

هل سبق لك أن رأيت التواءات وانحناءات مزعجة في منتجاتك البلاستيكية؟
تنشأ عيوب تشوه المنتج في عملية التشكيل بالحقن من تصميم القالب، ومعايير العملية، وخصائص المادة. تشمل العوامل الرئيسية التبريد غير المتساوي، وضعف فصل القالب، وانكماش المادة. يمكن أن يؤدي معالجة هذه المشكلات إلى تقليل التشوه بشكل كبير.
يقدم هذا الملخص لمحة موجزة عن أسباب تشوه المنتجات. من المهم الخوض في التفاصيل، فكل عامل يؤثر على النتيجة. على سبيل المثال، تصميم نظام التبريد مهم، وكذلك اختيار المواد. يساعد استكشاف هذه العناصر بشكل كبير، إذ يكتسب الناس رؤى واستراتيجيات جديدة، مما يساهم في منع التشوه في عمليات التصنيع.
يؤدي التبريد غير المتساوي إلى تشوه المنتج في عملية التشكيل بالحقن.حقيقي
يؤدي التبريد غير المتساوي إلى انكماش تفاضلي، مما يتسبب في حدوث تشوه.
لا تؤثر آليات فصل القالب على تشوه المنتج.خطأ شنيع
قد يؤدي عدم إزالة القالب بشكل صحيح إلى الإجهاد والتشوه.
كيف يؤثر تصميم القالب على تشوه المنتج؟
هل سبق لك أن فكرت أن منتجك البلاستيكي يمزح معك عن طريق الانحناء والالتواء بشكل غير متوقع؟
عادةً ما ينتج تشوه المنتج في عملية التشكيل بالحقن عن تصميم القالب. ويلعب تصميم نظام التبريد وآليات فك القالب دورًا هامًا. وتحدث العديد من المشاكل بسبب التبريد غير المتساوي، كما يُعد التوزيع غير الصحيح للقوة أثناء فك القالب سببًا شائعًا آخر.

دور أنظمة التبريد في تصميم القوالب
دعوني أشرح لكم عالم تصميم القوالب المعقد. يلعب هذا دورًا حاسمًا في منع تشوه المنتج. في بداياتي، لاحظت كيف أن الأخطاء الصغيرة في التصميم غالبًا ما تؤدي إلى نتائج مزعجة.
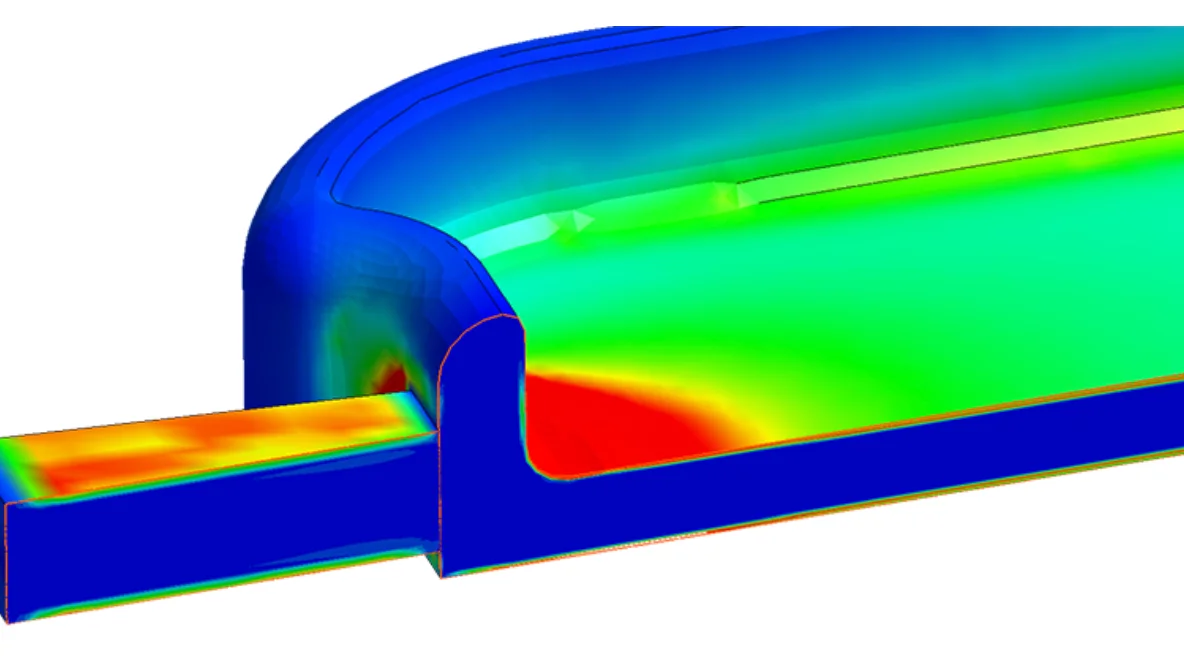
يُعدّ التبريد غير المتساوي سببًا رئيسيًا لتشوّه المنتج. فإذا صُمّمت أنابيب التبريد بشكل غير مناسب، يبرد البلاستيك القريب من هذه الأنابيب ويتصلّب أولًا، بينما تبرد المناطق الأخرى ببطء أكبر. على سبيل المثال، عند إنتاج منتجات مسطحة كبيرة، تتسبب أنابيب التبريد المتمركزة في مركز القالب في تبريد الأجزاء الطرفية ببطء، مما يؤدي إلى اختلافات في الانكماش .
معايير نظام التبريد
أتذكر أول مرة واجهت فيها مشكلة التواء المنتج بسبب التبريد غير المتساوي. كان لديّ منتج مسطح كبير ذو حواف غير ثابتة. علمني ذلك أهمية موازنة أنابيب التبريد. فالأنابيب المتمركزة بشكل مفرط تبطئ تبريد الحواف، مما يتسبب في انكماش غير متساوٍ والتواء المنتج.
تعتمد فعالية التبريد أيضاً على قطر الأنابيب والمسافة بينها. في السابق، تجاهلتُ قطر الأنابيب والمسافة بينها، ظناً مني أنهما عاملان ثانويان. لكن الأنابيب الضيقة أو المتباعدة تُضعف تبريد البلاستيك، مما يؤدي إلى تشوه المنتجات.
| المعلمة | تأثيره على التبريد |
|---|---|
| القطر | يؤدي الحجم الأصغر إلى تبريد أقل |
| تباعد | زيادة الحجم تزيد من خطر التبريد غير المتساوي |
من المهم جداً ضبط هذه المعايير بشكل صحيح من أجل التبريد المناسب.
آليات فك القوالب والتشوه
لقد علمتني دبابيس الإخراج غير المتساوية درساً آخر. في أحد المشاريع، لم تكن الدبابيس موزعة بالتساوي، مما أدى إلى قوى إخراج القالب وتشوه واضح.
يجب دراسة آلية فك القالب بعناية. قد تؤدي القوى غير المتساوية أثناء فك القالب إلى تشوه المنتج ٢- قد تتعرض المنتجات ذات الهياكل المقلوبة للتشوه إذا مارست آليات مثل المنزلقات قوى غير متساوية.
عوامل عملية قولبة الحقن
ضغط الحقن وضغط الاحتفاظ
يُعدّ الضغط المفرط أثناء الحقن مُجهداً، تماماً كحشو حقيبة سفر بأكثر من طاقتها. يتشوه المنتج ذو السماكة الجدارية المتفاوتة باتجاه الجدران الأكثر سمكاً نتيجةً لعدم توازن الضغط أثناء فك القالب.
ويؤثر الضغط العالي بشكل خاص على المنتجات ذات السماكة الجدارية غير المتساوية، مما يُسبب تشوهها باتجاه الجدران الأكثر سمكاً.
درجة حرارة القالب ودرجة حرارة الانصهار
جربتُ درجات حرارة عالية للقالب لتحسين سيولة البلاستيك، لكن هذا زاد من انكماشه وتشوهه في البلاستيك البلوري.
فارتفاع درجة حرارة القالب يُطيل وقت تبريد البلاستيك المنصهر، مما يزيد من مخاطر الانكماش والتشوه. لذا،
يُعدّ إيجاد التوازن الأمثل لدرجة الحرارة أمرًا بالغ الأهمية.
سرعة الحقن
قد يبدو الحقن السريع فعالاً، ولكنه يُسبب إجهادات قص عالية. واجهتُ مشكلة عدم انتظام توزيع المادة المنصهرة مع الحقن السريع، مما أدى إلى تشوه غير متوقع.
تُولّد سرعات الحقن العالية إجهادات قص كبيرة في التجويف، مُشكّلةً إجهادات متبقية تُسبب تشوهًا بعد فك القالب.
العوامل المادية المؤثرة على التشوه
تباينات معدل الانكماش
تتفاعل أنواع البلاستيك المختلفة مع الحرارة بشكل متباين؛ فقد تسبب البولي أميد في تشوه المنتج الطويل نظرًا لانكماشه السريع أثناء التبريد، مما يؤدي بسهولة إلى مشاكل في التشوه . لذا، من الضروري مراعاة الانكماش الاتجاهي في تصميم القوالب.
قد يؤثر الانكماش الاتجاهي (غير المتجانس) على المنتجات الطويلة بشكل مختلف على طولها وعرضها.
تختلف معدلات انكماش أنواع البلاستيك المختلفة؛ فالمواد مثل البولي أميد تُظهر انكماشًا كبيرًا أثناء التبريد، مما يؤدي بسهولة إلى مشاكل في الالتواء. 4.
قد يؤثر الانكماش الاتجاهي (غير المتجانس) على المنتجات الطويلة بشكل مختلف على طولها وعرضها.
تختلف معدلات انكماش أنواع البلاستيك المختلفة؛ فالمواد مثل البولي أميد تُظهر انكماشًا كبيرًا أثناء التبريد، مما يؤدي بسهولة إلى مشاكل في الالتواء. 5. المنتجات
الطويلة بشكل مختلف على طولها وعرضها. تختلف معدلات انكماش أنواع البلاستيك المختلفة؛ فالمواد مثل البولي أميد تُظهر انكماشًا كبيرًا أثناء التبريد، مما يؤدي بسهولة إلى مشاكل في الالتواء. 6.
قد يؤثر الانكماش الاتجاهي (غير المتجانس) على المنتجات الطويلة بشكل مختلف على طولها وعرضها. تختلف معدلات انكماش أنواع البلاستيك المختلفة؛ فالمواد مثل البولي أميد تُظهر انكماشًا كبيرًا أثناء التبريد، مما يؤدي بسهولة إلى مشاكل في
الالتواء. 7. الانكماش الاتجاهي (غير المتجانس)
يؤدي التبريد غير المتساوي إلى تشوه المنتج في تصميم القالب.حقيقي
يؤدي التبريد غير المتساوي إلى انكماش تفاضلي، مما يتسبب في حدوث تشوه.
يؤدي صغر قطر الأنابيب إلى زيادة كفاءة التبريد.خطأ شنيع
توفر الأنابيب ذات القطر الأصغر تبريدًا أقل، مما يزيد من خطر التشوه.
كيف يؤثر ضغط الحقن على التشوه؟
هل تساءلت يوماً لماذا لا تبقى بعض القطع البلاستيكية مستقيمة؟
يؤثر ضغط الحقن على التشوه من خلال تغيير الإجهاد المتبقي وانكماش التبريد. من المرجح أن يتسبب الضغط العالي جدًا في تبريد غير متساوٍ، مما يؤدي على الأرجح إلى التشوه. ويؤدي الضبط الدقيق لمعايير الحقن إلى تقليل هذه التأثيرات.

فهم تأثير ضغط الحقن
عندما بدأتُ بتصميم القوالب، لفت انتباهي ضغط الحقن. قد يبدو ضئيلاً، لكنه قد يُحدد نجاح المشروع أو فشله. إنه أشبه بمكون سري يجب أن يكون مثالياً. فالضغط العالي قد يدفع البلاستيك المنصهر بقوة زائدة على جدران القالب، مما يُسبب إجهاداً غير متساوٍ أثناء التبريد. أتذكر مشروعاً تسبب فيه ضغط إضافي بسيط في تشويه المنتج. حاولنا الإسراع - لقد تعلمنا الدرس بالفعل!
يؤثر ضغط الحقن بشكل مباشر على كيفية ملء البلاستيك المنصهر لتجويف القالب. أثناء عملية التشكيل بالحقن ، إذا كان الضغط مرتفعًا جدًا، فقد يؤدي ذلك إلى قوة مفرطة على جدران القالب، مما يتسبب في إجهادات داخلية غير متساوية التوزيع، خاصة أثناء التبريد.
العوامل المساهمة في التشوه:
- الإجهاد المتبقي : يؤدي ضغط الحقن العالي إلى تراكم الإجهاد داخل القطعة. وبمجرد إخراجها من القالب، تعمل كزنبرك مشدود، مما يتسبب في كثير من الأحيان في حدوث تشوه.
- تفاوت الانكماش : تخيل كعكات منزلية الصنع تُخبز بشكل غير متساوٍ. يحدث الانكماش غير المتساوي عندما تبرد المناطق القريبة من جدران القالب أسرع من المناطق الداخلية بسبب الضغط غير الصحيح.
| عامل | تأثيره على التشوه |
|---|---|
| الإجهاد المتبقي | يُسبب تشوهًا بعد التبريد |
| تباين الانكماش | يؤدي إلى انقباض غير متساوٍ |
موازنة الضغط والتبريد
يمكن أن يُحدث الحقن الدقيق وضغط التثبيت فرقًا كبيرًا. وقد ضمن ضبط هذه الإعدادات بدقة على مدار أيام في المشروع تدفق البلاستيك بسلاسة إلى القالب دون أي ضغط إضافي - فإتقان هذه العملية أمر أساسي.
ضبط ضغط الحقن والتثبيت بشكل صحيح على تقليل التشوه. من الضروري إيجاد توازن يسمح بتدفق البلاستيك بسلاسة داخل القالب دون التسبب في إجهاد مفرط.
اعتبارات تصميم القالب
الضغط ليس العامل الوحيد؛ تصميم القالب مهم للغاية:
- تصميم نظام التبريد : نظام التبريد غير المناسب يشبه خبز كعكة في فرن بارد. يجب توزيع الأنابيب بالتساوي لتبريد جميع أجزاء القالب بشكل متجانس.
- آلية الفك : قوى الفك غير المتساوية تشبه السحاب العالق - فهي تُسبب الإحباط وتشويه المنتجات. دبابيس الطرد المتوازنة تمنع هذه المشاكل.
بالإضافة إلى إدارة ضغط الحقن، ضع في اعتبارك عوامل مثل:
- تصميم نظام التبريد : قد يؤدي التصميم غير المنطقي إلى تفاقم التشوه؛ يجب توزيع أنابيب التبريد بالتساوي لضمان التبريد الموحد عبر جميع الأقسام.
- آلية التحرير : تأكد من توازن قوى فك القالب لأن القوى غير المتساوية أثناء فك القالب يمكن أن تؤدي إلى مزيد من تشوه المنتج.
دور اختيار المواد
يُعد اختيار البلاستيك المناسب أمرًا بالغ الأهمية:
فبعض أنواع البلاستيك، كالبلاستيك البلوري، تنكمش أكثر تحت الضغط العالي وتميل إلى التشوه أكثر أثناء التبريد. لذا، فإن اختيار المواد ذات معدلات الانكماش المناسبة يجنب الكثير من المشاكل.
تتفاعل أنواع البلاستيك المختلفة بشكل متباين تحت الضغط العالي؛ فعلى سبيل المثال، قد يُظهر البلاستيك البلوري تشوهًا أكثر وضوحًا نظرًا لميله الطبيعي للانكماش بشكل أكبر أثناء التبريد. لذا، يُعد اختيار المواد ذات معدلات الانكماش والتبلور المناسبة أمرًا بالغ الأهمية.
إن إتقان هذه العناصر يقلل بشكل كبير من العيوب - ويرى المصممون مثل جاكي هذا الأمر عمليًا حيث تحافظ المنتجات على سلامتها ويتم تقليل النفايات إلى الحد الأدنى - وهذا النجاح مجزٍ للغاية.
يؤدي ارتفاع ضغط الحقن إلى زيادة الإجهاد المتبقي.حقيقي
يؤدي الضغط المفرط أثناء عملية التشكيل إلى زيادة الإجهادات الداخلية، مما يؤدي إلى التشوه.
يقلل تصميم نظام التبريد المناسب من خطر التشوه.حقيقي
يمنع التبريد المتساوي الانكماش غير المتساوي ويقلل من التشوه في الأجزاء المصبوبة.
كيف تؤثر خصائص المواد على التشوه؟
هل تساءلت يوماً كيف تُغيّر تغييرات طفيفة في المواد شكل المنتجات بأكملها؟ إنه لأمرٌ مثيرٌ للاهتمام حقاً! دعونا نلقي نظرة على القوى الخفية التي تُشكّل ما نصنعه.
تُعدّ خصائص المواد، مثل معدل الانكماش والتبلور والتمدد الحراري، بالغة الأهمية في صناعة البلاستيك. وتؤثر هذه الخصائص بشكل كبير على التشوه. كما يؤثر التبريد والإجهاد على سلوك المواد، مما قد يؤدي إلى تشوهات.
معدل الانكماش وتأثيره
تجربتي الأولى مع معدلات الانكماش العالية (10%) خلال مشروع باستخدام البولي أميد ( PA ). شاهدتُ قطعةً مصممةً بعناية تتشوه وتفقد شكلها، كما لو أن خدعةً سحريةً انقلبت إلى كارثة. تتغير المواد ذات الانكماش العالي بشكل ملحوظ عند تبريدها، مما يُسبب إجهادات مختلفة على المنتج. في قولبة الحقن، يُشبه تجاهل هذه الاختلافات محاولة إدخال وتد مربع في ثقب دائري - ببساطة، لا يمكن للأشياء أن تتلاءم.
| مادة | معدل الانكماش النموذجي (%) |
|---|---|
| البولي أميد ( PA ) | 0.8 – 2.0 |
| مادة البولي بروبيلين (PP) | 1.0 – 2.5 |
| أكريلونتريل بوتادين ستايرين (ABS) | 0.4 – 0.8 |
دور التبلور
تلعب البلورية دورًا رئيسيًا في سلوك الانكماش. تخيل كيف تبرد المواد البلاستيكية البلورية مثل البولي إيثيلين (PE) لتشكل هياكل منتظمة ومرتبة؛ يشبه الأمر قطع الأحجية التي تتشابك في مكانها. مع ذلك، إذا انتشرت القطع بشكل غير متساوٍ، يحدث تشوه. لقد لاحظت أن التبلور المنتظم هو المفتاح لمنع هذه المشاكل أثناء عملية قولبة الحقن .
معاملات التمدد الحراري
اكتشفتُ أن معامل التمدد الحراري (CTE) عاملٌ حيويٌّ يُحدِّد التغيرات البُعدية مع تغير درجات الحرارة. تتغير المواد ذات معامل التمدد الحراري العالي بشكلٍ ملحوظٍ من حالتها المنصهرة، لذا فإن التحكم الدقيق أثناء التصميم والتصنيع أمرٌ بالغ الأهمية للحد من التشوه.
| مادة | معامل التمدد الحراري (ميكرومتر/متر درجة مئوية) |
|---|---|
| البولي ايثيلين (بي) | 100 – 200 |
| البولي (كمبيوتر) | 65 – 70 |
| نايلون | 80 – 120 |
موازنة الخواص الميكانيكية
ما تُفاجئني الخصائص الميكانيكية، مثل معامل المرونة، بتأثيرها على التشوه. قد تنحني المواد ذات الصلابة المنخفضة تحت الضغط أثناء التبريد، ولكن ضمان توزيع متساوٍ للإجهاد الميكانيكي يُساعد حقاً في تقليل هذا الخطر أثناء التبريد .
السلوك غير المتجانس للمواد
كان السلوك غير المتجانس اكتشافًا مثيرًا للاهتمام بالنسبة لي، ففي هذه المواد، تختلف خصائص مثل الانكماش أو المتانة باختلاف الاتجاه. في عملية التشكيل بالحقن، قد تنكمش هذه المواد بشكل أكبر في اتجاه معين مقارنةً بالاتجاه الآخر، مما يؤدي إلى التواء المنتج إذا لم يُؤخذ ذلك في الاعتبار في مرحلة التصميم. إن فهم هذا السلوك يُسهم بشكل فعّال في تقليل العيوب في المنتجات المقولبة.
في العديد من المشاريع، تعلمت أن التشوه معقد - مثل طبقات البصل - حيث تلعب عوامل القالب مثل أنظمة التبريد وتفاصيل المواد دورًا مهمًا في تحديد الجودة النهائية للمنتج.
يتميز البولياميد بمعدل انكماش أقل من مادة ABS.خطأ شنيع
معدل انكماش البولي أميد أعلى (0.8-2.0%) من معدل انكماش مادة ABS (0.4-0.8%).
المواد ذات معامل التمدد الحراري العالي عرضة للتشوه.حقيقي
المواد ذات معاملات التمدد الحراري العالية تغير أبعادها بشكل كبير، مما يتسبب في حدوث تشوه.
ما هي الاستراتيجيات الفعالة لتقليل التشوه؟
هل سبق لك أن واجهت مشكلة التواء المنتجات في خط إنتاجك؟ إنها مشكلة محبطة حقاً، أليس كذلك؟ دعونا نستكشف طرقاً عملية لحل هذه المشكلة. حافظ على منتجاتك في حالة ممتازة.
لتقليل التشوه، اهتم بأنظمة التبريد. اضبط ضغوط الحقن بدقة. اختر المواد المناسبة للعملية. هذه الأساليب مهمة، فهي تستهدف تصميم القالب، وتركز على معايير العملية. كما أن اختيار المواد يلعب دورًا كبيرًا، مما يؤدي إلى تقليل التشوه وتحسين الجودة بشكل ملحوظ.

عوامل العفن
-
تصميم نظام التبريد : عندما بدأتُ العمل في تصميم القوالب، لاحظتُ أهمية نظام التبريد. يُعدّ التبريد غير المتساوي سببًا رئيسيًا للتشوّه. إذا لم تُوزّع أنابيب التبريد بالتساوي، فإنّ أجزاء البلاستيك المختلفة ستبرد بمعدلات متفاوتة. تخيّل قطعًا مسطحة كبيرة يركّز التبريد فيها على المركز فقط؛ بينما تبقى الحواف دافئة، مما يجعل التبريد غير متساوٍ.
المعلمة تأثيره على التشوه حجم أنبوب التبريد قد تتسبب الأقطار الصغيرة في عدم كفاية التبريد تباعد الأنابيب تؤدي المسافات الكبيرة بين العناصر إلى تبريد غير متساوٍ -
آلية فصل القالب : اكتشفتُ أيضاً مدى أهمية نظام فصل القالب الجيد. فالقوى غير المتساوية أثناء فك القالب قد تؤدي إلى تشوهه. تخيّل فتح غلاف رقيق بضغط غير متساوٍ؛ قد تتشقق أو حتى ينكسر تماماً.
عوامل عملية قولبة الحقن
-
ضغط الحقن : يُعدّ ضغط الحقن أمراً بالغ الأهمية. فالضغط المفرط أثناء الحقن قد يؤدي إلى إجهادات متبقية عالية. في إحدى المرات، تسبب الضغط الزائد في ترك إجهادات خفية في المنتج، مما أدى إلى انحنائه في المناطق السميكة.
-
درجة حرارة القالب : ثم هناك درجة حرارة القالب. فارتفاع درجات الحرارة يؤدي إلى إبطاء عملية التبريد وزيادة الانكماش.
عامل درجة الحرارة نتيجة درجة حرارة العفن تبريد أطول، انكماش أكبر درجة حرارة الذوبان زيادة في السيولة، وانكماش أكبر -
سرعة الحقن : تتطلب سرعة الحقن عناية فائقة. فالسرعات العالية تولد إجهادات قص تؤدي إلى إجهادات داخلية متبقية، مما يؤدي إلى تشوه المنتج بعد فك القالب.
عوامل المواد البلاستيكية
-
معدل الانكماش : أما بالنسبة للبلاستيك، فكل نوع ينكمش بشكل مختلف. فأنواع البلاستيك مثل البولي أميد لها معدلات انكماش عالية، مما يسبب تشوهها.
-
التبلور : التبلور مهم أيضاً. يؤدي التبلور غير المتجانس إلى معدلات انكماش مختلفة.
بمراعاة هذه العوامل وتطبيق حلول ذكية ، يمكن للمصنعين تقليل تشوه منتجاتهم بشكل ملحوظ، مما يؤدي إلى تحسين الجودة والكفاءة. اطلع على طرق التشكيل الخاصة للحصول على نتائج أفضل، وابحث في أنواع البلاستيك المختلفة لاختيار الأنسب منها والأقل عرضة للتشوه.
يؤدي التبريد غير المتساوي إلى تشوه المنتجات البلاستيكية.حقيقي
يؤدي التبريد غير المتساوي إلى انكماش تفاضلي، مما يتسبب في حدوث تشوه.
تؤدي درجات حرارة القوالب المرتفعة إلى تقليل التشوه في عملية التشكيل بالحقن.خطأ شنيع
تؤدي درجات حرارة القوالب المرتفعة إلى زيادة وقت التبريد والانكماش، مما يتسبب في حدوث تشوه.
خاتمة
ينتج تشوه المنتج في عملية التشكيل بالحقن عن التبريد غير المتساوي، وعيوب تصميم القالب، وإعدادات الضغط غير المناسبة، وخصائص المواد. ويُعدّ معالجة هذه العوامل أمراً بالغ الأهمية لضمان جودة التصنيع.
-
استكشف كيف يؤثر تصميم أنظمة التبريد على تجانس تبريد المنتج، مما يؤثر على الانكماش والتشوه. ↩
-
اكتشف كيف تؤثر ضغوط الحقن المختلفة على مستويات الإجهاد المتبقي داخل البلاستيك المصبوب. ↩
-
تعرف على أفضل الممارسات في قولبة الحقن التي تساعد على الحد من مخاطر التشوه بشكل فعال. ↩
-
تعرف على أفضل الممارسات في قولبة الحقن التي تساعد على الحد من مخاطر التشوه بشكل فعال. ↩
-
تعرف على أفضل الممارسات في قولبة الحقن التي تساعد على الحد من مخاطر التشوه بشكل فعال. ↩
-
تعرف على أفضل الممارسات في قولبة الحقن التي تساعد على الحد من مخاطر التشوه بشكل فعال. ↩
-
تعرف على أفضل الممارسات في قولبة الحقن التي تساعد على الحد من مخاطر التشوه بشكل فعال. ↩
-
اكتسب رؤى حول كيفية تأثير ضغط الحقن على عملية التشكيل، مما يساعدك على تحسين الإعدادات للحصول على أجزاء عالية الجودة. ↩
-
اكتشف أفضل الممارسات لضبط ضغوط الحقن والتثبيت لتقليل التشوه وتحسين جودة المنتج. ↩
-
يوفر هذا الرابط بيانات مفصلة عن معدلات الانكماش عبر أنواع مختلفة من البلاستيك، وهو أمر ضروري للمصممين الذين يديرون عملية التشوه. ↩
-
تعرف على العلاقة بين التبلور وعمليات قولبة الحقن لتحسين التحكم في جودة المنتج. ↩
-
استكشف استراتيجيات التبريد الفعالة لتقليل التشوه وضمان خصائص المواد الموحدة. ↩
-
يوفر هذا الرابط رؤى أعمق حول التقنيات المثبتة لتقليل التشوه أثناء عملية التشكيل. ↩
-
استكشف الأساليب المتقدمة في قولبة الحقن التي تساعد في تقليل تشوه المنتج وتحسين الجودة. ↩
-
افهم كيف تؤثر خصائص البلاستيك المختلفة على التشوه وكيفية اختيار المواد المناسبة لاحتياجاتك. ↩






