
نقص التشكيل في قولبة الحقنعندما لا يملأ البلاستيك المنصهر تجويف القالب بالكامل، مما ينتج عنه أجزاء غير مكتملة أو مُشكّلة جزئيًا. يُعدّ هذا العيب تحديًا شائعًا في صناعات مثل السيارات والأجهزة الطبية والسلع الاستهلاكية، لا سيما بالنسبة للأجزاء ذات الأشكال الهندسية المعقدة أو الجدران الرقيقة. يُعدّ معالجة التشكيلنقص أمرًا بالغ الأهمية للحفاظ على جودة المنتج، وتقليل الفاقد، وضمان كفاءة عمليات الإنتاج.
تحدث عمليات الحقن غير المكتملة عندما لا يمتلئ القالب بالكامل، وغالبًا ما يكون ذلك بسبب انخفاض الضغط أو مشاكل درجة الحرارة أو سوء تصميم القالب3، مما يؤدي إلى أجزاء غير مكتملة يمكن أن تعطل عملية التصنيع.
تستكشف هذه المقالة أسباب الحقن غير الكامل، وتفضح المفاهيم الخاطئة الشائعة، وتقدم حلولاً عملية لمنع هذه المشكلة وحلها، مما يضمن الحصول على أجزاء مصبوبة بالحقن عالية الجودة.
تنتج الحقنات القصيرة دائمًا عن انخفاض ضغط الحقن.خطأ شنيع
في حين أن انخفاض ضغط الحقن هو سبب شائع، إلا أن الحقن غير الكامل يمكن أن ينجم أيضًا عن درجات حرارة غير كافية، أو مشاكل في تدفق المواد، أو تصميم قالب غير مثالي.
اللقطات القصيرة لا تؤثر إلا على مظهر الجزء.خطأ شنيع
وبعيداً عن الجماليات، يمكن أن تؤدي عمليات الحقن غير الدقيقة إلى تقويض وظائف وسلامة الأجزاء الهيكلية، لا سيما في التطبيقات التي تتطلب دقة عالية.
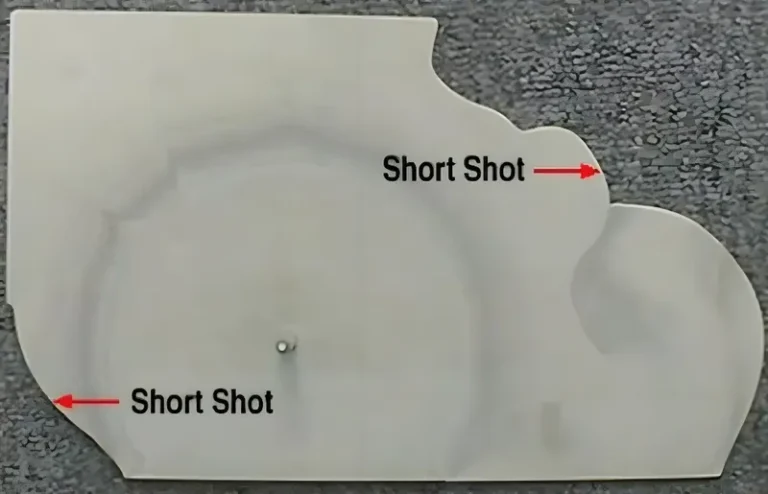
ما هي الحقنات القصيرة في قولبة الحقن؟
يشير مصطلح "القطع غير المكتملة" إلى عيبٍ يتمثل في عدم امتلاء تجويف القالب بالكامل أثناء عملية التشكيل بالحقن،مما ينتج عنه أجزاء غير مكتملة. وتنتشر هذه المشكلة بشكل خاص في القطاعات التي تتطلب دقة عالية، مثل تصنيع الأجهزة الطبية، حيث يمكن أن تؤدي حتى العيوب الطفيفة إلى عواقب وخيمة.

تحدث حالات الحقن غير الكامل عندما يفشل البلاستيك المنصهر في ملء القالب بالكامل، وغالبًا ما يكون ذلك بسبب عدم كفاية الضغط أو درجة الحرارة أو سوء تصميم القالب، مما يؤدي إلى أجزاء معيبة.
| سبب قصر الطلقة | حل |
|---|---|
| ضغط حقن منخفض | قم بزيادة الضغط لضمان التعبئة الكاملة. |
| درجة حرارة انصهار غير كافية | ارفع درجة حرارة الانصهار لتحسين قابلية التدفق. |
| تصميم قالب رديء | تحسين التهوية وتحسين وضع البوابة. |
| نقص في إمدادات المواد | تحقق من توافر المواد وقم بإزالة العوائق. |
| لزوجة عالية للمادة | استخدم مواد ذات تدفق أفضل أو اضبط الإعدادات. |
أسباب قصر مدة الحقن
تساهم عدة عوامل في قصر مدة التسديدات، بما في ذلك:

-
انخفاض ضغط الحقن: القوة غير الكافية تمنع البلاستيك من الوصول إلى جميع مناطق القالب.
-
مشاكل درجة الحرارة: يمكن أن تؤدي درجات حرارة الانصهار أو التشكيل المنخفضة إلى تصلب البلاستيك قبل الأوان.
-
عيوب تصميم القوالب: يمكن أن تعيق التهوية غير الكافية أو البوابات الصغيرة أو الممرات المصممة بشكل سيئ تدفق المواد.
-
خصائص المواد: قد تواجه المواد البلاستيكية عالية اللزوجة ذات خصائص التدفق الضعيفة صعوبة في ملء القوالب المعقدة.
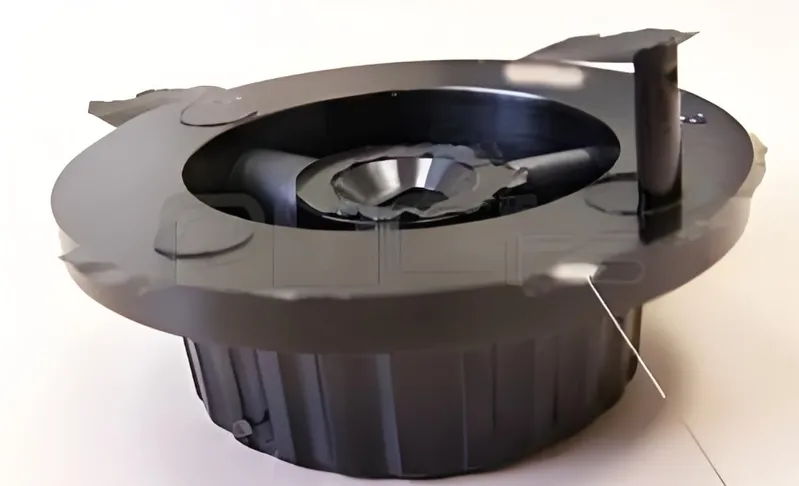
تأثير اللقطات القصيرة
تؤثر العيوب الناتجة عن عدم اكتمال التصنيع سلبًا على المظهر الجمالي والأداء الوظيفي للأجزاء. في التطبيقات الحساسة، مثل الأجهزة الطبية أو مكونات السيارات، قد يؤدي هذا العيب إلى عمليات سحب مكلفة أو مخاطر تتعلق بالسلامة.
يمكن منع الحقن غير الكامل ببساطة عن طريق زيادة ضغط الحقن.خطأ شنيع
في حين أن الضغط العالي قد يساعد، إلا أنه لا يعالج الأسباب الجذرية الأخرى مثل درجة الحرارة أو تصميم القالب، والتي تتطلب أيضًا اهتمامًا.
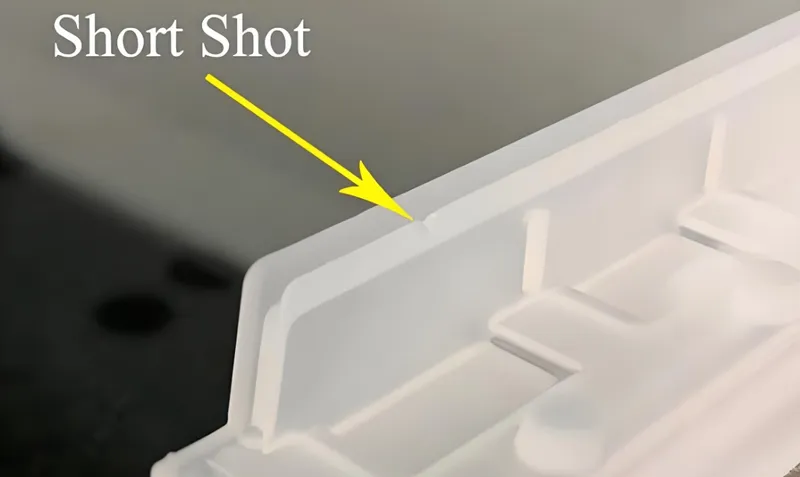
تكثر الطلقات القصيرة في الأجزاء ذات الجدران الرقيقة.حقيقي
تتطلب الأجزاء ذات الجدران الرقيقة تحكمًا دقيقًا في الضغط ودرجة الحرارة، مما يزيد من قابليتها للحقن غير الكامل.
ما هي الأسباب الشائعة لقصر التسديدات؟
يُعد تحديد الأسباب الجذرية لضعف دقة التصويب الخطوة الأولى نحو حل فعال. وفيما يلي أهم العوامل المساهمة:
تشمل الأسباب الشائعة انخفاض ضغط الحقن، وعدم كفاية درجة الحرارة، وسوء تصميم القالب، ومشاكل تدفق المواد، وكل منها يستلزم إجراء تعديلات محددة.

ضغط وسرعة الحقن
يمكن أن يؤدي انخفاض الضغط أو بطء سرعة الحقن إلى منع البلاستيك من اختراق القالب بالكامل، لا سيما في التصميمات المعقدة أو ذات مسار التدفق الطويل.
التحكم في درجة الحرارة
تُعدّ درجات حرارة الصهر والقالب المناسبة أمراً بالغ الأهمية. فإذا كانت درجة حرارة الصهر منخفضة جداً، فقد لا يتدفق المعدن بشكل كافٍ، وقد يتسبب القالب البارد في تصلب المعدن مبكراً.
تصميم القالب
قد تؤدي عناصر التصميم، مثل عدم كفاية التهوية، أو صغر حجم البوابات، أو وضع قنوات التوزيع بشكل غير مثالي، إلى تقييد تدفق البلاستيك، مما ينتج عنه تعبئة غير كاملة. وتُعدّ التهوية الفعّالة ضرورية لإخراج الهواء المحتبس.
خصائص المواد
مؤشر تدفق الذوبان (MFI)للبلاستيك مدى انسيابيته. وتكون المواد ذات مؤشر تدفق الذوبان المنخفض (اللزوجة العالية) أكثر عرضة لنقص الحقن، خاصة في الأجزاء الدقيقة أو ذات الجدران الرقيقة.
زيادة سرعة الحقن تمنع دائمًا حدوث حقن غير كاملة.خطأ شنيع
يمكن أن تساعد السرعة العالية ولكنها قد تتسبب في ظهور عيوب مثل الوميض أو علامات الحرق إذا لم يتم موازنتها مع الضغط ودرجة الحرارة.
يُعدّ التهوية السليمة للقالب أمرًا بالغ الأهمية لمنع حدوث تسربات غير كاملة.حقيقي
تسمح التهوية الكافية بخروج الهواء، مما يقلل من مقاومة التدفق ويضمن ملء القالب بالكامل.
كيف يمكن منع التسديدات القصيرة؟
يتطلب منع الحقن غير الكامل استراتيجية استباقية تعمل على تحسين المعدات والمواد والعمليات.
تتضمن الوقاية ضبط معايير الحقن بدقة، وتحسين تصميم القالب، واختيار المواد المناسبة، والاستفادة من أدوات المحاكاة.

تحسين معلمات الحقن
-
الضغط: اضبط ضغط الحقن لضمان ملء القالب بالكامل، مع مراعاة مدى تعقيد القطعة.
-
السرعة: موازنة سرعة الحقن لتجنب التصلب المبكر دون التسبب في زيادة التعبئة.
-
درجة الحرارة: حافظ على درجات حرارة الذوبان والتشكيل المثلى للحفاظ على سيولة البلاستيك طوال العملية.
تحسين تصميم القوالب
-
التهوية: أضف أخاديد تهوية (بعمق 0.02-0.04 مم، وعرض 5-10 مم) لإطلاق الهواء المحبوس (القالب الأول).
-
البوابات والممرات: قم بتحسين حجم البوابة وموضعها لتوزيع المواد بشكل متساوٍ، باستخدام بوابات متعددة للأجزاء المعقدة.
اختيار المواد
اختر البلاستيك ذو خصائص التدفق المناسبة (مؤشر تدفق الذوبان الأعلى) للتصاميم المعقدة أو ذات الجدران الرقيقة لتسهيل التعبئة الكاملة.

أدوات المحاكاة
استخدم برنامج محاكاة تدفق القوالب6 للتنبؤ بمخاطر الحقن غير الكامل والتخفيف منها عن طريق تحسين معايير العملية قبل بدء الإنتاج.
يمكن لأدوات المحاكاة أن تقضي تماماً على اللقطات القصيرة.خطأ شنيع
على الرغم من فائدتها الكبيرة، إلا أن عمليات المحاكاة لا يمكنها أن تأخذ في الاعتبار جميع متغيرات العالم الحقيقي مثل تآكل الآلات أو اختلافات المواد.
يُعد اختيار المواد المناسبة أمراً أساسياً لمنع حدوث أخطاء في الحقن.حقيقي
المواد ذات خصائص التدفق المناسبة تقلل من خطر عدم اكتمال التعبئة، خاصة في التصاميم الصعبة.
كيفية حل مشاكل التسديدات القصيرة؟
عند حدوث أعطال مفاجئة، يمكن لعملية استكشاف الأخطاء وإصلاحها المنظمة تحديد المشكلة وحلها بسرعة.
تتضمن عملية استكشاف الأخطاء وإصلاحها التحقق من إعدادات الحقن ودرجة الحرارة وتصميم القالب وتوافق المواد.
دليل استكشاف الأخطاء وإصلاحها خطوة بخطوة
-
تحقق من الضغط والسرعة: تأكد من أن الإعدادات مناسبة؛ قم بزيادة الضغط أو ضبط السرعة حسب الحاجة.
-
فحص درجات الحرارة: تأكد من أن درجات حرارة الصهر والقالب تتوافق مع مواصفات المواد؛ اضبطها إذا كانت خارج النطاق.
-
فحص تصميم القالب: ابحث عن مشاكل التهوية (مثل علامات الحرق) أو أوجه القصور في البوابة/المجرى؛ قم بالتعديل إذا لزم الأمر.
-
التحقق من إمداد المواد: تحقق من وجود كمية كافية من المواد وقم بإزالة أي انسدادات في نظام التغذية.
-
تقييم المواد: تأكد من أن خصائص تدفق البلاستيك تتطابق مع متطلبات الجزء؛ قم بتغيير المواد إذا لزم الأمر.

تقنيات متقدمة
-
محولات الضغط: تراقب ضغط التجويف لتحديد أوجه القصور في الحشو.
-
التصوير الحراري: الكشف عن التباينات في درجة الحرارة في القالب والتي قد تسبب التبريد المبكر.
يتطلب حل مشكلة الطلقات القصيرة دائمًا تغيير تصميم القالب.خطأ شنيع
يمكن حل العديد من الحالات عن طريق تعديل الإعدادات أو المواد دون تغيير القالب.
يمكن أن تساعد محولات الضغط في تحديد الموقع الدقيق للطلقات القصيرة.حقيقي
تكشف المحولات عن انخفاضات الضغط، مما يحدد بدقة مكان فشل التعبئة لإجراء إصلاحات دقيقة.
ما هي الاختلافات بين الحقن غير الكامل وعيوب قولبة الحقن الأخرى؟
يساعد التمييز بين العيوب الطفيفة والعيوب الأخرى في التشخيص والتصحيح الدقيقين.
تنتج اللقطات القصيرة عن عدم اكتمال التعبئة، على عكس الوميض (التعبئة الزائدة) أو علامات الانكماش (مشاكل التبريد).
اللقطات القصيرة مقابل اللقطات السريعة
-
لقطات قصيرة: تعبئة القالب غير مكتملة، أجزاء مفقودة.
-
وميض: تخرج المادة الزائدة من القالب، مشكلة نتوءات رقيقة.
التسديدات القصيرة مقابل علامات الغرق
- لقطات قصيرة: نقص في المواد بسبب سوء التعبئة.
- علامات الانكماش: انخفاضات سطحية ناتجة عن التبريد أو التعبئة غير المتساوية.
اللقطات القصيرة مقابل التشويه
-
لقطات قصيرة: أجزاء غير مكتملة بسبب مشاكل التعبئة.
-
التشوه: تشوه الشكل الناتج عن إجهادات التبريد.
يمكن أن تحدث اللقطات القصيرة والفلاش في نفس الوقت في نفس الجزء.خطأ شنيع
تشير اللقطات القصيرة إلى نقص التعبئة، بينما يشير الفلاش إلى زيادة التعبئة، مما يجعلهما غير متوافقين بشكل عام.
قد يُخطئ البعض في اعتبار علامات الغرق بمثابة طلقات قصيرة.حقيقي
قد يبدو كلاهما كعيوب، لكن علامات الانكماش هي انخفاضات، بينما اللقطات القصيرة هي غيابات.
خاتمة
تُشكل الحقن غير المكتملة في عملية التشكيل بالحقن تحديًا كبيرًا، إذ تؤثر على جودة المنتج وكفاءة الإنتاج. ومن خلال معالجة أسباب مثل انخفاض الضغط، وعدم اتساق درجات الحرارة،وعيوب تصميم القالب، يستطيع المصنّعون تطبيق استراتيجيات فعّالة للوقاية من هذه المشكلة وحلها. ويُعدّ تحسين الإعدادات، وتطوير القوالب، واختيار المواد المناسبة، واستخدام أدوات المحاكاة خطوات أساسية للقضاء على هذا العيب.
-
تعرّف على أفضل الممارسات في مجال قولبة الحقن لتحسين جودة المنتج وتقليل العيوب. هذا المورد لا غنى عنه للمصنعين. ↩
-
يُعدّ فهم عمليات الحقن غير الدقيقة أمرًا بالغ الأهمية لتحسين جودة وكفاءة التصنيع. استكشف هذا الرابط للحصول على معلومات معمقة. ↩
-
اكتشف كيف يمكن لتصميم القوالب الفعال أن يمنع عيوبًا مثل الحقن غير الكامل ويحسن جودة الإنتاج بشكل عام. كتاب لا غنى عنه للمهندسين. ↩
-
يساعد استكشاف عملية التشكيل بالحقن في تحديد العيوب وتحسين كفاءة الإنتاج. ↩
-
يُعد مؤشر تدفق الذوبان (MFI) عاملاً أساسياً في اختيار المواد المناسبة لعملية التشكيل بالحقن. تعرّف على كيفية تأثيره على انسيابية المادة وجودة القطع من خلال مراجعة هذا المصدر. ↩
-
يمكن لبرامج محاكاة تدفق القوالب أن تُحسّن كفاءة الإنتاج بشكل ملحوظ وتقلل العيوب. اكتشف مزاياها من خلال هذا الرابط. ↩
-
يُعدّ التحكم في درجة الحرارة عاملاً أساسياً لنجاح عملية قولبة الحقن. تعرّف على كيفية إدارة درجة الحرارة للحصول على أفضل النتائج. ↩





