

لا يقتصر التشكيل بالحقن على ملء القالب فحسب، بل يتعلق الأمر بصنع الكمال وسط تحديات غير مرئية.
تنتج الإجهادات الداخلية في المنتجات المصبوبة بالحقن عن التدفق غير المنتظم والتبريد والانكماش أثناء عملية التشكيل. ويمكن أن تؤدي هذه الإجهادات إلى تغيرات في الأبعاد، وأعطال ميكانيكية، وعيوب جمالية، مما يؤثر على جودة المنتج وأدائه.
على الرغم من أهمية فهم أساسيات الضغوط الداخلية، إلا أن التعمق في أسبابها وآثارها قد يوفر رؤى قيّمة للتخفيف من المشكلات المحتملة. دعونا نستكشف هذه الجوانب بمزيد من التفصيل لتحسين موثوقية المنتج وكفاءة التصنيع.
يؤدي عدم توازن التدفق إلى إجهاد داخلي في عملية قولبة الحقن.حقيقي
يؤدي عدم توازن التدفق إلى سرعة وضغط غير متساويين، مما يسبب الإجهاد.
ما هي الأسباب الرئيسية للإجهاد الداخلي في عملية قولبة الحقن؟
ينشأ الإجهاد الداخلي في عملية التشكيل بالحقن من عوامل مثل عدم توازن التدفق، والتبريد غير المتساوي، والتوجه الجزيئي.
تشمل الأسباب الرئيسية للإجهاد الداخلي في قولبة الحقن عدم توازن التدفق، والتبريد غير المتساوي، وتوجيه الجزيئات، والتي تحدث نتيجةً لعدم اتساق العملية والتصميم. ويمكن أن تؤثر هذه الإجهادات سلبًا على السلامة الهيكلية ومظهر المنتجات المقولبة.
اختلال توازن التدفق
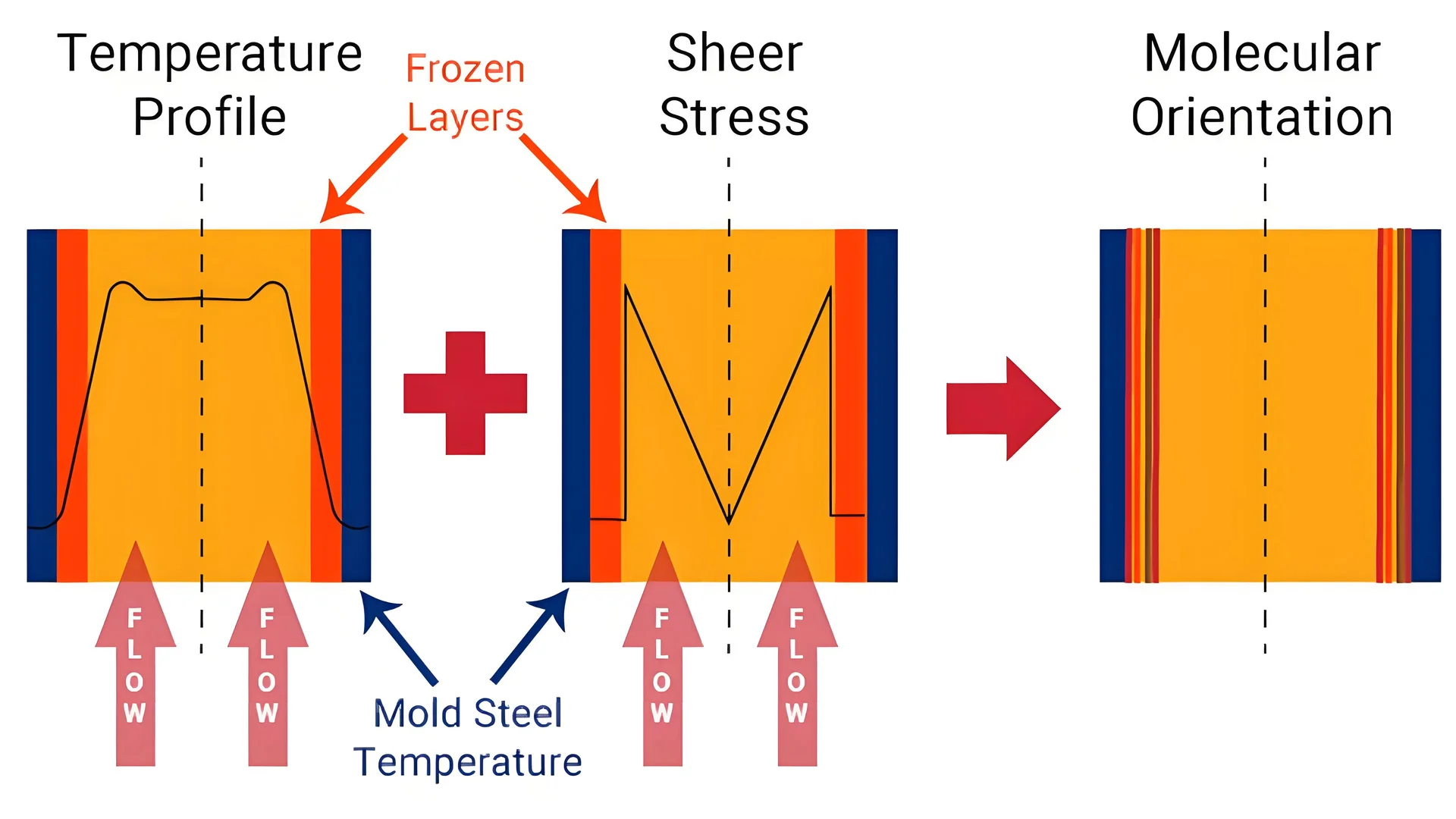
أثناء عملية التشكيل بالحقن، لا يتدفق البلاستيك المنصهر دائمًا بشكل منتظم داخل تجويف القالب. ويعود هذا التباين بشكل رئيسي إلى اختلافات في سرعة التدفق وتوزيع الضغط. فعلى سبيل المثال، يتدفق البلاستيك المنصهر بسرعة أكبر بالقرب من مدخل القالب مقارنةً بالمناطق الأبعد. ويؤدي هذا الخلل إلى توليد إجهاد قص داخل المنتج.
تؤدي التصاميم غير المناسبة للقوالب، مثل البوابات ذات المواقع غير الملائمة أو قنوات التوزيع ذات الأحجام غير الكافية، إلى تفاقم هذا الخلل. ومن خلال تحسين عناصر التصميم هذه، يمكن تقليل الإجهاد الناتج عن اختلافات التدفق بشكل ملحوظ.
التبريد غير المتساوي
تُعدّ مرحلة التبريد حاسمة في تحديد الخصائص النهائية للمنتج المصبوب بالحقن. فإذا بردت بعض المناطق أسرع من غيرها، يتولد إجهاد حراري. وتساهم عوامل مثل عدم ثبات درجة حرارة القالب وسوء تصميم قنوات التبريد في حدوث ذلك.
يؤثر اختلاف سماكة الجدران أيضاً على هذه المشكلة. فالأجزاء السميكة تبرد ببطء أكثر من الأجزاء الرقيقة، مما يُسبب إجهاداً داخلياً. ويمكن التخفيف من هذه المشكلة باتباع نهج تصميمي استراتيجي يركز على توحيد سماكة الجدران.
التوجه الجزيئي
أثناء تدفق البلاستيك المنصهر عبر القالب، تصطف جزيئاته في اتجاه التدفق. قد يؤدي هذا الاصطفاف إلى إجهاد توجيهي، يوجد بشكل رئيسي على طول اتجاه التدفق وبدرجة أقل عمودياً عليه.
تؤثر معايير العملية، مثل سرعة الحقن وضغط التثبيت، بشكل مباشر على توجيه الجزيئات. فعلى سبيل المثال، قد تؤدي سرعة الحقن أو ضغط التثبيت المرتفعان للغاية إلى زيادة إجهاد التوجيه. ويساعد ضبط هذه المعايير على التحكم الفعال في درجة توجيه الجزيئات.
تحليل مقارن: أسباب التوتر الداخلي
| سبب | وصف | استراتيجية التخفيف |
|---|---|---|
| اختلال توازن التدفق | توزيع غير متساوٍ للسرعة والضغط داخل تجويف القالب. | تحسين موضع البوابة وحجم الممر. |
| التبريد غير المتساوي | تؤدي معدلات التبريد التفاضلية إلى الإجهاد الحراري. | درجة حرارة القالب موحدة؛ تصميم أفضل للقنوات. |
| التوجه الجزيئي | اصطفاف الجزيئات مما يسبب إجهادًا في اتجاه التدفق. | التحكم في سرعة الحقن وضغط التثبيت. |
إن فهم هذه الأسباب الجذرية أمر بالغ الأهمية لأي شخص مشارك في تحسين عملية قولبة الحقن 1. من خلال تحديد هذه العوامل ومعالجتها، يمكن للمصنعين تحسين جودة المنتج وإطالة دورة حياته.
يؤدي عدم توازن التدفق إلى إجهاد القص في المنتجات المقولبة.حقيقي
يؤدي عدم توازن التدفق إلى ضغط غير متساوٍ، مما يؤدي إلى إجهاد القص.
يؤدي سمك الجدار الموحد إلى زيادة الإجهاد الداخلي في عملية التشكيل.خطأ شنيع
يقلل سمك الجدار المنتظم من الإجهاد الحراري، وليس من زيادته.
كيف تؤثر الإجهادات الداخلية على الخصائص الميكانيكية للمنتجات؟
يمكن أن تؤدي الإجهادات الداخلية في المنتجات إلى الإضرار الشديد بخصائصها الميكانيكية، مما يؤثر على قوتها ومتانتها.
يمكن أن تؤدي الإجهادات الداخلية إلى تدهور الخصائص الميكانيكية للمنتجات من خلال التسبب في تغييرات في الأبعاد، وتقليل القوة، وتعزيز الفشل تحت الضغط.

فهم دور الضغوط الداخلية
تتولد الإجهادات الداخلية في المنتجات المصبوبة بالحقن نتيجةً لاختلالات التدفق، والتبريد غير المتساوي، وتوجيه الجزيئات أثناء عملية التصنيع. وتتخذ هذه الإجهادات أشكالاً مختلفة، منها إجهاد القص، والإجهاد الحراري، وإجهاد التوجيه. ويساهم كل نوع منها بشكلٍ فريد في تغيير الخصائص الميكانيكية للمنتج.
تحديات الاستقرار البُعدي
غالباً ما تؤدي الإجهادات الداخلية إلى تغيرات في الأبعاد بعد التصنيع. ومع انحسار هذه الإجهادات بمرور الوقت، قد تتعرض المنتجات للتشوه أو الانكماش، مما يؤثر ليس فقط على المظهر بل أيضاً على الأداء. على سبيل المثال، عدم ملاءمة المنتج أثناء عمليات التجميع.
| عامل | التأثير على الأبعاد |
|---|---|
| اختلال توازن التدفق | انكماش غير متساوٍ، تشوه |
| التبريد غير المتساوي | التوسع أو الانكماش الموضعي |
| التوجه الجزيئي | انكماش تفاضلي في اتجاه التدفق |
تدهور الخصائص الميكانيكية
تؤثر الإجهادات الداخلية بشكل مباشر على الخصائص الميكانيكية كالقوة والمتانة ومقاومة الإجهاد. وعندما تتركز هذه الإجهادات في مناطق محددة، فإنها تُصبح نقاط ضعف. ونتيجة لذلك، قد تتعرض المنتجات للتلف المبكر تحت تأثير الأحمال الميكانيكية، خاصةً إذا تعرضت لقوى متكررة أو ديناميكية.
فعلى سبيل المثال، يجب أن تتحمل مكونات السيارات المصنعة بتقنية قولبة الحقن إجهادًا كبيرًا على مر الزمن. ويمكن أن تؤدي تركيزات الإجهاد الداخلي إلى حدوث تشققات أو كسور تحت الحمل، مما يؤثر سلبًا على السلامة والأداء.
العوامل المؤثرة على الخواص الميكانيكية
- خصائص المواد : تختلف أنواع البلاستيك في درجة تأثرها بالإجهاد الداخلي. فعلى سبيل المثال، قد يتفاعل البلاستيك غير المتبلور بشكل مختلف عن البلاستيك المتبلور عند تعرضه للإجهاد الداخلي.
- معايير التصنيع : يؤثر اختيار سرعة الحقن، وإعدادات الضغط، ومعدلات التبريد بشكل كبير على درجة تكوّن الإجهاد الداخلي. ويمكن أن يساعد تحسين هذه المعايير في التخفيف من الآثار السلبية.
استراتيجيات التخفيف
للحفاظ على الخصائص الميكانيكية للمنتجات المصنعة بالحقن، يمكن للمصنعين ما يلي:
- تحسين تصميم القالب : يشمل ذلك وضع البوابات وقنوات التبريد بشكل استراتيجي لتعزيز التدفق والتبريد المنتظمين.
- تعديلات العملية : يساعد ضبط سرعة الحقن وضغطه بدقة على تقليل إجهاد توجيه الجزيئات. كما يمكن لتطبيق الحقن متعدد المراحل أن يخفف من الإجهادات الناتجة عن التدفق.
- تقنيات المعالجة اللاحقة : يمكن لتقنيات مثل التلدين أن تخفف الإجهادات الداخلية، مما يعزز الاستقرار الميكانيكي بمرور الوقت.
يُعد فهم هذه الاستراتيجيات أمراً بالغ الأهمية لتعزيز عمر المنتج وموثوقيته مع تقليل حالات الفشل المحتملة الناتجة عن الضغوط الداخلية.
تتسبب الضغوط الداخلية في تشوه المنتج بمرور الوقت.حقيقي
تتلاشى الضغوط الداخلية، مما يؤدي إلى تغييرات في الأبعاد مثل التشويه.
تتأثر جميع أنواع البلاستيك بالتساوي بالإجهادات الداخلية.خطأ شنيع
تختلف أنواع البلاستيك في مدى تأثرها بالإجهاد الداخلي.
ما هي العيوب الظاهرية التي قد تنتج عن الإجهاد الداخلي؟
يمكن أن يؤدي الإجهاد الداخلي في المنتجات المصنعة بالحقن إلى عيوب قبيحة تؤثر سلباً على كل من المظهر الجمالي والوظائف.
قد يتسبب الإجهاد الداخلي في ظهور عيوب مظهرية متنوعة في المنتجات المصنعة بالحقن، مثل الشقوق والخطوط الفضية والفقاعات. ولا تقتصر هذه المشكلات على تشويه المظهر الجمالي للمنتج فحسب، بل قد تؤثر أيضًا على سلامته الهيكلية.
فهم الإجهاد الداخلي
ينشأ الإجهاد الداخلي أثناء عملية التشكيل بالحقن عندما يتعرض البلاستيك المنصهر لتدفق غير منتظم، وتبريد، وانكماش. ويتجلى هذا الإجهاد في صورة عيوب تؤثر على الجودة البصرية للمنتج.
عيوب المظهر الشائعة
-
الشقوق:
- غالباً ما تظهر الشقوق نتيجةً لتركز الإجهاد الداخلي العالي في مناطق محددة. ويمكن أن تحدث هذه الشقوق أثناء عملية فك القالب أو بعدها.
- تؤدي عوامل مثل التصميم غير السليم للقالب أو معدلات التبريد السريعة إلى تفاقم تشكل الشقوق.
-
خطوط فضية:
- هذه خطوط فضية متموجة تظهر على السطح، وهي ناتجة عن الرطوبة أو الهواء المحتبس داخل المادة أثناء عملية التشكيل.
- تظهر الخطوط الفضية بشكل خاص في المنتجات الشفافة، مما يؤثر على نقائها وجاذبيتها الجمالية.
-
فقاعات:
- يحدث ذلك عندما تتشكل جيوب من الغاز أو الهواء داخل المنتج، وعادة ما يكون ذلك بسبب التبريد السريع أو ارتفاع نسبة الرطوبة في البلاستيك.
- تؤثر الفقاعات سلباً على المظهر وربما على الخصائص الميكانيكية للمنتج.
العوامل المساهمة في عيوب المظهر
تصميم القالب ومعايير العملية
- عدم توازن التدفق: يمكن أن يؤدي التوزيع غير المتساوي لتدفق البلاستيك المنصهر إلى عيوب مثل الشقوق والفقاعات 4 .
- معدل التبريد: يؤدي التبريد غير المتسق إلى إجهاد حراري، مما يساهم في حدوث عيوب مثل التشويه وظهور خطوط فضية.
- التوجيه الجزيئي: تؤدي مستويات التوجيه العالية أثناء سرعات الحقن السريعة إلى زيادة احتمالية ظهور خطوط الفضة.
حلول للتخفيف من عيوب المظهر
- قم بتحسين تصميمات القوالب عن طريق ضبط مواضع البوابات وضمان التدفق المتوازن.
- استخدم عمليات الحقن متعددة المراحل للتحكم في التوجه الجزيئي وتقليل الإجهاد.
- قم بتطبيق تصميمات قنوات التبريد المناسبة لضمان تبريد موحد في جميع أنحاء المنتج.
من خلال معالجة هذه العوامل، يمكن للمصنعين تقليل عيوب المظهر بشكل كبير في المنتجات المصبوبة بالحقن، مما يعزز الجودة الجمالية والأداء على حد سواء.
تنتج الشقوق في المنتجات عن التبريد السريع.حقيقي
يؤدي التبريد السريع إلى توزيع غير متساوٍ للإجهاد، مما يؤدي إلى حدوث تشققات.
تنتج الخطوط الفضية عن الحرارة الزائدة.خطأ شنيع
تنتج الخطوط الفضية عن الرطوبة أو الهواء المحتبس، وليس عن الحرارة.
كيف يمكن تقليل الإجهاد الداخلي أثناء عملية التشكيل بالحقن؟
يُعدّ تقليل الإجهاد الداخلي في عملية التشكيل بالحقن أمرًا بالغ الأهمية لضمان متانة المنتج وجاذبيته الجمالية. وتشمل الاستراتيجيات الفعّالة تحسين تصميم القالب، وضبط معايير العملية، وتطبيق تقنيات المعالجة اللاحقة.
لتقليل الإجهاد الداخلي في عملية التشكيل بالحقن، يُنصح بتحسين تصميم القالب، وضبط معايير المعالجة مثل سرعة الحقن والضغط، واستخدام أساليب المعالجة اللاحقة كالتلدين. تساعد هذه الخطوات على تحقيق التوازن بين التدفق والتبريد وتوجيه الجزيئات، مما يقلل من العيوب المحتملة ويعزز جودة المنتج.

تحسين تصميم القالب
إحدى الطرق الرئيسية لتقليل الإجهاد الداخلي هي تصميم القوالب بعناية. فمن خلال وضع البوابات بشكل استراتيجي واستخدام أنظمة بوابات متعددة، يمكن للمصنعين تحقيق تدفق أكثر توازناً للبلاستيك المنصهر، مما يمنع تراكم إجهاد القص. كما يشمل التصميم المدروس جيداً تحسين أحجام وأشكال قنوات التوزيع لتقليل المقاومة، مما يضمن تدفقاً متساوياً عبر القالب.
بالإضافة إلى ذلك، يُعدّ تصميم قنوات التبريد بشكل يضمن تبريدًا متجانسًا أمرًا بالغ الأهمية. فعلى سبيل المثال، يمكن لمنتج ذي سماكة جدار متفاوتة أن يستفيد من تصميم ذي سماكة جدار متدرجة ، مما يساعد على الحفاظ على معدلات تبريد ثابتة ويقلل من الإجهاد الحراري.
ضبط معلمات عملية قولبة الحقن
تؤثر معايير عملية التصنيع بشكل كبير على مستويات الإجهاد الداخلي في المنتج المصبوب بالحقن. فتقليل سرعة الحقن وضغط التثبيت يقلل من درجة توجيه الجزيئات، مما يؤدي إلى تقليل الإجهاد الداخلي. كما أن إطالة مدة التثبيت تسمح بتقليل معدلات الانكماش، وبالتالي تخفيف الإجهاد.
يُعدّ التحكم في درجات الحرارة، سواءً في القالب أو في المادة المنصهرة، أمرًا بالغ الأهمية. فارتفاع درجة حرارة المادة المنصهرة قد يزيد من توجيه الجزيئات، لذا يُعدّ اختيار درجات الحرارة المناسبة بناءً على نوع المادة أمرًا ضروريًا. كما يُمكن أن يُساعد تطبيق عملية حقن متعددة المراحل في إدارة الإجهاد من خلال ضبط السرعة والضغط تدريجيًا طوال دورة التشكيل.
| المعلمة | التعديل المقترح |
|---|---|
| حقنة سريعة | خفض الارتفاع لتقليل إجهاد التوجيه |
| الممتلكات | خفض الارتفاع لتقليل الانكماش |
| درجة حرارة القالب | تحسين التبريد بشكل متساوٍ |
| درجة حرارة الانصهار | قم بالتعديل بناءً على احتياجات المواد |
تقنيات ما بعد المعالجة
يمكن لتقنيات المعالجة اللاحقة، مثل التلدين، أن تخفف بشكل كبير من الإجهادات الداخلية في المنتجات المصنعة بالحقن. يتضمن التلدين تسخين المنتج إلى درجة حرارة محددة، والحفاظ عليها لفترة زمنية معينة، ثم تبريده ببطء. تعمل هذه العملية على إرخاء البنية الجزيئية، مما يقلل الإجهاد بشكل فعال.
بالنسبة للمنتجات التي تتطلب دقة أبعاد عالية، يمكن استخدام تقنية تكييف الرطوبة. فبوضع المنتج في بيئة ذات رطوبة مضبوطة، يمتص الرطوبة، مما يساعد على تقليل الانكماش وتخفيف الإجهاد.
تضمن هذه التقنيات مجتمعةً أن المنتج النهائي يفي بمعايير الجودة ويؤدي وظيفته بكفاءة عالية في الاستخدام المقصود. ولا يقتصر تطبيق هذه الإجراءات على تحسين المتانة فحسب، بل يمتد ليشمل إطالة عمر المنتج.
يؤدي تحسين تصميم القالب إلى تقليل الإجهاد الداخلي.حقيقي
يساهم وضع البوابات بشكل استراتيجي وتصميم قنوات التبريد في تحقيق التوازن بين التدفق والتبريد.
تؤدي زيادة سرعة الحقن إلى تقليل الإجهاد الداخلي.خطأ شنيع
تؤدي السرعة العالية إلى زيادة التوجه الجزيئي، مما يزيد من الإجهاد الداخلي.
خاتمة
من خلال معالجة الضغوط الداخلية عبر تصميم القوالب الاستراتيجي وتعديلات العمليات، يستطيع المصنّعون تحسين جودة المنتج بشكل ملحوظ. تبنّوا هذه الاستراتيجيات لتقليل العيوب وتحسين الأداء.
-
استكشف استراتيجيات تحسين جودة المنتج من خلال تحسين العمليات: أفضل الممارسات لتحسين عملية قولبة الحقن: 1. المراقبة المنتظمة وتعديل المعايير 2. استخدام أنظمة تحكم متطورة 3. دراسة شاملة.. ↩
-
تعرّف على كيفية تأثير التغيرات الطفيفة الناتجة عن الإجهاد على دقة التجميع: قد يؤدي التغير الموضعي في الإجهاد أثناء التشكيل على البارد إلى حالة إجهاد وصلابة مختلفة في المنتج. وهذا بدوره قد يُحسّن أو يُقلّل.. ↩
-
اكتشف لماذا تتسبب الإجهادات الداخلية في حدوث تشققات تحت تأثير الأحمال: (1) يؤثر وجود الإجهادات الداخلية في المنتج بشكل كبير على خصائصه الميكانيكية وأدائه؛ وذلك بسبب.. ↩
-
تعلم تقنيات لتجنب العيوب الشائعة في المنتجات المقولبة: عندما تفشل طرق التهوية التقليدية، يمكن للتهوية بالتفريغ أن تحل بشكل فعال المشكلات المتعلقة بخروج الغازات وانحباس الهواء في قوالب الحقن. ↩
-
اكتشف كيف يُحسّن تصميم سُمك الجدار التدريجي من تجانس التبريد. جودة القطعة: قد يؤدي تصميم قطع مصبوبة بالحقن مع مشاكل في سُمك الجدار إلى عيوب مثل الانكماشات والتشوه وعدم اكتمال الحقن. هذه المشاكل.. ↩






