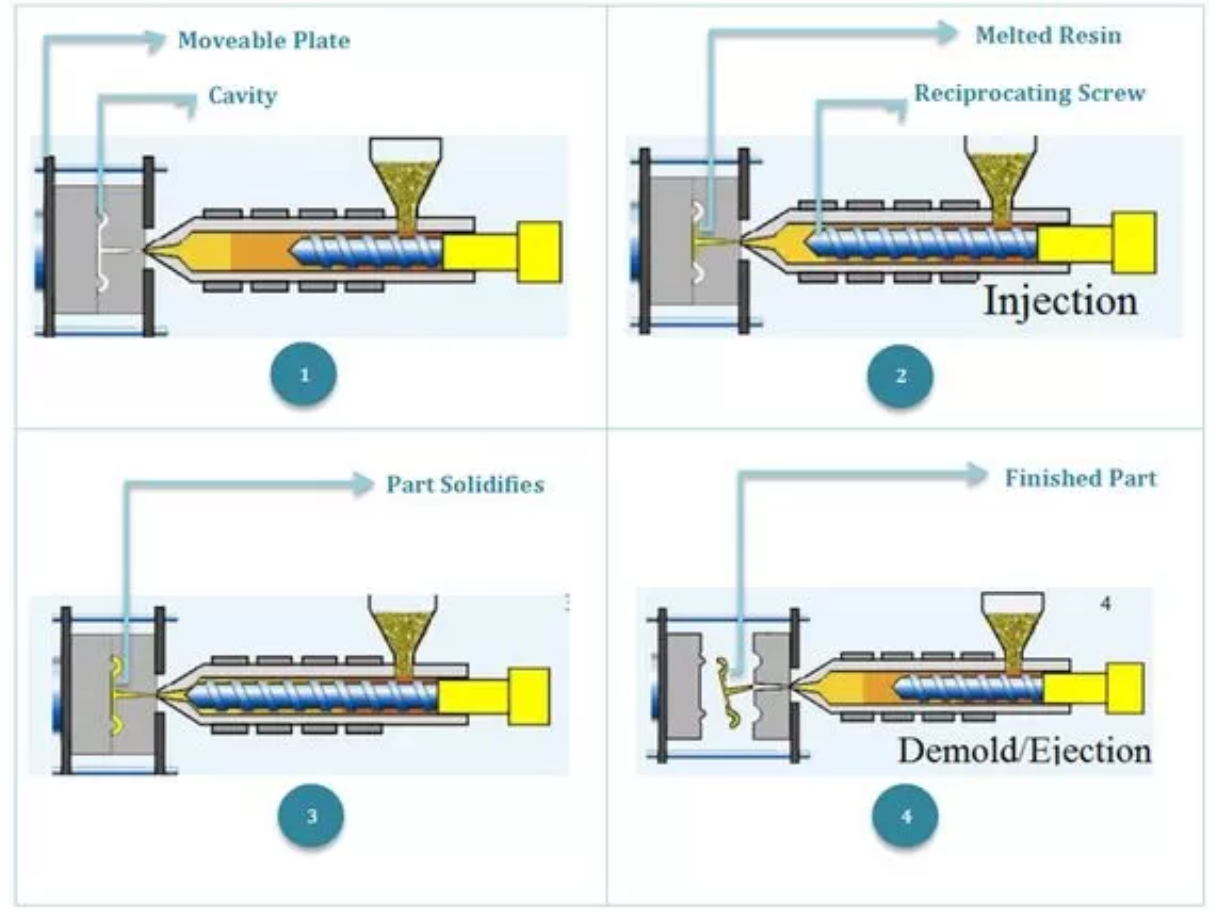
في سياق قولبة الحقن، لا يُعدّ وقت التبريد مجرد مرحلة عابرة، بل هو عامل حاسم في تحديد كلٍّ من الكفاءة وجودة المنتج. تسمح هذه الفترة للبلاستيك المنصهر بالتصلب داخل القالب، مُشكّلاً بذلك الشكل النهائي للمنتج ومتانته الهيكلية. ويمكن حساب وقت التبريد بدقة باستخدام:
[ t = (6s)×(δ²/χ²) ]
أين:
- t وقت التبريد بالثواني.
- s سمك جدار المنتج بالملليمترات.
- χ هو معامل الانتشار الحراري للبلاستيك بوحدة مم²/ثانية.
تؤكد هذه الصيغة كيف يمكن أن يؤدي اختلاف سمك الجدار وخصائص المواد إلى تغيير وقت التبريد بشكل كبير، وبالتالي التأثير على تقدير الدورة بأكملها.
العوامل المؤثرة على وقت التبريد
-
درجة حرارة القالب : عادةً ما تؤدي درجات الحرارة المنخفضة للقالب إلى تقليل أوقات التبريد، ولكنها قد تؤثر أيضًا على جودة المنتج. يجب تحقيق توازن لضمان التبريد السريع دون المساس بالمتانة أو المظهر.
-
الموصلية الحرارية للبلاستيك : تتميز المواد البلاستيكية ذات الموصلية الحرارية العالية بسرعة تبريدها. ينبغي مراعاة هذه الخاصية عند اختيار المواد لتطبيقات محددة.
-
شكل وحجم المنتج : قد تتطلب المنتجات الأكثر تعقيدًا أو الأكبر حجمًا فترات تبريد ممتدة لضمان التصلب الموحد، مما يقلل من خطر حدوث عيوب مثل التشويه أو عيوب السطح.
نصائح عملية لتحسين وقت التبريد
-
اختيار المواد : اختر مواد ذات خصائص حرارية مناسبة تتوافق مع أهداف الإنتاج الخاصة بك.
-
تعديلات تصميم القالب : ضع في اعتبارك تحسينات تصميم القالب مثل إضافة قنوات تبريد لتسريع تبديد الحرارة.
-
مراقبة العملية : تطبيق أجهزة استشعار لمراقبة درجة حرارة القالب ومعدلات التبريد بشكل مستمر لضبط المعلمات ديناميكيًا.
استراتيجيات دورة قولبة الحقن الخاصة بهم 1 لتحسين الكفاءة وجودة المنتج.
يؤثر وقت التبريد على جودة منتجات قولبة الحقن.حقيقي
يضمن التبريد المناسب السلامة الهيكلية وجودة السطح.
البلاستيك ذو الموصلية الحرارية العالية يبرد ببطء.خطأ شنيع
البلاستيك ذو الموصلية الحرارية العالية يبرد بشكل أسرع.
كيف يؤثر وقت الحقن على الكفاءة الإجمالية؟
يُعد وقت الحقن معيارًا حاسمًا في عملية قولبة الحقن، حيث يؤثر بشكل كبير على الكفاءة الإجمالية وجودة المنتج.
يؤثر وقت الحقن على الكفاءة الإجمالية من خلال التأثير على زمن الدورة واستهلاك الطاقة. ويضمن وقت الحقن الدقيق ملء القالب على النحو الأمثل، مما يقلل من الفاقد والعيوب. ويتم حسابه باستخدام الصيغة: t_injection = V/S×60، حيث V هو الحجم وS هي السرعة.

فهم وقت الحقن
يشير زمن الحقن إلى المدة اللازمة لملء تجويف القالب بالبلاستيك المنصهر. ويتحدد هذا الزمن بسرعة الحقن وحجم المنتج ، مما يلعب دورًا محوريًا في تحديد زمن دورة عملية قولبة الحقن.
معادلة وقت الحقن
الصيغة المستخدمة لحساب وقت الحقن هي:
$$t_{injection} = \frac{V}{S} \times 60$$
- V: حجم المنتج بالسنتيمتر المكعب.
- S: سرعة الحقن بالسنتيمتر المكعب في الثانية.
التأثير على الكفاءة
زمن الدورة
إن تقليل وقت الحقن دون المساس بجودة المنتج يمكن أن يقلل بشكل كبير من زمن الدورة، مما يسمح بإنتاج المزيد من الوحدات في إطار زمني محدد. وهذا التقليل يعزز كفاءة التصنيع بشكل مباشر.
استهلاك الطاقة
يؤدي تقليل مدة الحقن غالبًا إلى خفض استهلاك الطاقة، حيث تعمل الآلات لفترة أقل في كل دورة. ولا يقتصر هذا التخفيض على خفض تكاليف التشغيل فحسب، بل يساهم أيضًا في ممارسات إنتاج أكثر استدامة.
العوامل المؤثرة على وقت الحقن
- تعقيد المنتج : قد تتطلب الأشكال المعقدة أوقات حقن أطول لضمان التعبئة الصحيحة وتجنب العيوب.
- خصائص المواد : يمكن أن تؤثر لزوجة وخصائص المواد البلاستيكية الحرارية على سرعة الحقن المطلوبة.
- مواصفات الآلة : تعتبر قدرات آلة قولبة الحقن، مثل أقصى ضغط وسرعة للحقن، أمراً بالغ الأهمية.
استراتيجيات التحسين
- موازنة السرعة والضغط : يمكن أن يساعد ضبط هذه المعايير في تحقيق ملء فعال للقالب دون إدخال عيوب مثل الوميض أو الملء غير الكامل.
- المراقبة والتعديل : يمكن أن تؤدي المراقبة المستمرة لمتغيرات العملية وتعديلها بناءً على البيانات في الوقت الفعلي إلى تعزيز الاتساق.
خاتمة
يُعدّ فهم وقت الحقن وتحسينه أمراً بالغ الأهمية لرفع كفاءة عمليات قولبة الحقن بشكل عام. ومن خلال مراعاة عوامل مثل خصائص المواد ومواصفات الآلات بدقة، يستطيع المصنّعون تعزيز كلٍّ من الإنتاجية وجودة المنتج.
يؤدي تقصير مدة الحقن إلى تقليل استهلاك الطاقة.حقيقي
تقليل مدة التشغيل يعني تشغيل الآلات لفترات أقل، مما يقلل من استهلاك الطاقة.
لا يؤثر وقت الحقن على وقت الدورة في عملية التشكيل.خطأ شنيع
يؤثر وقت الحقن بشكل مباشر على وقت الدورة من خلال التأثير على سرعة ملء القالب.
لماذا يُعد وقت الانتظار ضروريًا في عملية التشكيل؟
اكتشف الدور المحوري الذي يلعبه وقت الانتظار في ضمان جودة ودقة المنتجات المقولبة.
يُعدّ وقت التثبيت بالغ الأهمية في عملية التشكيل، إذ يُعوّض انكماش حجم البلاستيك أثناء التبريد. وعادةً ما يتراوح بين ثلث وثلثي وقت الحقن، وذلك تبعًا لعوامل مثل حجم المنتج وشكله ومعدل انكماش المادة. ويضمن وقت التثبيت الدقيق ثبات الأبعاد ويقلل من العيوب.

فهم وقت الانتظار في قولبة الحقن
يُعدّ وقت التثبيت في عملية قولبة الحقن بالغ الأهمية للتحكم في الانكماش الذي يحدث عند تبريد البلاستيك من الحالة السائلة إلى الحالة الصلبة. فعندما يبدأ البلاستيك داخل القالب بالتبريد، ينكمش، مما قد يؤدي إلى ظهور عيوب مثل علامات الانكماش أو الفراغات.
ولمعالجة هذه المشكلة، يُطبَّق ضغط تثبيت بعد مرحلة الحقن الأولية، للحفاظ على الضغط على البلاستيك المنصهر حتى يتصلب بشكل كافٍ. هذه العملية ضرورية لضمان احتفاظ المنتج النهائي بأبعاده المقصودة وسلامته الهيكلية.
العوامل المؤثرة على وقت الانتظار
-
معدل انكماش المادة : تختلف معدلات انكماش أنواع البلاستيك المختلفة. على سبيل المثال، قد تتطلب المواد البلورية مثل البولي إيثيلين فترات معالجة أطول مقارنة بالمواد غير المتبلورة مثل البوليسترين نظرًا لارتفاع معدلات انكماشها.
-
حجم المنتج وشكله : غالباً ما تتطلب المنتجات الأكبر حجماً أو الأكثر تعقيداً فترات احتفاظ أطول لضمان توزيع متساوٍ للضغط وتبريد متسق في جميع أنحاء المنتج.
-
نسبة زمن الحقن : عادةً ما يتم حساب زمن التثبيت كجزء (من 1/3 إلى 2/3) من زمن الحقن. ومع ذلك، يمكن أن تختلف هذه النسبة بناءً على خصائص المادة المحددة ومتطلبات المنتج.
| عامل | التأثير على وقت الانتظار |
|---|---|
| انكماش المادة | يتطلب الانكماش العالي وقت تخزين أطول |
| تعقيد المنتج | قد تتطلب الأشكال المعقدة فترة إمساك أطول |
| نسبة وقت الحقن | عادةً ما يستغرق ذلك من ثلث إلى ثلثي وقت الحقن |
تحسين وقت الاحتفاظ بالمنتجات عالية الجودة
لتحسين وقت التثبيت، يُنصح بإجراء ثلاث جلسات تشكيل تجريبية لتحديد الضغط والمدة الأمثلين لمنتجك ومادتك. ويمكن إجراء التعديلات اللازمة من خلال المراقبة الدقيقة لأي عيوب أو اختلافات في أبعاد المنتج.
علاوة على ذلك، فإن استخدام نهج التشكيل العلمي 4 يمكن أن يساعد في تحسين المعايير بناءً على رؤى مستندة إلى البيانات، مما يسمح بالدقة والاتساق في الإنتاج.
إن ضمان وقت الاحتفاظ الصحيح لا يحافظ فقط على دقة الأبعاد ولكنه يعزز أيضًا جودة المنتج بشكل عام عن طريق تقليل العيوب المرتبطة بالتبريد غير السليم والانكماش.
مدة الانتظار تتراوح بين ثلث إلى ثلثي مدة الحقن.حقيقي
يتراوح وقت الانتظار عادةً من ثلث إلى ثلثي وقت الحقن.
تحتاج المواد غير المتبلورة إلى فترات احتفاظ أطول.خطأ شنيع
تتطلب المواد البلورية فترات احتفاظ أطول بسبب انكماشها العالي.
ما هي الاعتبارات الرئيسية لعمليات القوالب؟
تعتبر عمليات القوالب محورية في عملية قولبة الحقن، حيث تؤثر على كل من الكفاءة وجودة المنتج.
تشمل الاعتبارات الرئيسية لعمليات القوالب وقت التبريد، وسرعة الحقن، وتصميم آليات فك القوالب. يلعب كل جانب دورًا حيويًا في تحديد زمن الدورة وسلامة المنتج.
وقت التبريد: عنصر حاسم
يُعدّ وقت التبريد الجزء الأكبر من دورة قولبة الحقن، ويؤثر بشكل كبير على الكفاءة. ويمكن حساب وقت التبريد باستخدام الصيغة التالية:
t = (6s)×(δ²/χ²),
حيث t زمن التبريد، وs سمك الجدار، و χ معامل الانتشار الحراري. ويمكن تحقيق تبريد أسرع من خلال تحسين عوامل مثل درجة حرارة القالب والتوصيل الحراري.
مثال: بالنسبة لمنتج بسمك جدار يبلغ 2 مم ومعامل انتشار حراري يبلغ 0.2 مم²/ثانية، سيكون وقت التبريد حوالي 120 ثانية.
وقت الحقن: التأثير على سرعة الدورة
يعتمد وقت الحقن على كل من سرعة وكمية البلاستيك المراد تشكيله. ويمكن تقديره على النحو التالي:
t_injection = V/S×60,
حيث V هو حجم المنتج و S هي سرعة الحقن. يمكن لسرعات الحقن الأعلى أن تقلل من أوقات الدورة ولكنها قد تتطلب معدات أكثر تطوراً.
مدة الحفظ: ضمان جودة المنتج
يُعوض وقت التثبيت انكماش البلاستيك أثناء التبريد، ويتراوح عادةً بين ثلث إلى ثلثي وقت الحقن. وهو أمر بالغ الأهمية للحفاظ على أبعاد المنتج ومنع العيوب.
ملاحظة: بالنسبة للمنتجات الأكبر حجماً أو تلك التي تتميز بمعدلات انكماش عالية، قد يكون تمديد وقت التخزين مفيداً.
عمليات القوالب: الفتح، والإخراج من القالب، والإغلاق
- وقت فتح القالب: يعتمد على مدى تعقيد القالب وسرعة الماكينة. التصاميم البسيطة تفتح بشكل أسرع.
- وقت إخراج المنتج من القالب: يتأثر بشكل المنتج؛ قد تحتاج التصاميم المعقدة إلى أوقات أطول لإخراج المنتج من القالب.
- وقت الإغلاق: مشابه لوقت الفتح، ويتأثر بمدى تعقيد القالب وقدرات الآلة.
تؤثر هذه العناصر مجتمعةً على كفاءة الدورة وجودة المنتج. ويمكن لتعديل هذه المعايير أن يُحسّن الأداء، مما يستلزم تحقيق توازن دقيق بين جميع العوامل المعنية.
استكشف تقدير وقت التبريد 5 تعرف على سرعة الحقن 6
يُعد وقت التبريد أقصر جزء في دورة التشكيل.خطأ شنيع
يُعد وقت التبريد أطول جزء في دورة قولبة الحقن.
يمكن أن تؤدي سرعات الحقن الأسرع إلى تقليل أوقات الدورة.حقيقي
زيادة سرعات الحقن تقلل من الوقت اللازم للتشكيل.
خاتمة
إن إتقان تقدير دورة قولبة الحقن يمكن أن يُحسّن بشكل كبير من كفاءة الإنتاج وجودة المنتج. استفد من هذه المعلومات للارتقاء بممارسات التصنيع لديك.
-
اكتشف تقنيات متقدمة لتحسين كفاءة التبريد: تحسين وقت التبريد · تقليل وقت التعبئة · وقت التوقف المناسب · تحسين الوقت في مرحلة الحقن · تقليل الحركات الزائدة. ↩
-
استكشف كيف تؤثر سرعة الحقن على كفاءة ملء القالب: بشكل عام، عند نفس سرعة الحقن، يؤدي ارتفاع ضغط الحقن إلى تحسين قدرة البلاستيك على التدفق، مما يعزز دقة الأبعاد.. ↩
-
تعرّف على كيفية تحسين وقت التثبيت من خلال عملية التشكيل التجريبية للحصول على نتائج أفضل: تُعدّ عملية تجربة القالب خطوةً حاسمةً لضمان قدرة القالب على إنتاج منتجات عالية الجودة، والعمل في ظل ظروف الإنتاج العادية، وتلبية.. ↩
-
اكتشف كيف يُحسّن التشكيل العلمي عمليات الإنتاج: التشكيل العلمي هو منهج مُنظّم لتشكيل الحقن يعتمد بشكل كبير على مبادئ المنهج العلمي (تطوير واختبار...) ↩
-
اكتسب رؤى حول حسابات وقت التبريد الدقيقة: تتمثل القاعدة العامة الجيدة في إضافة 20٪ إلى مؤقت التبريد لمراعاة التباين في المواد الواردة والتحولات الطفيفة في أداء الآلة. ↩
-
فهم كيفية تأثير سرعة الحقن على كفاءة الدورة: زيادة سرعة الحقن تقلل من وقت الحقن، مما يؤدي إلى إنتاج منتجات عالية الجودة بتكلفة قوالب أقل بكثير.. ↩






