يبدو إيجاد الزاوية المثالية لتحرير الرافعات في عملية قولبة الحقن أشبه بحل لغز مختلف في كل مرة. كل عملية حسابية فريدة من نوعها.
لتحديد زاوية تحرير رافع قالب الحقن، ادرس عوامل مثل انكماش المادة، وعمق المنتج، وحركة الرافعة. ضع في اعتبارك التغيرات في الحجم والشكل عند تبريد المواد. استخدم معادلات مجربة لإيجاد زاوية تسمح بتحرير المنتج بسهولة. أدرج خصائص المادة ومتطلبات التصميم في حساباتك.
الصيغة ليست سوى البداية. كل مشروع فريد ويتطلب عناية فائقة. المواد، مثل البولي بروبيلين، تُحدث فرقًا كبيرًا. اضطررتُ ذات مرة إلى تعديل الزوايا مرارًا وتكرارًا لمنع الالتصاق لأن البولي بروبيلين ينكمش كثيرًا. التصاميم العميقة معقدة، فالعمق يُجبرك على إعادة حساب الزوايا للحصول على تحرير سلس. يُعدّ فحص حجم الرافعة وحركتها أمرًا بالغ الأهمية، فقد تُفاجئك التفاصيل الصغيرة. في إحدى المرات، تحركت الرافعة بشكل خاطئ، وكادت تُسبب مشكلة. الآن، أتحقق دائمًا من هذه الأحجام. قد تبدو الأشكال المعقدة صعبة، لكن تقسيمها إلى أجزاء أبسط يُساعد، تمامًا كحلّ الأحجية. استخدام برامج التصميم بمساعدة الحاسوب أو قالب تجريبي قد يُقلل من المشاكل لاحقًا.
تحتاج المواد ذات الانكماش الأكبر إلى زاوية تحرير أصغر.خطأ شنيع
المواد ذات الانكماش الأكبر تحتاج إلى زاوية تحرير أكبر لمنع الالتصاق.
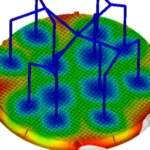
تتطلب أشكال المشابك المعقدة محاكاة للحصول على زوايا دقيقة.حقيقي
تساعد المحاكاة في تحسين الزوايا للأشكال المعقدة بسبب التداخلات المحتملة.
- 1. كيف تؤثر زوايا تحرير الرافعات على عملية قولبة الحقن؟
- 2. كيف تؤثر خصائص المواد على حسابات زاوية تحرير الرافعة؟
- 3. لماذا يُعد شكل المنتج وحجمه عاملين حاسمين في تحديد زوايا الإطلاق؟
- 4. كيف يمكنني تصحيح أبعاد جهاز رفع الأثقال وحركة الذراع؟
- 5. كيف يمكنني استيعاب أشكال الإبزيم المعقدة في حسابات الزوايا؟
- 6. خاتمة
كيف تؤثر زوايا تحرير الرافعات على عملية قولبة الحقن؟
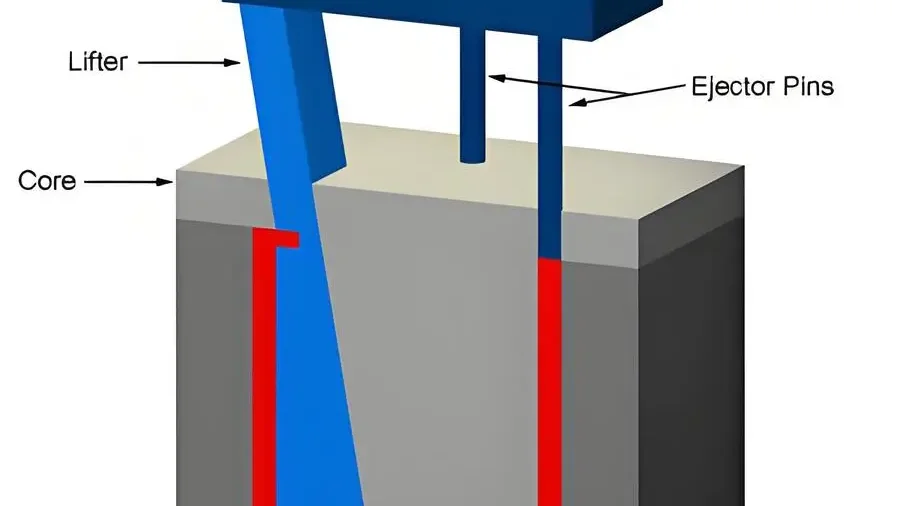
قد تبدو زوايا تحرير الرافعات معقدة للوهلة الأولى، لكنها في الواقع عنصر أساسي في إزالة المنتجات بسلاسة. فهذه الزوايا تُسهّل خروج المنتجات دون أي مشاكل، ولها دور بالغ الأهمية.
تساعد زوايا تحرير الرافعة في تسهيل عملية إخراج المنتج من القالب أثناء عملية التشكيل بالحقن. ويؤثر نوع المادة على هذه الزوايا، كما أن شكل المنتج وحجمه مهمان أيضاً. ويؤثر شوط الرافعة أيضاً على الزوايا.
فهم زوايا إطلاق الرافعة
تلعب زوايا تحرير الرافعات دورًا محوريًا في عملية قولبة الحقن، إذ تُسهّل إخراج المنتجات من القوالب بسلاسة. والهدف الأساسي منها هو منع التصاق المنتج بالرافعة، مما قد يُلحق الضرر بالمنتج والقالب على حد سواء. ويرتبط حجم زاوية التحرير ارتباطًا وثيقًا بعوامل مثل مادة المنتج وشكله وحجمه، بالإضافة إلى شوط الرافعة.
الأمور المادية
تتصرف أنواع البلاستيك المختلفة بطرق فريدة. على سبيل المثال، تتطلب المواد ذات معدلات الانكماش العالية، مثل البولي بروبيلين ( PP )، زاوية تحرير أكبر لضمان سهولة فك القالب. عادةً ما البولي بروبيلين بين 1.0 و2.5%. يجب على المبتدئين الإلمام جيدًا بخصائص هذه المواد، إذ يُعدّ فهمها أمرًا بالغ الأهمية. لمعرفة المزيد حول كيفية تأثير خصائص المواد على تصميم القوالب، يُرجى الاطلاع على قسم " خصائص المواد في التشكيل" (1) .
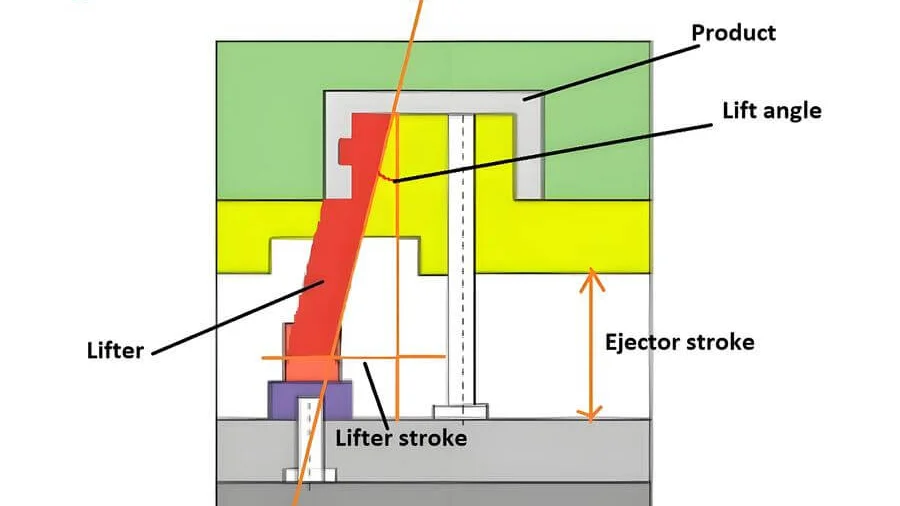
شكل وحجم المنتج
تؤثر هندسة المنتج بشكل كبير على زاوية التحرير المطلوبة. تتطلب المنتجات الأعمق، مثل الأشكال الأسطوانية التي يزيد عمقها عن 50 مم، زاوية تحرير أكبر للرافعة. الصيغة التجريبية الشائعة المستخدمة هي tan a = S/H، حيث S هي المسافة الأفقية التي تقطعها الرافعة وH هو عمق المنتج. على سبيل المثال، إذا كان عمق المنتج 100 مم وتحركت الرافعة 5 مم، فإن:
- الارتفاع = 100 مم
- S = 5 مم
- لذلك، a≈2.86°.
ينبغي إجراء تعديلات لزيادة هذه الزاوية إلى 3 درجات على الأقل من أجل عمليات خروج أكثر سلاسة.
تعديلات للتصاميم المعقدة
تُشكّل الأشكال المعقدة تحديات في الحسابات التي يجب أن تأخذ في الاعتبار أبعاد الرافعة ومسار حركتها. يصعب حساب تصميمات مثل الأبازيم المقلوبة بدقة دون أدوات أو برامج دقيقة.
على سبيل المثال:
- إذا كان عمق الإبزيم المقلوب 5 مم،
- يبلغ العرض الأفقي 20 مم،
- وبما أن عرض الرافعة 10 مم،
فإن: tan a ≥ 5/(20-10) = 0.5
وهذا يعني: ≥ arctan(0.5) = 26.6°
تساهم دقة الحسابات في تجنب المشاكل؛ لذا، يُعد استخدام برامج التصميم بمساعدة الحاسوب (CAD) للمحاكاة والتحقق مفيدًا للتصاميم المعقدة. اكتشف كيف تُساعد برامج التصميم بمساعدة الحاسوب (CAD) في حساب هذه المعايير بدقة.
من خلال فهم هذه المبادئ والاعتبارات، يمكن ضمان إخراج المنتج من القالب بكفاءة ودون عيوب في عمليات قولبة الحقن.
تؤثر زاوية تحرير الرافعة على فصل منتج القالب.حقيقي
تُعد زاوية تحرير الرافعة أمراً بالغ الأهمية لإخراج المنتج بسلاسة من القوالب.
تتطلب جميع أنواع البلاستيك نفس زاوية تحرير الرافعة.خطأ شنيع
تختلف أنواع البلاستيك في انكماشها واحتكاكها، مما يؤثر على زوايا الإطلاق.
كيف تؤثر خصائص المواد على حسابات زاوية تحرير الرافعة؟
تُعدّ خصائص المواد أساسية لفهم زوايا تحرير الرافعات، فهي تؤثر على كفاءة وجودة المنتجات المصبوبة بالحقن. هذه الخصائص بالغة الأهمية.
تُعدّ خصائص المواد، مثل معدلات الانكماش ومعاملات الاحتكاك، بالغة الأهمية. تؤثر هذه الخصائص على زوايا تحرير الرافعات. يتطلب الانكماش العالي زوايا أكبر، وكذلك الاحتكاك العالي. تمنع الزوايا الأكبر الالتصاق، وتساعد في فك القوالب بسلاسة.
فهم معدلات انكماش المواد
أتذكر مشروعي الأول باستخدام البولي بروبيلين ( PP ). تراوحت نسبة الانكماش بين 1.0% و2.5%. علمني هذا ضرورة تغيير زاوية التحرير. كان الأمر أشبه بخبز الخبز دون معرفة مقدار ارتفاعه. فبدون زاوية تحرير أكبر، كان إخراج المنتج من القالب بسلاسة أمرًا صعبًا، أشبه بنزع ملصق دون ترك أي أثر.
أحد الجوانب الأساسية لحساب زوايا تحرير الرافعة هو فهم معدل انكماش المادة 3. المواد مثل البولي بروبيلين ( PP )، المعروفة بمعدلات انكماشها الكبيرة التي تتراوح من 1.0٪ إلى 2.5٪، ضبطًا دقيقًا لزوايا التحرير.
معاملات الاحتكاك وتأثيراتها
قد تكون معاملات الاحتكاك معقدة. تعلمت ذلك أثناء العمل مع المواد اللزجة. فهي تلتصق بالرافعات كما لو كان طفلاً صغيراً متعلقاً بلعبته المفضلة. الاحتكاك العالي يعني أنني بحاجة إلى زاوية تحرير أكبر. وجدت طرقاً لتقليل هذا "الالتصاق". هذا يضمن فصل المنتجات عن قوالبها بسهولة. كان الأمر أشبه بأصدقاء قدامى يفترقون بعد ليلة طويلة.
يُعد معامل الاحتكاك للمادة عاملاً حاسماً آخر في تصميم القوالب والرافعات، مما يستلزم إجراء تعديلات في زاوية التحرير من أجل إخراج سلس.
الاعتبارات الهندسية لزوايا الإطلاق
لطالما كانت الهندسة نقطة قوتي. أما تصميم المنتجات فقد زاد الأمر تعقيدًا. المنتجات العميقة، التي يزيد عمقها عن ٥٠ ملم، كانت تتطلب حسابات خاصة. وكانت معادلة ظل الزاوية (tan a) = S/H مفيدة للغاية. استخدمتها في تصميم أسطواني حيث كان يجب أن تكون زاوية الإطلاق أكبر من ٣ درجات. كان الأمر أشبه بإيجاد النقطة المناسبة في لعبة رمي السهام.
تلعب هندسة المنتج أيضًا دورًا مهمًا في تحديد زوايا الإطلاق المناسبة، خاصة بالنسبة للعناصر الأعمق التي تتجاوز أعماقًا معينة.
التعامل مع أشكال الإبزيم المعقدة
كانت الأشكال المعقدة أشبه بحل الألغاز. قمت بتقسيمها إلى أجزاء أبسط لحساب الزوايا. غالباً ما ساعدني برنامج التصميم بمساعدة الحاسوب (CAD)؛ فقد كان بمثابة مساعد يُظهر لي ظروف التداخل المحتملة التي كانت غير متوقعة مثل تغيرات الطقس.
عند التعامل مع الأشكال المعقدة، قد يحتاج المهندسون إلى تقسيمها إلى أشكال هندسية أبسط والاعتماد على محاكاة برامج التصميم بمساعدة الحاسوب (CAD) لتحسين هذه الحسابات.
يتطلب البولي بروبيلين زاوية تحرير أكبر بسبب الانكماش العالي.حقيقي
يتميز البولي بروبيلين بمعدل انكماش عالٍ، مما يستلزم زاوية تحرير أكبر.
يؤثر عرض الرافعة على حساب زاوية التحرير المطلوبة.حقيقي
يؤثر عرض الرافعة وشوط حركتها على زاوية التحرير المطلوبة.
لماذا يُعد شكل المنتج وحجمه عاملين حاسمين في تحديد زوايا الإطلاق؟
هل سبق لك أن خبزت كعكة وواجهت صعوبة في إخراجها من القالب؟ هذا يشبه طريقة عمل أشكال المنتجات وزوايا التحرير في عملية التشكيل.
يُعدّ شكل المنتج وحجمه عاملين مهمين للغاية في تحديد زوايا الفصل، إذ يؤثران بشكل كبير على سهولة خروج المنتج من القالب. فالأشكال الأكبر أو الأكثر تعقيدًا غالبًا ما تتطلب زوايا فصل أكبر، مما يساعد على منع الالتصاق. ويُعدّ الإخراج السلس أمرًا بالغ الأهمية.
أهمية مادة المنتج
أتذكر محاولتي الأولى لصنع الشموع في المنزل. استخدمت أنواعًا مختلفة من الشمع، وسرعان ما أدركت أهمية المادة. في عملية التشكيل بالحقن، تتميز مواد مثل البولي بروبيلين بمعدلات انكماش محددة، وتختلف طريقة احتكاكها بالأسطح. على سبيل المثال، تحتاج المواد التي تنكمش كثيرًا أو تحتك بقوة إلى زاوية تحرير أكبر لمنعها من الالتصاق أثناء الإزالة.
أفكار حول الشكل والحجم
تخيّل الشموع الطويلة والرفيعة التي صنعتها. عندما تكون المنتجات عميقة - مثل الأسطوانات التي يزيد قطرها عن ٥٠ مم - يجب التفكير مليًا في زاوية الفتح. تساعد معادلة مفيدة في حساب الزوايا بناءً على العمق (H) وشوط الرافعة (S). بالنسبة لعمق ١٠٠ مم وشوط ٥ مم، قد تجد أن tan a ≈ ٢٫٨٦°. قد يساعد ضبط الزاوية إلى ٣° أو أكثر في تشغيلها بسلاسة.
الأشكال المعقدة: الحسابات والاختبارات
عندما بدأتُ بصنع الصابون بتصاميم دقيقة، قمتُ بتقسيم الأنماط المعقدة إلى أجزاء أبسط. وفي تصميم المنتجات، تحتاج أشكال المشابك المعقدة أيضًا إلى تبسيطها لحساب الزوايا بدقة أكبر. وتُستخدم المحاكاة أو قوالب الاختبار للتحقق من هذه الزوايا باستخدام برامج التصميم بمساعدة الحاسوب (CAD) للتأكد من ملاءمتها، خاصةً للأشكال غير المنتظمة.
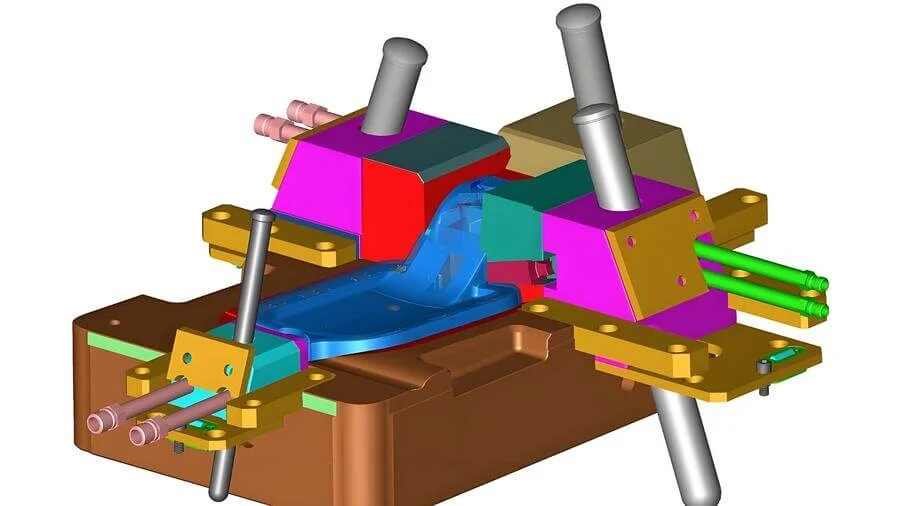
مراعاة أبعاد الرافعة
تصميم الرافعات أشبه بحل لغز، إذ يتطلب ترتيب القطع بدقة. ويُعدّ حجمها وحركتها عنصرين أساسيين. يجب مراعاة العرض (w) والحركة الأفقية (s) لتجنب الاصطدامات أثناء التحرير. كما يجب أن تحقق زاوية التحرير (α) الشرط tan a = h/(bw) لضمان فصل سلس. وهذا أمر بالغ الأهمية في التصاميم المعقدة كالمشابك المقلوبة، حيث حسابات الزاوية مع قدرة الرافعة.
هناك حاجة إلى زوايا تحرير أكبر للمنتجات ذات العمق الأكبر.حقيقي
تتطلب المنتجات ذات العمق الأكبر زوايا أكبر لضمان سهولة إخراجها من القالب.
جميع المواد البلاستيكية لها نفس متطلبات زاوية الإطلاق.خطأ شنيع
تختلف المواد المختلفة في انكماشها واحتكاكها، مما يؤثر على الزوايا.
كيف يمكنني تصحيح أبعاد جهاز رفع الأثقال وحركة الذراع؟
هل فكرت يوماً كيف تؤثر أحجام الرافعات الصحيحة على نجاح تصميم القالب؟ الأبعاد المناسبة بالغة الأهمية، فهي التي تحدد نجاح التصميم أو فشله.
يتطلب تصحيح حسابات أبعاد الرافعة إيجاد زاوية التحرير المثلى. يعتمد ذلك على مادة الرافعة وشكلها وشوطها. يجب أن تُحرر الرافعة المنتج بسلاسة من القالب، وهذا أمر بالغ الأهمية.

فهم زوايا إطلاق الرافعة
عندما بدأتُ العمل بالقوالب، لاحظتُ سريعًا كيف تُغيّر زاوية الفتح كل شيء. إنها أشبه بحيلة صغيرة تُسهّل إخراج المنتجات. معرفة هذه الزاوية أمرٌ بالغ الأهمية سواءً كنتَ تعمل بالبولي بروبيلين أو مواد أخرى. تخيّل أنك تُزيل ملصقًا دون تمزيقه - الزاوية حاسمة! بالنسبة للأشكال البسيطة أو المنتجات الأسطوانية العميقة التي يزيد قطرها عن 50 مم، يجب عليك ضبط الزاوية بعناية.
يتمثل الغرض الأساسي من زاوية تحرير الرافعة في تسهيل إخراج المنتج بسلاسة من القالب. وتُعد هذه الزاوية بالغة الأهمية لأنها تؤثر على مدى سهولة فصل المنتج بعد عملية التشكيل. وتعتمد زاوية التحرير على عدة عوامل، منها مادة المنتج وشكله وحجمه، بالإضافة إلى شوط الرافعة.
حساب زوايا الإطلاق لأشكال ومواد مختلفة
سبق لي أن عملت بمواد تنكمش كثيرًا. وكان تعديل زاوية التحرير هو الحل لتجنب مشاكل الالتصاق. الأمر أشبه بالطبخ - فالمواد المختلفة تتطلب تعديلات مختلفة. المنتجات العميقة أو تلك ذات الاحتكاك العالي تحتاج إلى زاوية أكبر. إن إيجاد هذا التوازن المثالي مُرضٍ للغاية؛ إنه أشبه بإخراج كعكة مثالية من الفرن!
تختلف المواد البلاستيكية في معدلات انكماشها ومعاملات احتكاكها. بالنسبة للمنتجات المصنوعة من مواد ذات معدل انكماش عالٍ، يمكن زيادة زاوية الفتح لمنع مشاكل الالتصاق. كما تتطلب المنتجات الأعمق زوايا فتح أكبر.
على سبيل المثال، إذا كان لديك منتج أسطواني بعمق أكبر من 50 مم، فيمكنك حساب زاوية التحرير باستخدام:
tan a = S/H
حيث يمثل S الحركة الأفقية للرافعة.
ولأغراض عملية، يجب ألا تقل هذه الزاوية 6
تصحيح الحسابات باستخدام أبعاد الرافعة وشوطها
والآن ننتقل إلى أبعاد الرافعة وحركة الدوران - وهما عنصران أساسيان في عملية التشكيل. في إحدى المرات، لم تعمل الرافعة بشكل جيد لأن عرضها لم يكن مناسبًا للمشبك. أدركت حينها أن مطابقة هذه الأبعاد بدقة تتجنب المشاكل.
بالإضافة إلى مراعاة خصائص المنتج، ضع في اعتبارك أبعاد وحركة رافع الأثقال:
- لنفترض أن رافعتك لها عرض w وتتحرك أفقيًا بمدى s.
- تأكد من أنه إذا كان عرض الرافعة w أقل من العرض الأفقي للمشبك b، فإن شوط الحركة يسمح بالفصل الكامل عن المشبك.
- قد تحتاج زاوية الإطلاق 7 إلى استيفاء الشرط التالي:
tan a≥ h /(bw)
تعتمد زاوية تحرير الرافعة على مادة المنتج.حقيقي
تختلف معدلات الانكماش ومعاملات الاحتكاك باختلاف المواد.
تتطلب أشكال المشابك المعقدة حساب زاوية تحرير واحدة.خطأ شنيع
يتم تقسيم الأشكال المعقدة إلى أجزاء بسيطة، ويتم حساب كل جزء على حدة.
كيف يمكنني استيعاب أشكال الإبزيم المعقدة في حسابات الزوايا؟
هل سبق أن شعرت بالحيرة من أشكال الانحناءات المعقدة في حسابات الزوايا؟ لست وحدك! اكتشف هذه الاستراتيجيات البسيطة. ستسهل عليك هذه النصائح التعامل معها بشكل كبير.
قسّم أشكال الإبزيم المعقدة إلى أجزاء هندسية بسيطة لحساب الزوايا. حدد زاوية تحرير كل جزء، واعتمد أعلى زاوية كمعيار. قد تُحسّن محاكاة برامج التصميم بمساعدة الحاسوب (CAD) دقة هذه الزوايا.
فهم المبادئ الأساسية
أتذكر أول مرة حاولت فيها إخراج منتج من قالب دون مشاكل. كان الأمر أشبه بفرز كرة خيوط متشابكة - محير ومزعج. لكن اكتشاف زاوية تحرير الرافعة كحلٍّ أضاء لي الطريق. هذه الزاوية مهمة لأنها تعتمد على مادة المنتج وشكله وحجمه، وحتى على حركة الرافعة نفسها.
يتمثل الهدف الأساسي من حساب الزوايا في سياق أشكال الإبزيم المعقدة في ضمان سهولة إخراج المنتج من القوالب. ويتضمن ذلك دراسة عوامل مثل خصائص المادة وزاوية تحرير الرافعة. ويتأثر حجم زاوية التحرير بمادة المنتج وشكله وحجمه، بالإضافة إلى شوط الرافعة، مما يجعل من الضروري تكييف الطريقة بناءً على متطلبات المنتج المحددة.
اعتبارات المواد والشكل
تخيّل كيف تتصرف المواد المختلفة. على سبيل المثال، يتميز البولي بروبيلين ( PP ) بمعدل انكماش عالٍ، لذا فهو يحتاج إلى زاوية تحرير أكبر. يشبه الأمر إخراج كعكة لزجة من صينية؛ فأنت بحاجة إلى الميل المناسب لتحريرها بسهولة. تتطلب المنتجات ذات التجاويف العميقة حسابات خاصة، مثل القطع الأسطوانية التي يزيد عمقها عن 50 مم.
تؤثر خصائص المواد، مثل معدلات الانكماش، بشكل كبير على حسابات الزوايا. فعلى سبيل المثال، قد تتطلب المواد ذات معدلات الانكماش العالية زوايا تحرير أكبر. وفي هذه الحالات، يُعد استخدام الصيغ التجريبية أمرًا بالغ الأهمية
tan a = S/H
حيث S هي المسافة الأفقية و H هي العمق.
إذا كان عمق المنتج 100 مم ومسافة تحركه 5 مم،
فإن ظل الزاوية a = 5/100 = 0.05،
مما ينتج عنه زاوية تقارب 2.86 درجة. زيادة هذه الزاوية إلى 3 درجات على الأقل تضمن سهولة أكبر في إخراج المنتج من القالب.
طرق الحساب المصححة
عند مراعاة الأبعاد والحركة، تصبح الأمور معقدة. يجب ألا يعيق الرافعة المشبك أثناء الفك - وهو درس تعلمته عندما أخطأت في الحساب واضطررت إلى إعادة جزء من العمل.
عند التعامل مع الأشكال المعقدة، من الضروري مراعاة أبعاد الرافعة ومسار حركتها: حيث
يُعدّ tan a ≥ h/(b – w) عاملاً أساسياً هنا.
على سبيل المثال: إذا
كان عمق الإبزيم المقلوب = 5 مم،
وعرض الإبزيم = 20 مم،
وعرض الرافعة = 10 مم،
فيجب أن تحقق الزاوية الشرط التالي:
a ≥ 26.6°،
أو يتم التحقق منها بناءً على طول المسار.
وقد أنقذني تطبيق هذا المبدأ من خطأ آخر.
التعامل مع أشكال الإبزيم المعقدة
تُشبه المشابك المعقدة ذات المنحنيات أو الأشكال غير المنتظمة الألغاز، لذا ينبغي تقسيمها إلى أشكال بسيطة وحساب زاوية كل تحرير على حدة باستخدام الطرق المذكورة سابقًا. تُعد
أدوات المحاكاة، مثل برامج التصميم بمساعدة الحاسوب (CAD)، بالغة الأهمية لاختبار هذه الزوايا المحسوبة، فهي بمثابة عين إضافية تُساعد في رصد أي أخطاء قد أغفلها.
تستطيع هذه الأدوات التنبؤ بحالات التداخل غير الواضحة في التصاميم الأولية، مما يسمح بإجراء تعديلات تضمن الأداء الوظيفي والامتثال للمعايير الهندسية.
لمزيد من المعلومات حول كيفية مساهمة أدوات المحاكاة في تحسين دقة التصميم، أو للتعرف على الصيغ التجريبية لحساب الزوايا، يُنصح بإجراء المزيد من البحث.
يجب أن تكون زاوية الفك 3 درجات على الأقل لضمان سهولة فك القالب.حقيقي
لضمان سهولة فك القالب، لا تقل زاوية التحرير عادةً عن 3 درجات.
تتطلب مواد البولي بروبيلين زاوية تحرير أصغر نظرًا لانخفاض انكماشها.خطأ شنيع
يتميز البولي بروبيلين بانكماش عالٍ؛ لذا، فهو يتطلب زاوية تحرير أكبر.
خاتمة
تتضمن عملية حساب زوايا تحرير الرافعات في قولبة الحقن مراعاة انكماش المواد وعمق المنتج وحركة الرافعة لضمان إزالة القالب بسلاسة دون التصاق.
-
فهم كيفية تأثير المواد المختلفة على تصميم القالب وزوايا التحرير. ↩
-
اكتشف كيف تساعد أدوات التصميم بمساعدة الحاسوب (CAD) في تحسين تصميمات القوالب بكفاءة. ↩
-
اكتشف كيف تؤثر معدلات الانكماش على عمليات التشكيل والحسابات. ↩
-
استكشف أدوات التصميم بمساعدة الحاسوب (CAD) لمحاكاة الأشكال المعقدة في عملية التشكيل. ↩
-
تعلم من خلال الأمثلة كيفية حساب زوايا الإطلاق المثلى. ↩
-
تعرف على طرق الحساب المحددة للمواد المختلفة. ↩
-
اكتشف أمثلة عملية لحساب أبعاد الرافعات. ↩
-
استكشف كيف تعمل برامج التصميم بمساعدة الحاسوب (CAD) على تحسين دقة التصميم في الهندسة. ↩
-
اكتشف الصيغ التجريبية المفيدة للحسابات الهندسية. ↩